1.本技术涉及口罩生产设备的技术领域,尤其是涉及一种口罩机的口罩成品堆叠码放包装结构。
背景技术:
2.口罩是一种罩设于人体口鼻部位以减少有害气体或物质直接与人体口鼻接触的防护用品。口罩机是用来生产口罩的设备,口罩机将多层无纺布通过热压、折叠成型,超声波焊接,废料切除,耳带鼻梁条焊接等工序制造出具有一定过滤性能的各种口罩。
3.公布号为cn213549964u的中国专利公开了一种kn95口罩机,其包括上料机构、工作台、鼻梁条供应机构、压印机构、折叠机构、压合机构和裁切机构,上料机构用于上料,工作台用于支撑,鼻梁条供应机构连接在用于放置鼻梁架,设置在工作台上,压印机构位于鼻梁条供应机构一侧,用于将鼻梁条固定在口罩上,折叠机构用于将口罩对折,压合机构用于给口罩压合印花,裁切机构用于裁切口罩。kn95口罩机,实现了上料、鼻梁条供应、鼻梁条焊接、印花以及裁切的自动,生产效率较高,节约成本,中转工作台和裁切工作台垂直成l型布局,有效节省占用地面空间,操作简单,结构简单,便于组装维修。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:口罩机将口罩生产完成后,通过出料传送带将口罩成品运至收料箱内,但是,口罩是无规则地掉落进收料箱内,工人后续还需要将口罩从收料箱内取出并费力地整理为一叠的整齐状态,随后再进行装袋操作,这道工序对口罩进行装袋的效率较低,有待提高。
技术实现要素:
5.为了高效地对口罩进行整齐堆叠码放并进行装袋,提高口罩装袋效率,本技术提供一种口罩机的口罩成品堆叠码放包装结构。
6.一种口罩机的口罩成品堆叠码放包装结构采用如下技术方案:
7.一种口罩机的口罩成品堆叠码放包装结构,包括口罩机本体,所述口罩机本体的出料传送带的卸放端设有收料台,收料台的顶部开设有用以收纳口罩的收料腔,收料台的侧面开设有与收料腔连通的卸放口,收料腔内插接配合有用以封闭卸放口的卸放板;收料腔内滑动设置有用以承接口罩的承料板,承料板的底部设有用以调节承料板高度的微动机构;收料台的上方设有用以压实口罩的压实机构;收料台在靠近卸放口处设有置袋盒,置袋盒内设有用以包装口罩成品的包装袋。
8.通过采用上述技术方案,口罩机本体将口罩生产完毕后传送给出料传送带,出料传送带将口罩连续地传送至收料台的收料腔内部,口罩在收料腔内完成堆叠码放。当进入收料腔内的口罩数量达到预定值时,压实机构对收料腔内的口罩进行压实,使其紧密接触,便于口罩后续的装袋;从收料腔内抽出卸放板,将收料腔内的口罩拨动至包装袋内,顺利完成一次口罩的包装。上述过程能够高效地对口罩进行整齐堆叠码放并进行装袋,提高口罩装袋效率。有时需要根据不同规格的包装袋设定不同堆叠厚度的口罩数量,通过微动机构
调节承料板与收料台之间的相对位置,以调节收料腔的深度来设定不同堆叠厚度的口罩。
9.可选的,所述收料腔相互正对的两面内壁倾斜设置,承料板倾斜设置且与收料腔的内壁倾斜方向一致,承料板的低端靠近卸放口。
10.通过采用上述技术方案,口罩在收料腔内倾斜堆叠,取出卸放板后,口罩能够在自身重力作用下自动掉落进包装袋内,提高包装效率。
11.可选的,所述收料腔在靠近承料板高端的内壁刻有用以显示口罩堆叠厚度的刻度线。
12.通过采用上述技术方案,根据刻度线能够更加精准地调节承料板的位置。
13.可选的,所述微动机构包括微动驱动件、主动齿轮及齿条,微动驱动件与收料腔的内壁固接,主动齿轮与微动驱动件的输出轴同轴固接,齿条的一端与承料板的底面固接,齿条与主动齿轮啮合。
14.通过采用上述技术方案,微动驱动件带动主动齿轮旋转,主动齿轮带动齿条移动,齿条带动承料板在收料台内顺畅精确地移动,以调节收料腔的深度来设定不同堆叠厚度的口罩。
15.可选的,所述主动齿轮为斜齿轮,齿条为斜齿条。
16.通过采用上述技术方案,能够增加主动齿轮与齿条的啮合面积,使齿条的移动更加顺畅,使承料板的移动更加平顺。
17.可选的,所述压实机构包括压实驱动件和压实板,压实板与压实驱动件的活塞杆固接,压实板正对承料板;收料台的顶面固设有支架,支架远离收料台的一端与压实驱动件固接。
18.通过采用上述技术方案,支架对压实驱动件进行支撑,压实驱动件带动压实板运动,使压实板靠近承料板以对口罩自动进行压实,压实效果高效,运作高效稳定。
19.可选的,所述压实板朝向承料板的底面固接有软垫。
20.通过采用上述技术方案,软垫能够避免压实板直接接触口罩,以对口罩进行保护。
21.可选的,所述卸放板在远离承料板的顶部固设有拉环。
22.通过采用上述技术方案,通过拉环能够更加便利稳定地将卸放板从收料腔内抽出或者将卸放板插入收料腔内。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.收料台及置袋盒能够高效地对口罩进行整齐堆叠码放并进行装袋,提高口罩装袋效率;
25.2.微动机构能够调节承料板与收料台之间的相对位置,以调节收料腔的深度来设定不同堆叠厚度的口罩;
26.3.压实机构能够对收料腔内的口罩进行压实,使其紧密接触,便于口罩后续的装袋。
附图说明
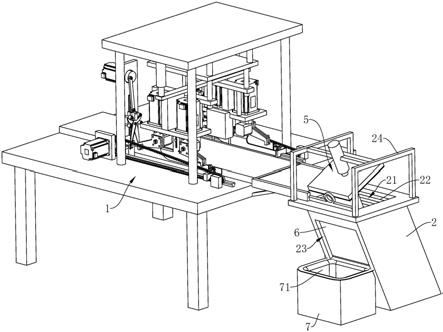
27.图1是本技术实施例口罩机的口罩成品堆叠码放包装结构的结构示意图;
28.图2是收料台的剖视图。
29.附图标记说明:1、口罩机本体;2、收料台;21、收料腔;22、刻度线;23、卸放口;24、
支架;3、承料板;4、微动机构;41、微动驱动件;42、主动齿轮;43、齿条;5、压实机构;51、压实驱动件;52、压实板;53、软垫;6、卸放板;61、拉环;7、置袋盒;71、包装袋。
具体实施方式
30.以下结合附图1-2对本技术作进一步详细说明。
31.本技术实施例公开一种口罩机的口罩成品堆叠码放包装结构,参照图1和图2,口罩机的口罩成品堆叠码放包装结构包括口罩机本体1,口罩机本体1的出料传送带的卸放端设有收料台2,收料台2与地面抵接。收料台2的顶部开设有收料腔21,收料腔21相互正对的两面内壁倾斜且平行,收料腔21内滑动配合有承料板3,承料板3倾斜设置且与收料腔21的内壁倾斜方向一致。收料台2的侧面开设有与收料腔21连通的卸放口23,收料台2相互正对的两面侧壁共同插接配合有用以封闭卸放口23的卸放板6。承料板3的低端靠近卸放口23,承料板3的底部设有用以调节承料板3高度的微动机构4。
32.参照图1和图2,收料台2在收料腔21开口的上方设有压实机构5。收料台2在位于卸放口23的底部位置固定连接有置袋盒7,置袋盒7内设有包装袋71,包装袋71的开口朝向卸放口23。
33.口罩机本体1将口罩生产完毕后传送给出料传送带,出料传送带将口罩连续地传送至收料台2的收料腔21内部,口罩在收料腔21内完成堆叠码放。当进入收料腔21内的口罩数量达到预定值时,压实机构5对收料腔21内的口罩进行压实,使其紧密接触,便于口罩后续的装袋;从收料腔21内抽出卸放板6,口罩在收料腔21内倾斜堆叠,取出卸放板6后,口罩能够在自身重力作用下自动掉落进包装袋71内,顺利完成一次口罩的包装。上述过程能够高效地对口罩进行整齐堆叠码放并进行装袋,提高口罩装袋效率。有时需要根据不同规格的包装袋71设定不同堆叠厚度的口罩数量,通过微动机构4调节承料板3与收料台2之间的相对位置,以调节收料腔21的深度来设定不同堆叠厚度的口罩。
34.参照图1和图2,微动机构4包括微动驱动件41、主动齿轮42及齿条43。本实施例中,微动驱动件41为伺服电机,主动齿轮42为斜齿轮,齿条43为斜齿条。微动驱动件41与收料腔21的内壁固定连接,主动齿轮42与微动驱动件41的输出轴同轴固定连接,齿条43的一端与承料板3背离压实机构5的底面固定连接,齿条43与主动齿轮42啮合。
35.微动驱动件41带动主动齿轮42旋转,主动齿轮42带动齿条43移动,齿条43带动承料板3在收料台2内顺畅精确地移动,以调节收料腔21的深度来设定不同堆叠厚度的口罩。
36.参照图1和图2,压实机构5包括压实驱动件51和压实板52,本实施例中,压实驱动件51为气缸。压实板52正对承料板3,压实板52背离承料板3的中部与压实驱动件51的活塞杆固定连接,压实板52朝向承料板3的底面粘接固定有软垫53。收料台2的顶面一体成型有两幅对应的支架24,支架24远离收料台2的一端与压实驱动件51固定连接用以支撑压实驱动件51。
37.支架24对压实驱动件51进行支撑,压实驱动件51带动压实板52运动,使压实板52靠近承料板3以对口罩自动进行压实,软垫53能够避免压实板52直接接触口罩,以对口罩进行保护。
38.参照图1和图2,卸放板6插入收料腔21内后,卸放板6的底部与承料板3抵接,卸放板6在远离承料板3的顶部一体成型有拉环61。通过拉环61能够更加便利稳定地将卸放板6
从收料腔21内抽出或者将卸放板6插入收料腔21内。
39.参照图1和图2,收料腔21在靠近承料板3高端的倾斜的内壁刻有均匀分布的刻度线22,根据刻度线22能够更加精准地调节承料板3的位置,以调节收料腔21的深度来设定不同堆叠厚度的口罩。
40.本技术实施例一种口罩机的口罩成品堆叠码放包装结构的实施原理为:口罩机本体1将口罩生产完毕后传送给出料传送带,出料传送带将口罩连续地传送至收料台2的收料腔21内部,口罩在收料腔21内完成堆叠码放。
41.当进入收料腔21内的口罩数量达到预定值时,压实驱动件51带动压实板52运动,使压实板52靠近承料板3以对口罩自动进行压实,使口罩之间紧密接触,便于口罩后续的装袋。
42.口罩在收料腔21内倾斜堆叠,从收料腔21内抽出卸放板6后,口罩能够在自身重力作用下自动掉落进包装袋71内,顺利完成一次口罩的包装,将包装袋71从置袋盒7内取出,再将空的包装袋71放入置袋盒7内继续包装口罩。
43.有时需要根据不同规格的包装袋71设定不同堆叠厚度的口罩数量,微动驱动件41带动主动齿轮42旋转,主动齿轮42带动齿条43移动,齿条43带动承料板3在收料台2内顺畅精确地移动,以调节收料腔21的深度来设定不同堆叠厚度的口罩。
44.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。