1.本实用新型涉及软材压合领域,具体涉及一种软材复合成型机。
背景技术:
2.对于手机保护膜、电脑保护膜、电子印刷产品、双面不干胶、航空器材等薄形产品进行模切,需要精密设备进行操作。目前市面上模切类产品各式各样,所属行业需求量很大,但是现有模切机虽然有些设置有多个工位,但是每个工位均是进行同样的加工动作,即对未加工的料带进行一刀式模切,这种模切机适合单一产品加工,对一些需要进行产品尺寸偏大,精度要求不是很严格的产品。目前还是按整套模切,给产品带来了一定的成本浪费,对于这种产品模切,目前市面上都是采用不同的模切机先加工单独的便于一刀切的料带,然后将多个加工后的料带采用人工粘贴,这种方式使得人员需求量大,成本高。
3.现有多种不同类型的软材压合工作,手动铺平后逐一压合粘连,加工周期长,不能满足大批量生产加工,因此设计一款用于软材复合成型的装置,显得尤为重要。
技术实现要素:
4.本实用新型提供一种软材复合成型机,以解决现有技术存在的多种不同类型的软材压合工作,由工作人员手动完成,工序复杂且加工周期长,不能满足大批量生产加工的问题。
5.为解决上述技术问题,本实用新型提供一种软材复合成型机,包括有机架、导料架以及集料辊,所述导料架设置在机架上,所述集料辊设置在机架的右侧,所述导料架的右侧设置有第一压紧机构,所述第一压紧机构的右侧设置有第二压紧机构,所述第二压紧机构的右侧设置有第三压紧机构,所述第一压紧机构、第二压紧机构以及第三压紧机构的结构相同,所述第一压紧机构与所述第二压紧机构之间设置有第一导向装置,所述第二压紧机构与所述第三压紧机构之间设置有第二导向装置,所述第一导向装置与所述第二导向装置的结构相同,所述导料架的左侧设置有送料辊,所述导料架的上方设置有第一软材辊,所述第一软材辊的左侧设置第一进料辊,所述第一软材辊的右侧设置有第一张紧轮,所述第一张紧轮的右侧设置有第二进料辊,所述第二进料辊的右侧设置有第二张紧轮,所述第二张紧轮的右侧设置有第二软材辊,所述第一压紧机构包括有框架,所述框架中安装设置有主动滚轴,所述主动滚轴的上方设置有驱动电机,所述主动滚轴的上方设置有压合辊,所述压合辊可拆卸连接在框架上,所述第一导向装置包括有工作板,所述工作板上对称设置有限位支架,所述限位支架上安装设置有楔形块。
6.优选的,所述送料辊可转动连接在机架上,所述第一软材辊可传动连接在机架上,所述第一进料辊通过紧固件固定连接在机架上,所述第一张紧轮通过紧固件可拆卸连接在机架上。
7.优选的,所述第一进料辊可转动连接在机架上,所述第二软材辊可转动连接在机架上,所述第二张紧轮可拆卸连接在机架上。
8.优选的,所述框架的右侧设置有导向轴。
9.优选的,所述楔形块的截面呈楔形设计,所述楔形块呈倾斜设置在工作板上的上方,所述楔形块通过紧固件固定连接在限位支架上。
10.优选的,所述第一压紧机构与所述第二压紧机构之间留有工作空间,所述第二压紧机构与所述第三压紧机构之间留有工作空间。
11.优选的,所述第一压紧机构与所述第一导向装置之间留有工作空间,所述第二压紧机构与所述第二导向装置之间留有工作空间。
12.本实用新型带来的有益效果:
13.(1)本实用新型通过第一软材辊、第一压紧机构以及送料辊的相互协作,完成软材的第一次复合压合工作,再由第二软材辊、第二压紧机构以及第一导向装置的相互协作,完成软材的第二次复合压合工作,最终再由第三压紧机构进行第三次压合,保证软材的压合质量;
14.(2)本实用新型相比常规软材压合工作,压合效率大大提高,多组工位相互协作,实现了软材压合的半自动化生产加工,压合后的软材质量相比常规手动压合的质量大大提高,多组加工集合在同一个机架上,优化了加工空间,降低企业生产加工成本,整体结构稳定性,不易损坏。
附图说明
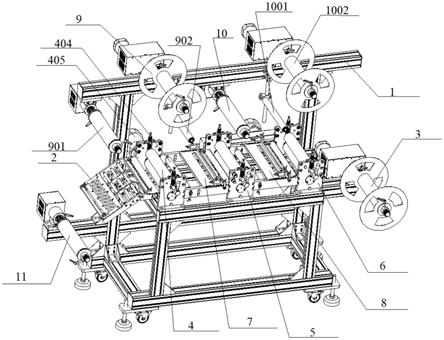
15.图1是根据本实用新型软材复合成型机的整体图;
16.图2是根据本实用新型软材复合成型机中第一压紧机构的局部示意图;
17.图3是根据本实用新型软材复合成型机中第一导向装置的局部示意图;
18.其中,1、机架;2、导料架;3、集料辊;4、第一压紧机构;401、框架;402、主动滚轴;403、压合辊;404、导向轴;405、驱动电机;5、第二压紧机构;6、第三压紧机构;7、第一导向装置;701、工作板;702、限位支架;703、楔形块;8、第二导向装置;9、第一软材辊;901、第一进料辊;902、第一张紧轮;10、第二进料辊;1001、第二张紧轮;1002、第二软材辊;11、送料辊。
具体实施方式
19.为使本实用新型的目的、技术方案和优点更加清楚,以下结合具体实施例,对本实用新型作进一步地详细说明。
20.如图1-3所示,本实用新型提供了一种软材复合成型机,包括有机架1、导料架2以及集料辊3,所述导料架2设置在机架1上,所述集料辊3设置在机架1的右侧,所述导料架2的右侧设置有第一压紧机构4,所述第一压紧机构4的右侧设置有第二压紧机构5,所述第二压紧机构5的右侧设置有第三压紧机构6,所述第一压紧机构4、第二压紧机构5以及第三压紧机构6的结构相同,所述第一压紧机构4与所述第二压紧机构5之间设置有第一导向装置7,所述第二压紧机构5与所述第三压紧机构6之间设置有第二导向装置8,所述第一导向装置7与所述第二导向装置8的结构相同,所述导料架2的左侧设置有送料辊11,所述导料架2的上方设置有第一软材辊9,所述第一软材辊9的左侧设置第一进料辊901,所述第一软材辊9的右侧设置有第一张紧轮902,所述第一张紧轮902的右侧设置有第二进料辊10,所述第二进料辊10的右侧设置有第二张紧轮1001,所述第二张紧轮1001的右侧设置有第二软材辊
1002,所述第一压紧机构4包括有框架401,所述框架401中安装设置有主动滚轴402,所述主动滚轴402的上方设置有驱动电机405,所述主动滚轴402的上方设置有压合辊403,所述压合辊403可拆卸连接在框架401上,所述第一导向装置7包括有工作板701,所述工作板701上对称设置有限位支架702,所述限位支架702上安装设置有楔形块703。
21.进一步来说,所述送料辊11可转动连接在机架1上,所述第一软材辊9可传动连接在机架1上,所述第一进料辊901通过紧固件固定连接在机架1上,所述第一张紧轮902通过紧固件可拆卸连接在机架1上。
22.进一步来说,所述第一进料辊901可转动连接在机架1上,所述第二软材辊1002可转动连接在机架1上,所述第二张紧轮1001可拆卸连接在机架1上。
23.进一步来说,所述框架401的右侧设置有导向轴404。
24.进一步来说,所述楔形块703的截面呈楔形设计,所述楔形块703呈倾斜设置在工作板701上的上方,所述楔形块703通过紧固件固定连接在限位支架702上。
25.进一步来说,所述第一压紧机构4与所述第二压紧机构5之间留有工作空间,所述第二压紧机构5与所述第三压紧机构6之间留有工作空间。
26.进一步来说,所述第一压紧机构4与所述第一导向装置7之间留有工作空间,所述第二压紧机构5与所述第二导向装置8之间留有工作空间。
27.所述软材复合成型机的工作原理如下:由外部软材送料机构将待压合的底膜输送至送料辊11处,由送料辊11进行张紧导向,然后再手动牵引底膜到达导料架2处,此时第一软材辊9开始放卷第二薄膜,由工作人员手动将第二薄膜牵引至第一进料辊901,牵引过程中经过第一张紧轮902,第二薄膜在第一进料辊901导向下到达导料架2处,此时第二薄膜位于底膜的上方,然后由工作人员手动将底膜和第二薄膜牵引至主动滚轴402和压合辊403之间进行软材的第一复合压合,完成压合的软材传递至导向轴404处,在导向轴404的导向传动下输送至到达第一导向装置7处,压合后的软材到达楔形块703的下方,由于楔形块703倾斜设置在工作板701的上方,使得压合后的软材在传送过程中,始终处于张紧状态,以上完成底膜和第二薄膜的压合工作;
28.当压合后的软材传送至第二导向装置8时,第二软材辊1002开始放卷第三薄膜,由工作人员手动将第三薄膜牵引至第二进料辊10,牵引过程中经过第二张紧轮1001,第三薄膜在第二进料辊10导向下到达第一导向装置7处,此时第三薄膜位于第一次压合后的软材上方,然后由工作人员手动将第三薄膜和第一次压合后的软材牵引至第二压紧机构5中进行软材的第二次复合压合,以上为软材的第二次复合压合成型,经两次压合成型形成复合软材,复合软材在第二导向装置8的导向下,传递至第三压紧机构6,对复合软材进行第三复压合,保证软材的成型置质量,最终复合软材在工作人员手动牵引下到达集料辊3,由集料辊3对复合软材进行整合收集工作;通过第一软材辊9、第一压紧机构4以及送料辊的相互协作,完成软材的第一次复合压合工作,再由第二软材辊1002、第二压紧机构5以及第一导向装置7的相互协作,完成软材的第二次复合压合工作,最终再由第三压紧机构6进行第三次压合,保证软材的压合质量,相比常规软材压合工作,压合效率大大提高,多组工位相互协作,实现了软材压合的半自动化生产加工,压合后的软材质量相比常规手动压合的质量大大提高,多组加工集合在同一个机架1上,优化了加工空间,降低企业生产加工成本,整体结构稳定性,不易损坏。
29.综上所述,本实用新型通过第一软材辊、第一压紧机构以及送料辊的相互协作,完成软材的第一次复合压合工作,再由第二软材辊、第二压紧机构以及第一导向装置的相互协作,完成软材的第二次复合压合工作,最终再由第三压紧机构进行第三次压合,保证软材的压合质量,相比常规软材压合工作,压合效率大大提高,多组工位相互协作,实现了软材压合的半自动化生产加工,压合后的软材质量相比常规手动压合的质量大大提高,多组加工集合在同一个机架上,优化了加工空间,降低企业生产加工成本,整体结构稳定性,不易损坏。
30.需要注意的是,本实用新型中使用的多种标准件均是可以从市场上得到的,非标准件则是可以特别定制,本实用新型所采用的连接方式比如螺栓连接、焊接等也是机械领域中非常常见的手段,发明人在此不再赘述。
31.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围。