1.本发明涉及防水卷材加工领域,尤其涉及一种防水卷材生产工艺。
背景技术:
2.防水卷材是一种可卷曲的片状防水材料,是建筑工程防水材料中的重要品种之一,根据主要组成材料不同,可分为沥青防水卷材、高聚物改性沥青防水卷材和合成高分子防水卷材;根据胎体的不同可分为无胎体卷材、纸胎卷材、玻璃纤维胎卷材、玻璃布胎卷材和聚乙烯胎卷材,当前的防水卷材在加工过程中,需要将生产出来的卷材分段切割缠绕在小的卷筒上,当卷材缠绕一定长度后需要对卷材进行切割,然后需要人工将小型卷筒运走后人工将剩下的卷材端部缠绕在新的小型卷筒上,更换过程费时费力并且具有一定危险性,而且防水卷材卷绕还需要控制卷绕的长度,现有设备是使用价格昂贵的伺服电机,成本很高。
技术实现要素:
3.本发明的目的在于提供一种防水卷材生产工艺,其不仅操作简单,而且能够实现防水卷材的自动卷收。
4.为实现上述目的,本发明提供如下技术方案:一种防水卷材生产工艺,所述防水卷材生产工艺使用卷收设备,所述卷收设备包括机架,所述机架上设有卷材导入组件、卷筒安装组件、卷筒驱动组件、卷筒下料组件,所述导入组件和卷筒驱动组件之间设有传动组件;所述防水卷材生产工艺包括以下步骤:
5.s1、将生产出来的防水卷材由机架的左端送入导入组件内,使防水卷材进入工作位置;
6.s2、控制卷筒安装组件将卷收筒安装在卷筒驱动组件内,使卷收筒处于卷绕位置;
7.s3、控制导入组件工作,导入组件通过传动组件带动卷筒驱动组件工作,在导入组件工作时将防水卷材送向卷收筒,在卷筒驱动组件工作时带动卷收筒对导入组件送入的防水卷材进行缠绕卷收;
8.s4、当卷收筒上卷绕防水卷材的直径触碰到驱动面时,导入组件和卷筒驱动组件停止工作,随后控制卷筒下料组件先将防水卷材切断,然后将缠绕好的防水卷材抛出,从而完成下料;
9.s5、重复步骤s2、s3、s4持续进行防水卷材缠绕生产。
10.进一步的,所述导入组件包括驱动辊和转动辊,所述机架内设有水平板,所述水平板在靠近机架的左端位置处设有左槽口,所述转动辊转动连接在左槽口内且沿前后方向设置;所述机架的后侧左右两端均设有向上延伸的支撑臂,两个支撑臂之间沿竖直方向滑动连接有活动杆,所述活动杆沿左右方向设置;所述活动杆上固定设有第一电机,所述驱动辊的一端固定安装在第一电机的输出轴上且位于转动辊的正上方;每个支撑臂的上端均延伸设有伸向活动杆上方的凸边,所述凸边和活动杆之间均设有用于迫使活动杆带动驱动辊压
向转动辊的第一弹簧。
11.进一步的,所述水平板上在左槽口的右侧设有弯折的导向板,所述导向板内设有用于将防水卷材向卷收筒方向导送的导向槽。
12.进一步的,所述卷筒驱动组件包括旋转块,所述水平板内在左槽口的右侧设有右槽口,所述右槽口的右侧铰接有与卷筒下料组件连接的翻转板,所述翻转板的后端设有凸板,所述旋转块通过凸柱转动连接在凸板;在旋转块带动卷收筒转动时,卷收筒的后端抵触在旋转块的前端面上,卷收筒的前端抵触在卷筒安装组件的顶杆上;在卷收筒卷收防水卷材时,翻转板转至与水平板共面的位置,在卷收筒下料时,翻转板向下翻转。
13.进一步的,所述活动杆的下端通过凸块设有水平向右延伸的凸杆,所述凸杆的下端面为驱动面,所述凸块的下端设有下端开口的第一安装槽,所述第一安装槽内铰接有压杆,所述压杆用于将防水卷材压向卷收筒,所述第一安装槽内设有用于迫使压杆翻转压向卷收筒的扭簧。
14.进一步的,所述传动组件包括第一转轴和第二转轴,所述第一转轴沿左右方向转动连接在活动杆上,所述第一电机的输出轴上固定设有第一锥齿轮,所述第一转轴的左端固定设有与第一锥齿轮啮合的第二锥齿轮,所述第一转轴的右端固定设有第三锥齿轮,所述第二转轴沿竖直方向转动连接在凸块上,所述第二转轴的上端固定设有与第三锥齿轮啮合的第四锥齿轮,所述第二转轴的下端固定设有第五锥齿轮;所述翻转板的左端设有第二安装槽,所述第二安装槽内转动连接有第六锥齿轮,在卷收筒卷收防水卷材时,第五锥齿轮和第六锥齿轮啮合,在卷收筒下料时,第五锥齿轮和第六锥齿轮脱离啮合;所述第六锥齿轮的端面设有第一带轮,所述凸柱伸出凸板的一端设有第二带轮,所述第一带轮和第二带轮之间设有传动带,第二带轮转动时通过凸柱带动旋转块转动。
15.进一步的,所述卷筒安装组件包括第一电动推杆,所述机架的前侧设有向上延伸的支撑板,所述支撑板的上端设有储料斗,所述储料斗内并排放置多个卷收筒;所述储料斗的下端沿前后方向滑动连接有顶杆,在翻转板处于与水平板共面时,顶杆与旋转块处于同轴位置;在顶杆向前滑出储料斗的下端时,卷收筒落至顶杆位置;所述顶杆的后端设有定位凸起,所述定位凸起用于插入卷收筒的前端,所述顶杆用于将卷收筒顶紧在旋转块上;所述第一电动推杆固定竖直在支撑板内,所述第一电动推杆的伸缩端固定设有连接杆,所述连接杆的另一端与顶杆的前端转动连接;所述第一电动推杆通过连接杆带动顶杆前后运动。
16.进一步的,所述卷筒下料组件包括第二电动推杆,所述第二电动推杆沿左右方向固定设置在机架的右端,所述第二电动推杆的伸缩端固定设有竖直杆,所述竖直杆的右侧并排设有两个向右延伸滑动连接在机架内的导滑杆,所述竖直杆内设有弧形导板组件,所述弧形导板组件用于对防水卷材导向缠绕在卷收筒上;所述翻转板内设有斜槽,所述竖直杆的侧面设有伸入斜槽内的第一凸轴;所述导向板上设有剪切组件,所述剪切组件与竖直杆连接;在第二电动推杆带动竖直杆向右运动时,翻转板向下翻转,剪切组件的切刀伸入导向槽内将防水卷材切断;在第二电动推杆带动竖直杆向左运动时,翻转板向上翻转,剪切组件的切刀离开导向槽。
17.进一步的,所述弧形导板组件包括第二弹簧,所述竖直杆的左侧设有第一延伸板,所述第一延伸板内设有第一滑槽,所述第一滑槽内滑动连接有第一滑板,所述第一滑板上设有伸出第一滑槽的连接块,所述连接块的左端设有推板,所述推板的左侧设有弧形槽;所
述第二弹簧位于第一滑槽内用于迫使第一滑板通过连接块带动推板向左运动。
18.进一步的,所述剪切组件包括切刀,所述导向板的右端上侧设有向上延伸的第二延伸板,所述第二延伸板内设有下端与导向槽连通的第二滑槽,所述切刀沿竖直方向滑动连接在第二滑槽内,所述切刀的外侧延伸设有挡边,所述第二滑槽内在挡边的上方设有第三弹簧,所述第三弹簧用于迫使切刀向下运动;所述切刀的上端设有导杆,所述导杆上设有第二凸轴;所述竖直杆的上端设有水平向左延伸的水平杆,所述水平杆的左端设有与第二凸轴配合的导向滑槽,在水平杆运动至左端位置时,第二凸轴在导向滑槽内带动切刀离开导向槽;在水平杆向右运动时,第二凸轴离开导向滑槽,切刀在第三弹簧作用下伸入导向槽内。
19.有益效果
20.与现有技术相比,本发明的技术方案具有以下优点:
21.1.通过第二电动推杆带动竖直杆和水平杆进行运动,使水平杆向右运动时带动切刀将防水卷材切断,在竖直杆向右运动同时带动翻转板开合,将缠绕好的防水卷材抛出,从而达到无需人工搬运目的;
22.2.通过第一电动推杆带动顶杆运动,使第一电动推杆收缩时缠绕好的防水卷材能够从翻转板开口处抛出,第一电动推杆伸出时将卷收筒重新推入卷绕位置,从而达到无需人工替换的目的;
23.3.通过卷绕时防水卷材的直径变化带动凸杆运动,使防水卷材直径达到一定距离时触碰到凸杆,让第一电机无法继续驱动卷收筒进行卷绕,从而达到卷绕一定长度自动停止卷绕的目的;
24.4.通过设有弧形槽的凸板和压杆将防水卷材导向,使防水卷材在弧形槽和压板作用下能够卷绕在卷收筒上,从而达到无需人工卷绕的目的。
附图说明
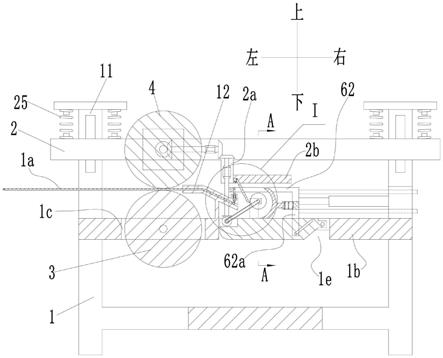
25.图1为本发明工作状态结构视图;
26.图2为本发明下料状态结构视图;
27.图3为本发明图1中a-a方向剖视图;
28.图4为本发明图1中更换卷收筒状态中a-a方向剖视图
29.图5为本发明图1中i区域局部放大视图;
30.图6为本发明图2中ii区域局部放大视图;
31.图7为本发明图6中b区域局部放大视图。
具体实施方式
32.请参阅图1-7所示,一种防水卷材生产工艺,所述防水卷材生产工艺使用卷收设备,所述卷收设备包括机架1,所述机架1上设有卷材导入组件、卷筒安装组件、卷筒驱动组件、卷筒下料组件,所述导入组件和卷筒驱动组件之间设有传动组件;所述防水卷材生产工艺包括以下步骤:
33.s1、将生产出来的防水卷材由机架1的左端送入导入组件内,使防水卷材1a进入工作位置;
34.s2、控制卷筒安装组件将卷收筒73安装在卷筒驱动组件内,使卷收筒73处于卷绕位置;
35.s3、控制导入组件工作,导入组件通过传动组件带动卷筒驱动组件工作,在导入组件工作时将防水卷材1a送向卷收筒73,在卷筒驱动组件工作时带动卷收筒73对导入组件送入的防水卷材1a进行缠绕卷收;
36.s4、当卷收筒73上卷绕防水卷材1a的直径触碰到驱动面21时,导入组件和卷筒驱动组件停止工作,随后控制卷筒下料组件先将防水卷材1a切断,然后将缠绕好的防水卷材1a抛出,从而完成下料;
37.s5、重复步骤s2、s3、s4持续进行防水卷材1a缠绕生产。
38.所述导入组件包括驱动辊4和转动辊3,所述机架1内设有水平板1b,所述水平板1b在靠近机架1的左端位置处设有左槽口1c,所述转动辊3转动连接在左槽口1c内且沿前后方向设置;所述机架1的后侧左右两端均设有向上延伸的支撑臂11,两个支撑臂11之间沿竖直方向滑动连接有活动杆2,所述活动杆2沿左右方向设置;所述活动杆2上固定设有第一电机47,所述驱动辊4的一端固定安装在第一电机47的输出轴上且位于转动辊3的正上方;每个支撑臂11的上端均延伸设有伸向活动杆2上方的凸边11a,所述凸边11a和活动杆2之间均设有用于迫使活动杆2带动驱动辊4压向转动辊3的第一弹簧25。所述水平板1b上在左槽口1c的右侧设有弯折的导向板1d,所述导向板1d内设有用于将防水卷材1a向卷收筒73方向导送的导向槽12。
39.所述卷筒驱动组件包括旋转块54,所述水平板1b内在左槽口1c的右侧设有右槽口1e,所述右槽口1e的右侧铰接有与卷筒下料组件连接的翻转板5,所述翻转板5的后端设有凸板5a,所述旋转块54通过凸柱转动连接在凸板5a;在旋转块54带动卷收筒73转动时,卷收筒73的后端抵触在旋转块54的前端面上,卷收筒73的前端抵触在卷筒安装组件的顶杆72上;在卷收筒73卷收防水卷材1a时,翻转板5转至与水平板1b共面的位置,在卷收筒73下料时,翻转板5向下翻转。所述活动杆2的下端通过凸块2a设有水平向右延伸的凸杆2b,所述凸杆2b的下端面为驱动面21,所述凸块2a的下端设有下端开口的第一安装槽2c,所述第一安装槽2c内铰接有压杆22,所述压杆22用于将防水卷材1a压向卷收筒73,所述第一安装槽2c内设有用于迫使压杆22翻转压向卷收筒73的扭簧23。
40.所述传动组件包括第一转轴43和第二转轴45,所述第一转轴43沿左右方向转动连接在活动杆2上,所述第一电机47的输出轴上固定设有第一锥齿轮41,所述第一转轴43的左端固定设有与第一锥齿轮41啮合的第二锥齿轮42,所述第一转轴43的右端固定设有第三锥齿轮44,所述第二转轴45沿竖直方向转动连接在凸块2a上,所述第二转轴45的上端固定设有与第三锥齿轮44啮合的第四锥齿轮46,所述第二转轴45的下端固定设有第五锥齿轮48;所述翻转板5的左端设有第二安装槽5b,所述第二安装槽5b内转动连接有第六锥齿轮51,在卷收筒73卷收防水卷材1a时,第五锥齿轮48和第六锥齿轮51啮合,在卷收筒73下料时,第五锥齿轮48和第六锥齿轮51脱离啮合;所述第六锥齿轮51的端面设有第一带轮53,所述凸柱伸出凸板5a的一端设有第二带轮55,所述第一带轮53和第二带轮55之间设有传动带52,第二带轮55转动时通过凸柱带动旋转块54转动。
41.所述卷筒安装组件包括第一电动推杆7,所述机架1的前侧设有向上延伸的第一电动推杆1f,所述第一电动推杆1f的上端设有储料斗1g,所述储料斗1g内并排放置多个卷收
筒73;所述储料斗1g的下端沿前后方向滑动连接有顶杆72,在翻转板5处于与水平板1b共面时,顶杆72与旋转块54处于同轴位置;在顶杆72向前滑出储料斗1g的下端时,卷收筒73落至顶杆72位置;所述顶杆72的后端设有定位凸起721,所述定位凸起721用于插入卷收筒73的前端,所述顶杆72用于将卷收筒73顶紧在旋转块54上;所述第一电动推杆7固定竖直在第一电动推杆1f内,所述第一电动推杆7的伸缩端固定设有连接杆71,所述连接杆71的另一端与顶杆72的前端转动连接;所述第一电动推杆7通过连接杆71带动顶杆72前后运动。
42.所述卷筒下料组件包括第二电动推杆6,所述第二电动推杆6沿左右方向固定设置在机架1的右端,所述第二电动推杆6的伸缩端固定设有竖直杆62a,所述竖直杆62a的右侧并排设有两个向右延伸滑动连接在机架1内的导滑杆61,所述竖直杆62a内设有弧形导板组件,所述弧形导板组件用于对防水卷材1a导向缠绕在卷收筒73上;所述翻转板5内设有斜槽56,所述竖直杆62a的侧面设有伸入斜槽56内的第一凸轴622;所述导向板1d上设有剪切组件,所述剪切组件与竖直杆62a连接;在第二电动推杆6带动竖直杆62a向右运动时,翻转板5向下翻转,剪切组件的切刀81伸入导向槽12内将防水卷材1a切断;在第二电动推杆6带动竖直杆62a向左运动时,翻转板5向上翻转,剪切组件的切刀81离开导向槽12。
43.所述弧形导板组件包括第二弹簧64,所述竖直杆62a的左侧设有第一延伸板62b,所述第一延伸板62b内设有第一滑槽62e,所述第一滑槽62e内滑动连接有第一滑板62d,所述第一滑板62d上设有伸出第一滑槽62e的连接块62c,所述连接块62c的左端设有推板63,所述推板63的左侧设有弧形槽63a;所述第二弹簧64位于第一滑槽62e内用于迫使第一滑板62d通过连接块62c带动推板63向左运动。
44.所述剪切组件包括切刀81,所述导向板1d的右端上侧设有向上延伸的第二延伸板1h,所述第二延伸板1h内设有下端与导向槽12连通的第二滑槽1j,所述切刀81沿竖直方向滑动连接在第二滑槽1j内,所述切刀81的外侧延伸设有挡边81a,所述第二滑槽1j内在挡边81a的上方设有第三弹簧8,所述第三弹簧8用于迫使切刀81向下运动;所述切刀81的上端设有导杆81b,所述导杆81b上设有第二凸轴811;所述竖直杆62a的上端设有水平向左延伸的水平杆62,所述水平杆62的左端设有与第二凸轴811配合的导向滑槽621,在水平杆62运动至左端位置时,第二凸轴811在导向滑槽621内带动切刀81离开导向槽12;在水平杆62向右运动时,第二凸轴811离开导向滑槽621,切刀81在第三弹簧8作用下伸入导向槽12内。
45.上述s1中,在将生产出来的防水卷材1a放入导入组件时,由于驱动辊4和活动杆2转动连接,活动杆2和机架1上支撑臂11滑动连接,第一弹簧25迫使活动杆2向下运动,使得上抬起驱动辊4将卷材塞入驱动辊4和转动辊3之间压紧,从而时驱动辊4能够带动防水卷材1a运动,压紧后的防水卷材1a通过驱动辊4带动至导向槽12内,从而进入工作位置。
46.上述s2中,卷筒安装组件工作时,启动第一电动推杆7进行伸缩运动,由于第一电动推杆7和机架1固定连接,第一电动推杆7伸缩端和连接杆71固定连接,连接杆71和顶杆72转动连接,使得第一电动推杆7伸出时带动顶杆72向右运动,从而让空的卷收筒73掉落至储料斗1g下方的推动位置,随后第一电动推杆7收缩,使得顶杆72上的定位凸起721嵌入卷收筒73的前端,并推动卷收筒73直至触碰到旋转块54时停止,此时卷收筒73处于卷绕位置。
47.上述s3中导入组件工作和卷筒驱动组件工作时,启动第一电机47逆时针转动,由于第一电机47和机架1固定连接,第一电机47输出轴和驱动辊4固定连接,使得第一电机47带动驱动辊4逆时针旋转,由于第一电机47输出轴和第一锥齿轮41固定连接,第一锥齿轮41
和第二锥齿轮42啮合,第二锥齿轮42和第一转轴43的一端固定连接,第一转轴43和活动杆2转动连接,第一转轴43的另一端和第三锥齿轮44固定连接,第三锥齿轮44和第四锥齿轮46啮合,第四锥齿轮46和第二转轴45的一端固定连接,第二转轴45和凸块2a转动连接,第二转轴45的另一端和第五锥齿轮48固定连接,第五锥齿轮48和第六锥齿轮51啮合,第六锥齿轮51和翻转板5转动连接,第六锥齿轮51和第一带轮53同轴固定连接,第一带轮53通过传动带52将动力输送至第二带轮55,第二带轮55通过凸柱和旋转块54固定连接,旋转块54通过凸板5a和翻转板5转动连接,使得第一电机47逆时针转动同时,带动旋转块54和卷收筒73同时逆时针旋转,此时防水卷材1a在驱动辊4的带动下首先向右运动触碰到弧形槽63a,由于设有弧形槽63a的推板63和竖直杆62a滑动连接,第二弹簧64迫使推板63带动弧形槽63a向左伸出,在弧形槽63a的导向下防水卷材1a将卷收筒73包覆,由于压杆22和机架1铰接,扭簧23迫使压杆22向外运动将卷材缠绕在卷收筒73上,从而可使卷材能够缠绕在卷收筒73上,通过卷收筒73旋转完成防水卷材1a卷绕。
48.上述s4中,当卷收筒73的卷绕直径触碰到驱动面21时,活动杆2被卷收筒73上卷材顶起,从而使驱动辊4和第五锥齿轮48向上运动,驱动辊4不再将卷材压紧,第五锥齿轮48不再和第六锥齿轮51啮合,此时卷收筒73停止卷绕,卷材也不再向右输送,随后第一电机47停止,卷筒下料组件工作时,第二电动推杆6启动收缩,由于第二电动推杆6和机架1固定连接,第二电动推杆6伸缩端和竖直杆62a固定连接,导滑杆61的一端和竖直杆62a固定连接,导滑杆61的另一端和机架1滑动连接,导滑杆61用于防止竖直杆62a转动,使得第二电动推杆6收缩时带动竖直杆62a向右运动,由于切刀81和第二延伸板1h滑动连接,第三弹簧8迫使切刀81向下运动,切刀81上第二凸轴811在水平杆62左端的导向滑槽621内滑动,使得竖直杆62a向右运动时,通过第二凸轴811和导向滑槽621的配合带动切刀81下降将卷材切断,由于竖直杆62a上第一凸轴622在翻转板5上斜槽56内滑动,翻转板5和机架1铰接,使得竖直杆62a向右运动时,带动翻转板5向下摆动开启将缠绕好的防水卷材1a抛出,从而完成下料。
49.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。