1.本实用新型涉及检测领域,具体涉及一种翻转转盘装置及其天线检测系统。
背景技术:
2.近几年随着智能手机的成熟,手机天线的设计空间也是越来越小,目前很多天线设计都是贴着手机中框设计或者借助手机金属中框的一部分作为天线的辐射体,例如fpc天线,fpc天线的质量直接影响手机性能,对于生产厂家而言,保证fpc天线质量就显得尤为重要,而fpc天线在制作过程中容易出现镀金划伤、硬板破损、露铜、端子连锡、氧化、压伤变形、翘起变形等问题,因此,在fpc天线出厂前需要对其进行全面的质量检测,不能忽视或者省略任何一个测试点。
3.在现阶段的fpc天线的制造行业中,传统的人工检测仍为检测的主要方法。但随着fpc天线产品线宽线距越来越小,图像密度越来越高,传统人工检测因检测时间长、误报率高而无法满足产业需求。
4.因此,设计一种可实现全方位、全自动检测fpc天线性能的翻转转盘装置及其天线检测系统对本领域来说是至关重要的。
技术实现要素:
5.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种可实现全方位、全自动检测fpc天线性能的翻转转盘装置及其天线检测系统,克服了现有技术中检测时间场、误报率高且无法满足产业需求的缺陷。
6.本实用新型解决其技术问题所采用的技术方案是:提供一种翻转转盘装置,其优选方案在于:所述翻转转盘装置包括转盘单元、设置在转盘单元上用于放置产品的治具以及翻转单元,所述治具上设置有用于放置产品的第一容纳位和第二容纳位,产品放置在治具的第一容纳位上,所述转盘单元带动该治具转动至翻转单元,翻转单元可将第一容纳位上的产品吸附并翻转至第二容纳位。
7.其中,较佳方案为:所述治具上还设置有用于对产品进行限位的第一限位柱和第二限位柱,所述第一限位柱设置在第一容纳位边缘,所述第二限位柱设置在第二容纳位边缘。
8.其中,较佳方案为:所述治具对应第一容纳位处设置有用于吸附产品的第一吸附模块,其对应第二容纳位处设置有用于吸附产品的第二吸附模块。
9.其中,较佳方案为:所述第一吸附模块和第二吸附模块均包括吸附气缸和吸附孔,所述吸附孔的一端与吸附气缸连接,其另一端与第一容纳位或第二容纳位连通,以吸附产品。
10.其中,较佳方案为:所述第一容纳位上设置有用于避让产品的第一避让通孔和用于避让翻转单元的第一避让槽,所述第二容纳位上设置有用于避让产品的第二避让通孔和用于避让翻转单元的第二避让槽。
11.其中,较佳方案为:所述转盘单元包括具有多个治具槽的转盘以及用于驱动转盘转动的第一驱动模块,治具放置在治具槽上,第一驱动模块驱动转盘转动以带动治具转动。
12.其中,较佳方案为:所述转盘上对应治具槽位置设置有用于固定治具的固定板。
13.其中,较佳方案为:所述翻转单元包括第二驱动模块、翻转模块以及设置在翻转模块上用于吸附产品的吸嘴,所述第二驱动模块驱动翻转模块翻转,并通过吸嘴带动产品翻转。
14.其中,较佳方案为:所述翻转模块包括与第二驱动模块连接的翻转板以及固定设置在翻转板上用于安装吸嘴的安装杆,所述第二驱动模块驱动翻转板翻转,并配合安装杆和吸嘴带动产品翻转。
15.为解决现有技术存在得问题,本实用新型还提高一种天线检测系统,其优选方案在于:所述天线检测系统包括如上所述的翻转转盘装置以及多个检测装置,所述翻转转盘装置带动产品移动至不同检测装置以进行产品检测。
16.本实用新型的有益效果在于,与现有技术相比,本实用新型通过设置一种翻转转盘装置,在产品输送过程中对其进行180
°
翻转,使得其上表面和下表面进行替换,其可配合外部检测装置实现产品的全自动双面检测,有效提高了产品检测的自动化程度;通过设置一种带有多个检测装置的检测系统,实现了产品多项参数的全自动检测,有效提高了检测效率,有效减少了产品检测的误报率,且操作简单,适合大规模应用。
附图说明
17.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
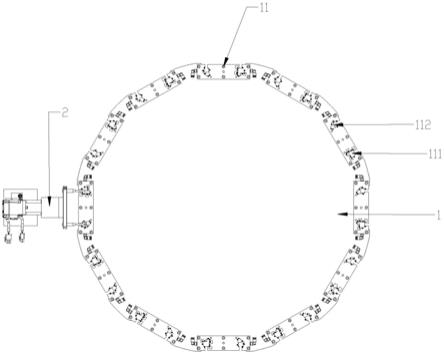
18.图1是本实用新型实施例中的一种翻转转盘装置的结构示意图;
19.图2是本实用新型实施例中的治具的结构示意图;
20.图3是本实用新型实施例中的转盘单元的结构示意图;
21.图4是本实用新型实施例中的翻转单元的结构示意图;
22.图5是本实用新型实施例中的翻转模块的结构示意图。
具体实施方式
23.现结合附图,对本实用新型的较佳实施例作详细说明。
24.如图1所示,本实用新型实施例提供的一种翻转转盘装置。
25.一种翻转转盘装置,参考图1,所述翻转转盘装置包括转盘单元1、设置在转盘单元1上用于放置产品的治具11以及翻转单元2,所述治具11上设置有用于放置产品的第一容纳位111和第二容纳位112,产品放置在治具11的第一容纳位111上,所述转盘单元1带动该治具11转动至翻转单元2,翻转单元2可将第一容纳位111上的产品吸附并翻转至第二容纳位112。
26.具体的,现有的用于产品检测的治具11一般都是采用一个基板,并在基板上设置固定件,当产品进行检测时,将产品放置在基板上,并通过固定件固定后,通过外部检测装置对其检测;当待检测产品所要检测的项目较多,尤其是需要检测产品侧面或底面的时候,采用现有的治具11只能通过人工或机器对产品进行翻面才可检测,该方式操作复杂,效率慢,且误报率高。而本实施例中的翻转转盘装置就很好的克服了这些缺陷,所述翻转转盘装
置可以与外部检测装置配合以实现产品的检测,当产品上料至治具11中的第一容纳位111上之后,所述转盘单元1带动该治具11转动,在实际应用中可以将外部检测装置设置在转盘单元1的周围,当转盘单元1带动治具11转动时,可以依次经过多个检测装置,没经过一个检测装置都可以对产品进行一项或多项参数检测,当产品的一面被检测完成后,为方便检测其另一面,这时候可通过转盘单元1继续带着治具11转动并移动至翻转单元2处,所述翻转单元2吸取第一容纳位111上的产品,并通过自身翻转带动产品翻转并移动至第二容纳位112上,此时产品的上表面和下表面进行了替换,转盘单元1再次带动治具11转动,当其经过外部检测装置时,可以对产品的另一面进行一项或多项参数检测,通过设置该翻转转盘装置,在产品输送过程中对其进行180
°
翻转,使得其上表面和下表面进行替换,其可配合外部检测装置实现产品的全自动双面检测,有效提高了产品检测的方便程度,进而提高了产品的检测效率。
27.如图2所示,本实用新型实施例提供的治具。
28.参考图2,所述治具11上还设置有用于对产品进行限位的第一限位柱113和第二限位柱114,所述第一限位柱113设置在第一容纳位111边缘,所述第二限位柱114设置在第二容纳位112边缘。
29.具体的,现有治具11对产品进行限位的方式为设置限位板,其将产品包裹在内部以防止产品在转动过程中产生位置偏移,采用限位板的方式对待检测产品的遮挡面积太大,使得其检测空间大大缩小,因此,需要通过减小治具11对产品的遮挡面积来提高产品检测空间,使得产品检测更加方便且全面,在本实施例中,通过采用限位柱作为限位件对产品进行限位,相较于现有的限位板,可进一步地减小限位件对产品的遮挡面积,进一步扩大检测空间,以进一步地提高检测准确度。
30.进一步地,所述治具11对应第一容纳位111处设置有用于吸附产品的第一吸附模块115,其对应第二容纳位112处设置有用于吸附产品的第二吸附模块116。
31.具体的,当产品放置在治具11上的第一容纳位111上之后,所述第一吸附模块115对产品进行吸附以将产品固定在治具11上,并通过第一限位柱113的限位配合,使得产品随着治具11平稳转动,当产品转动至翻转单元2后,所述翻转单元2对产品进行吸附,所述第一吸附模块115转换为非真空状态以去除其对产品的吸附力,所述翻转单元2吸附产品后带动产品翻转180
°
,以使得产品翻面并进入第二容纳位112中,当产品进入第二容纳位112后,所述第二吸附模块116对产品进行吸附,所述翻转单元2转换为非真空状态以去除对产品的吸附力,所述第二吸附模块116将产品吸附固定在第二容纳位112中,并继续随着治具11转动。
32.进一步地,所述第一吸附模块115和第二吸附模块116均包括吸附气缸a和吸附孔b,所述吸附孔b的一端与吸附气缸a连接,其另一端与第一容纳位111或第二容纳位112连通,以吸附产品。
33.具体的,所述第一吸附模块115包括与第一容纳位111连通的吸附孔b以及与该吸附孔b连接的吸附气缸a,所述第二吸附模块116包括与第二容纳位112连通的吸附孔b以及与该吸附孔b连接的吸附气缸a;当产品放置在第一容纳位111内时,其对应的吸附气缸a控制对应吸附孔b内为真空状态,以将产品固定吸附在第一容纳位111,当所述产品转动到翻转单元2时,所述第一容纳位111处的吸附气缸a控制对应吸附孔b内为非真空状态,以去除对产品的吸附力,所述翻转单元2将产品吸附并翻转至第二容纳位112,当产品进入第二容
纳位112后,所述第二容纳位112对应的吸附气缸a控制对应吸附孔b内为真空状态,以将产品固定吸附在第二容纳位112内,这样一来,在转盘单元1带动治具11转动的过程中,可有效防止产品由于应力或惯性而脱离治具11。
34.进一步地,所述第一容纳位111上设置有用于避让产品的第一避让通孔1111和用于避让翻转单元2的第一避让槽1112,所述第二容纳位112上设置有用于避让产品的第二避让通孔1121和用于避让翻转单元2的第二避让槽1122。
35.具体的,在第一容纳位111设置第一避让通孔1111以及在第二容纳位112设置第二避让通孔1121主要用于将产品底部避空以减少治具11对产品的遮挡面积,使得检测更加方便。在第一容纳位111上还设置有第一避让槽1112,且所述第一避让槽1112的端部与第一避让通孔1111连通,在第二容纳位112上还设置有第二避让槽1122,所述第二避让槽1122的端部与第二避让通孔1121连接。当转盘单元1带动治具11转动至翻转单元2时,所述翻转单元2吸附产品后可分别穿过第一避让槽1112和第二避让槽1122以进行翻转。
36.其中,需要说明的是,所述翻转单元2即可以将第一容纳位111内的产品吸附并翻转至第二容纳位112内也可以将第二容纳位112内的产品吸附并翻转至第一容纳位111,两者的翻转方式类似。
37.如图3所示,本实用新型实施例提供的转盘单元。
38.参考图1和图3,所述转盘单元1包括具有多个治具槽12的转盘13以及用于驱动转盘13转动的第一驱动模块,治具11放置在治具槽12上,第一驱动模块驱动转盘13转动以带动治具11转动。
39.具体的,所述转盘单元1上设置有多个用于容纳治具11的治具槽12,且每一治具槽12对应设置一个治具11,每一个治具槽12的具体位置可以根据实际应用的场景进行设定,例如,当该转盘单元1应用于检测系统中时,所述治具槽12的位置与每一检测工位对应;所述第一驱动模块可以采用驱动电机,当第一驱动模块驱动转盘13转动时,可带动治具11依次经过多个外部检测工位,并带动产品依次经过多个外部检测工位以进行产品的检测,该方案是实现了产品的全自动多项目检测,有效提高了检测效率,且有效降低了检测的误报率,适合大规模应用。
40.进一步地,所述转盘13上对应治具槽12位置设置有用于固定治具11的固定板131。
41.具体的,每一治具槽12上都设置有用于固定治具11的固定板131,所述固定板131上设置有螺纹孔,所述治具11可通过螺丝与固定板131固定,所述固定板131的形状大小可根据实际的应用场景确定,在本实施例中,所述固定板131采用的是横向放置的l型板,每一治具槽12靠转盘内侧的两内角上均设置有横向放置的l型板。
42.如图1、图4和图5所示,本实用新型实施例提供的翻转单元。
43.参考图1和图4,所述翻转单元2包括第二驱动模块21、翻转模块22以及设置在翻转模块22上用于吸附产品的吸嘴23,所述第二驱动模块21驱动翻转模块22翻转,并通过吸嘴23带动产品翻转。
44.具体的,并参考图1、图4和图5,所述第二驱动模块21可以为驱动电机,也可以根据实际应用场景选择其他可用作驱动的装置。所述翻转模块22包括与第二驱动模块21的输出轴固定连接的翻转板221以及两个固定设置在翻转板221上用于安装吸嘴23的安装杆222,所述翻转板221上还设置有两个用于与安装杆222连接的安装槽,所述安装杆222的一端与
吸嘴23固定,其另一端穿过安装槽固定在翻转板221上,两个所述安装杆222分别固定在转动板的两端部。当所述翻转单元2需要对产品进行翻转前,所述第二驱动模块21驱动翻转板221转动,使得两个安装杆222处于与转盘单元1不同的高度,以避让转盘单元1,当转盘单元1将产品转动至翻转单元2时,所述第二驱动模块21驱动翻转板221转动并使得其中一安装杆222上的吸嘴23抵靠在产品的表面以进行吸附,当该吸嘴23吸附产品后,所述第二驱动模块21驱动翻转板221转动,并带动第一容纳位111内的产品翻转后进入第二容纳位112中,当第二容纳位112中的第二吸附模块116对产品进行吸附后,所述吸嘴23转为非真空状态并松开产品,所述第二驱动模块21再次驱动翻转板221转动,并使得两个安装杆222处于与转盘单元1不同的高度,以避让转盘单元1。
45.其中,需要说明的是,所述翻转单元2即可以将第一容纳位111内的产品吸附并翻转至第二容纳位112内也可以将第二容纳位112内的产品吸附并翻转至第一容纳位111,两者的翻转方式类似。
46.进一步地,本实用新型实施例还提供一种天线检测系统。
47.一种天线检测系统,所述天线检测系统包括如上所述的翻转转盘装置以及多个检测装置,所述翻转转盘装置带动产品移动至不同检测装置以进行产品检测。
48.具体的,所述多个检测装置分别对应多个治具槽12,当转盘单元1带动治具11转动时,可带动产品依次进入不同的检测装置处,以进行多项参数的检测,该检测方式自动化程度高,效率高且误报率低,适合大规模应用。
49.以上所述者,仅为本实用新型最佳实施例而已,并非用于限制本实用新型的范围,凡依本实用新型申请专利范围所作的等效变化或修饰,皆为本实用新型所涵盖。