一种pcb收板机
技术领域
1.本实用新型涉及pcb生产设备领域,具体涉及一种pcb收板机。
背景技术:
2.pcb(printed circuit board)即印制线路板,简称印制板,是电子工业的重要部件之一。几乎每种电子设备,小到电子手表、计算器,大到计算机、通信电子设备、军用武器系统,只要有集成电路等电子元件,为了使各个元件之间的电气互连,都要使用印制板。印制线路板由绝缘底板、连接导线和装配焊接电子元件的焊盘组成,具有导电线路和绝缘底板的双重作用。它可以代替复杂的布线,实现电路中各元件之间的电气连接,不仅简化了电子产品的装配、焊接工作,减少传统方式下的接线工作量,大大减轻工人的劳动强度;而且缩小了整机体积,降低产品成本,提高电子设备的质量和可靠性。印制线路板具有良好的产品一致性,它可以采用标准化设计,有利于在生产过程中实现机械化和自动化。同时,整块经过装配调试的印制线路板可以作为一个独立的备件,便于整机产品的互换与维修。目前,印制线路板已经极其广泛地应用在电子产品的生产制造中。
3.现有对于pcb生产无法实现全过程自动化,在pcb成品后需要将每块pcb层叠起来以便于下料,为了将上下两pcb相隔开,需要在两pcb之间放置一隔纸,目前该工序只能采用人工操作模式,效率低的同时,易对pcb表面造成损坏。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种pcb收板机,可完成pcb层叠自动化收料,代替人工操作,提高生产效率,保证pcb生产质量,有利于实现pcb全过程自动化生产。
5.本实用新型的技术方案如下:
6.一种pcb收板机,包括下架及集成在下架上的pcb输送机构、pcb夹取机构、pcb收料仓、隔纸放料仓和隔纸吸取机构;
7.所述pcb输送机构固定设置在pcb收料仓的一侧,所述pcb输送机构上至少设有一个送料工位,用于沿pcb收料仓的方向输送pcb;
8.所述pcb夹取机构活动设置在送料工位、pcb收料仓的上方,用于将送料工位上的pcb叠放在pcb收料仓上;
9.所述隔纸放料仓固定设置在送料工位的上方,用于放置隔纸;
10.所述隔纸吸取机构活动设置在隔纸放料仓、pcb收料仓的上方,用于将隔纸放料仓上的隔纸叠放在pcb收料仓的pcb上。
11.进一步的,所述pcb输送机构并排设有两个送料工位,所述pcb夹取机构、pcb收料仓、隔纸放料仓、隔纸吸取机构相对设置有两个。
12.进一步的,所述pcb输送机构包括第一固定座、第二固定座、驱动组件和若干个输送辊,所述第一固定座与第二固定座相对设置,所述第一固定座上设有若干个沿着pcb输送
方向分布的第一轴承u型槽,所述第二固定座上设有若干个与第一轴承u型槽一一对应的第二轴承u型槽,所述输送辊的一端通过第一轴承转动设置在第一轴承u型槽内,所述输送辊的另一端从第二轴承u型槽伸出,并通过第二轴承转动设置在第二轴承u型槽内,所述第二固定座上设置有驱动组件,所述驱动组件与若干个输送辊的伸出端传动连接。
13.进一步的,所述驱动组件包括第一驱动电机、主动齿轮、第一从动齿轮、第二从动齿轮、链条和若干个传动齿轮,所述第一驱动电机固定设置在第二固定座的一侧,所述主动齿轮、第一从动齿轮、第二从动齿轮、链条、若干个传动齿轮转动设置在第二固定座的另一侧,所述第一驱动电机的电机轴与主动齿轮连接,所述若干个输送辊的伸出端均连接有一传动齿轮,所述主动齿轮、第一从动齿轮、第二从动齿轮、传动齿轮依次通过链条传动连接。
14.进一步的,所述pcb输送机构还包括摆正组件,所述摆正组件包括第一摆正板、第二摆正板、第一导向块、第二导向块、第一活动块、第二活动块、导向辊、第二驱动电机、第三驱动电机、第一主动轮、第二主动轮、第一从动轮、第二从动轮、第一驱动带和第二驱动带,所述第一摆正板活动设置在送料工位传输方向的一侧,所述第二摆正板活动设置在送料工位传输方向的另一侧,所述若干个输送辊的下方平行设置有导向辊,所述第二驱动电机、第三驱动电机固定设置在第一固定座的一侧,所述第二驱动电机的电机轴连接有第一主动轮,所述第三驱动电机的电机轴连接有第二主动轮,所述第一从动轮、第二从动轮转动设置在第二固定座的一侧,所述第一主动轮与第一从动轮之间通过第一驱动带传动连接,所述第二主动轮与第二从动轮之间通过第二驱动带传动连接,所述第一摆正板分别通过第一活动块与第一驱动带连接、通过第一导向块与导向辊滑动连接,所述第二摆正板分别通过第二活动块与第二驱动带连接、通过第二导向块与导向辊滑动连接。
15.进一步的,所述若干个输送辊为等距间隔分布,所述第一摆正板、第二摆正板上设有若干个供输送辊活动穿设的第一开口。
16.进一步的,所述pcb夹取机构包括第一直线驱动模组、第一t型活动座和两个夹取组件,所述第一t型活动座活动设置在第一直线驱动模组上,所述两个夹取组件相对固定设置在第一t型活动座上。
17.进一步的,所述夹取组件包括双轴气缸、第一连接块、滑槽、上夹块、下夹块、抚平板和第二连接块,所述双轴气缸的缸体通过第一连接块与第一t型活动座连接,所述双轴气缸的气缸轴端部设有滑槽,所述上夹块、下夹块上下活动设置在滑槽上且分别与双轴气缸的两个气缸轴连接,所述抚平板通过第二连接块与第一t型活动座连接,所述第二连接块上设有供上夹块、下夹块上下活动的第二开口,所述抚平板设置在第二开口上。
18.进一步的,所述隔纸吸取机构包括第二直线驱动模组、第二t型活动座和吸取组件,所述吸取组件通过第二t型活动座活动设置在第二直线驱动模组上,所述吸取组件包括升降气缸、安装板、真空吸附转接头、若干个真空吸附嘴和第三连接块,所述升降气缸的缸体固定设置在第二t型活动座上,所述升降气缸的气缸轴连接有安装板,所述若干个真空吸附嘴分别通过一第三连接块与安装板连接,每一真空吸附嘴的一侧设有真空吸附口,所述安装板的底部设置有真空吸附转接头,所述真空吸附转接头设有若干个与真空吸附口一一对应的分接口。
19.进一步的,还包括上罩,所述上罩盖设在pcb输送机构、pcb夹取机构、pcb收料仓、隔纸放料仓、隔纸吸取机构上,所述上罩上设置有显示屏和报警灯。
20.相对于现有技术,本实用新型的有益效果在于:本实用新型可完成pcb层叠自动化收料,首先通过pcb输送机构输送pcb,再通过pcb夹取机构将pcb叠放在pcb收料仓上,然后通过隔纸吸取机构将隔纸叠放在pcb收料仓的pcb上,如此重复即可完成pcb层叠收料。通过本实用新型代替了人工操作,提高生产效率,保证pcb生产质量,有利于实现pcb全过程自动化生产。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
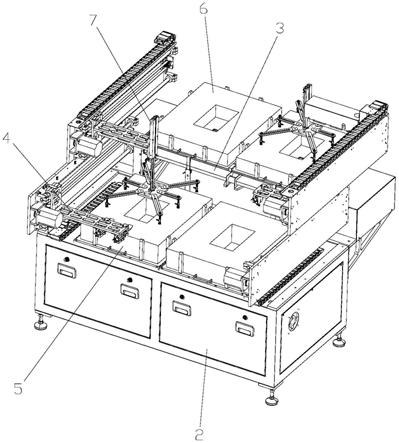
22.图1为本实用新型提供的一种pcb收板机的结构示意图之一;
23.图2为本实用新型提供的一种pcb收板机的结构示意图之二;
24.图3为本实用新型所述pcb输送机构的结构示意图之一;
25.图4为本实用新型所述pcb输送机构的结构示意图之二;
26.图5为本实用新型所述pcb输送机构的结构示意图之三;
27.图6为本实用新型所述pcb输送机构的结构示意图之四;
28.图7为本实用新型所述pcb夹取机构的结构示意图;
29.图8为图7中a处的放大图;
30.图9为本实用新型所述隔纸吸取机构的结构示意图。
具体实施方式
31.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
32.为了说明本实用新型所述的技术方案,下面通过具体实施例来进行说明。
33.实施例
34.请参阅图1、图2,本实用新型实施例提供一种pcb收板机,包括上罩1、下架2、pcb输送机构3、两个pcb夹取机构4、两个pcb收料仓5、两个隔纸放料仓6和两个隔纸吸取机构7,其中,两个pcb输送机构3、两个pcb夹取机构4、两个pcb收料仓5、两个隔纸放料仓6、两个隔纸吸取机构7均集成在下架2上为相对设置,pcb输送机构3固定设置在pcb收料仓5的一侧,pcb输送机构3上并排设有两个与两个pcb收料仓5相对应的送料工位,通过pcb输送机构3沿pcb收料仓5的方向输送pcb,pcb夹取机构4活动设置在送料工位、pcb收料仓5的上方,用于将送料工位上的pcb叠放在pcb收料仓5上,隔纸放料仓6固定设置在送料工位的上方,用于放置隔纸,隔纸吸取机构7活动设置在隔纸放料仓6、pcb收料仓5的上方,用于将隔纸放料仓6上的隔纸叠放在pcb收料仓5的pcb上,上罩1盖设在pcb输送机构3、两个pcb夹取机构4、两个pcb收料仓5、两个隔纸放料仓6、两个隔纸吸取机构7上,上罩1上设置有显示屏8和报警灯9。
35.结构原理:pcb输送机构3往pcb收料仓5的方向输送pcb,通过pcb夹取机构4将送料工位上的pcb叠放在pcb收料仓5上,然后通过隔纸吸取机构7将隔纸叠放在pcb收料仓5的
pcb上,如此重复即可完成pcb层叠自动化收料。
36.关于pcb输送机构3、pcb夹取机构4、隔纸吸取机构7的具体结构设计如下:
37.请参阅图3~6,所述pcb输送机构3包括第一固定座31、第二固定座32、驱动组件和若干个输送辊34,其中,第一固定座31与第二固定座32相对设置,第一固定座31上设有若干个沿着pcb输送方向间隔等距分布的第一轴承u型槽,第二固定座32上设有若干个与第一轴承u型槽一一对应的第二轴承u型槽,输送辊34的一端通过第一轴承转动设置在第一轴承u型槽内,输送辊34的另一端从第二轴承u型槽伸出,并通过第二轴承转动设置在第二轴承u型槽内,第二固定座32上设置有驱动组件,该驱动组件包括第一驱动电机331、主动齿轮332、第一从动齿轮333、第二从动齿轮334、链条335和若干个传动齿轮336,第一驱动电机331固定设置在第二固定座32的一侧,主动齿轮332、第一从动齿轮333、第二从动齿轮334、链条335、若干个传动齿轮336转动设置在第二固定座32的另一侧,第一驱动电机331的电机轴与主动齿轮332连接,若干个输送辊34的伸出端均连接有一传动齿轮336,主动齿轮332、第一从动齿轮333、第二从动齿轮334、传动齿轮336依次通过链条335传动连接。
38.结构原理:第一驱动电机331通过带动主动齿轮332转动,主动齿轮332在第一从动齿轮333、第二从动齿轮334、链条335的传动作用下带动若干个传动齿轮336转动,从而带动若干个输送辊34转动,将pcb放置在送料工位上在输送辊34的作用下即可实现pcb的输送。
39.本实施例中,所述pcb输送机构3还包括摆正组件,该摆正组件包括两个第一摆正板3501、两个第二摆正板3502、四个第一导向块3503、四个第二导向块3504、两个第一活动块3505、两个第二活动块3506、两个导向辊3507、第二驱动电机3508、第三驱动电机3509、第一主动轮3510、第二主动轮3511、第一从动轮3512、第二从动轮3513、第一驱动带3514和第二驱动带3515,第一摆正板3501活动设置在送料工位传输方向的一侧,第二摆正板3502活动设置在送料工位传输方向的另一侧,第一摆正板3501、第二摆正板3502上设有若干个供输送辊34活动穿设的第一开口,两个导向辊3507平行设置在若干个输送辊34的下方,第二驱动电机3508、第三驱动电机3509固定设置在第一固定座31的一侧,第二驱动电机3508的电机轴连接有第一主动轮3510,第三驱动电机3509的电机轴连接有第二主动轮3511,第一从动轮3512、第二从动轮3513转动设置在第二固定座32的一侧,第一主动轮3510与第一从动轮3512之间通过第一驱动带3514传动连接,第二主动轮3511与第二从动轮3513之间通过第二驱动带3515传动连接,第一摆正板3501分别通过第一活动块3505与第一驱动带3514连接、通过两个第一导向块3503与两个导向辊3507滑动连接,第二摆正板3502分别通过第二活动块3506与第二驱动带3515连接、通过两个第二导向块3504与两个导向辊3507滑动连接。
40.结构原理:第二驱动电机3508和第三驱动电机3509的驱动方向为相反,第二驱动电机3508通过第一主动轮3510带动第一驱动带3514运转,从而通过第一活动块3505带动第一摆正板3501沿着导向辊3507移动,第三驱动电机3509通过第二主动轮3511带动第二驱动带3515运转,从而通过第二活动块3506带动第二摆正板3502沿着导向辊3507移动,使得第一摆正板3501和第二摆正板3502可相对或相背移动,在pcb输送过程中从两侧实现对pcb进行摆正。
41.请参阅图7、图8,所述pcb夹取机构4包括第一直线驱动模组41、第一t型活动座42和两个夹取组件,第一t型活动座42活动设置在第一直线驱动模组41上,两个夹取组件相对
固定设置在第一t型活动座42上,夹取组件包括双轴气缸431、第一连接块、滑槽432、上夹块433、下夹块434、抚平板435和第二连接块436,双轴气缸431的缸体通过第一连接块与第一t型活动座42连接,双轴气缸431的气缸轴端部设有滑槽432,上夹块433、下夹块434上下活动设置在滑槽432上且分别与双轴气缸431的两个气缸轴连接,抚平板435通过第二连接块436与第一t型活动座42连接,第二连接块436上设有供上夹块433、下夹块434上下活动的第二开口,抚平板435设置在第二开口上。
42.结构原理:通过第一直线驱动模组41驱动第一t型活动座42带动两个夹取组件在pcb输送机构3与pcb收料仓5之间往复移动,两个夹取组件可保证pcb夹取过程中的稳定性,夹取组件通过双轴气缸431带动上夹块433和下夹块434相对或相背移动,从而实现pcb的夹紧和松开,抚平板可在夹紧时起到抚平pcb的作用,以便于pcb的夹取。
43.请参阅图9,所述隔纸吸取机构7包括第二直线驱动模组71、第二t型活动座72和吸取组件,吸取组件通过第二t型活动座72活动设置在第二直线驱动模组71上,吸取组件包括升降气缸731、安装板732、真空吸附转接头、若干个真空吸附嘴733和第三连接块734,升降气缸731的缸体固定设置在第二t型活动座72上,升降气缸731的气缸轴连接有安装板732,若干个真空吸附嘴733分别通过一第三连接块734与安装板732连接,每一真空吸附嘴733的一侧设有真空吸附口735,安装板732的底部设置有真空吸附转接头,真空吸附转接头设有若干个与真空吸附口735一一对应的分接口。
44.结构原理:通过第二直线驱动模组71驱动第二t型活动座72带动吸取组件在隔纸放料仓6与pcb收料仓5之间往复移动,若干个真空吸附嘴733可保证隔纸吸取过程中的稳定性,若干个真空吸附嘴733通过真空吸附转接头实现真空吸附,真空吸附转接头外接有真空吸附装置,真空吸附转接头的分接口与真空吸附嘴733的真空吸附口735之间可通过气管连接,若干个真空吸附嘴733还可在升降气缸731的作用下实现上下升降。
45.工作过程:将pcb放置在送料工位上,通过若干个输送辊34往pcb收料仓5的方向进行输送,在到达pcb夹取机构4夹取位时,摆正组件对pcb进行摆正,同时第一直线驱动模组41带动夹取组件往pcb输送机构3的方向移动,在pcb摆正后,夹取组件对pcb进行抚平后夹取,再由第一直线驱动模组41带动夹取组件往pcb收料仓5的方向移动,将pcb放置在pcb收料仓5中,同时第二直线驱动模组71带动吸取组件往隔纸放料仓6的方向移动,在隔纸放料仓6中吸取一块隔纸,再由第二直线驱动模组71带动吸取组件往pcb收料仓5的方向移动,将隔纸叠放在pcb收料仓5中的pcb上,如此循环,直至pcb收料仓5中满料,报警灯9响起。
46.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。