1.本实用新型涉及自动化设备技术领域,更具体的说,本实用新型涉及一种机械零件自动化送料设备。
背景技术:
2.自动化系统中的大型成套设备,又称自动化装置。是指机器或装置在无人干预的情况下按规定的程序或指令自动进行操作或控制的过程。
3.现有机械加工制造的工作中,多个工位前会统一配备一道传送带,形成输料流水线,工位的操作员可从传送带上拿取工件,但传统的自动化传送带设备在输料时,不便自动排放工件,工件在传送带上杂乱排布,不便于操作员的拿取,影响到工作效率,且不便保护工件。
技术实现要素:
4.本实用新型要解决的技术问题是:工件在传送带上杂乱排布,不便于操作员的拿取,影响到工作效率,且不便保护工件,针对现有技术存在的问题,提供了一种机械零件自动化送料设备。
5.本实用新型的目的与功效,由以下具体技术手段所达成:一种机械零件自动化送料设备,包括送料台和传送带,所述传送带呈横向安装于送料台顶部;
6.所述送料台左侧通过螺栓安装有入料台,且入料台顶面开设有导料槽,所述入料台内部开设有贯通于导料槽的圆槽,且圆槽内部转动连接有由前往后排布的转轴,所述转轴外壁均匀固定有若干片呈环绕排布的叶片;
7.所述送料台顶面后端呈横向开设有滑轨,且滑轨内部均匀滑动连接有若干个滑块,所述滑块顶部固定有容载盒,且容载盒顶面卡接有盖板。
8.进一步的优选方案:所述送料台内部后端右侧安装有电动机,且电动机前端连接有传动轴,所述传动轴设置于传送带内部右侧,且传动轴前端与送料台内壁转动连接,所述传送带内部左侧设置有附属滚轴,且附属滚轴后端与送料台转动连接,所述传送带与传动轴以及附属滚轴传动连接,通过电动机的传动轴带动传送带运行。
9.进一步的优选方案:所述送料台前壁安装有机壳,且附属滚轴前端贯穿入机壳内部,所述附属滚轴外壁前端套接固定有位于机壳内部的主传动套件,且机壳左壁开设有贯通入入料台内部的通道,所述通道与圆槽相通。
10.进一步的优选方案:所述转轴外壁前端套接固定有副传动套件,且副传动套件位于通道与圆槽相通位置,所述副传动套件外壁与主传动套件外壁之间传动连接有皮带,通过皮带联动主传动套件和副传动套件。
11.进一步的优选方案:所述传送带表面呈等距开设有若干个工件槽,且工件槽对应于导料槽末端。
12.进一步的优选方案:所述入料台顶壁嵌入安装有计数器,且计数器后壁设有位于
圆槽前壁的按钮,所述叶片与按钮活动连接,通过计数器进行计数。
13.本实用新型的有益效果:
14.1、将工件一一置于导料槽头端,通过皮带带动副传动套件一同旋转,叶片会进行顺时针的转动,叶片旋转过程中导料槽内的工件会下滑至叶片之间的空间中,且顺时针旋转状态下的叶片可将工件输至导料槽的后段,工件则会从导料槽的末端滑入传送带的工件槽中,叶片旋转输料的速度与工件槽之间移动的速度一致,叶片在顺时针旋转的状态下,可持续输料,且输料的速度与工件槽的移动速度同步,以便有序传输工件,一个工件槽容载一个工件,利于将工件分隔排布好,实现自动传送的同时,能够避免工件之间杂乱排布而出现相互磨损的情况,且有序排布的工件利于工位上的操作员拿取;
15.2、叶片在圆槽内转动时会触发按钮,且一个叶片扫过按钮,计数器则进行一次计数,能够计算工件传输的数量,以便统计加工产量;
16.3、将记录有工位操作员信息的纸张放入容载盒内,可透过盖板看到容载盒内纸张的信息,且可调节滑块滑动,将容载盒位移至与操作员对应的位置,以便辨别多工位上不同操作员所对应的工位,便于管理。
附图说明
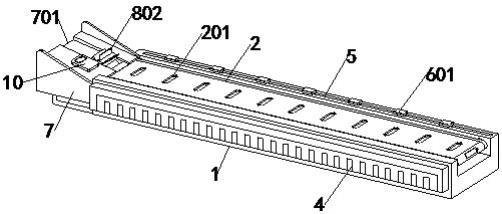
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型的附属滚轴结构示意图;
19.图3为本实用新型的滑块结构示意图;
20.图4为本实用新型的入料台结构主视内部示意图;
21.图5为本实用新型的入料台结构顶视示意图。
22.图1-图5中:送料台1、传送带2、工件槽201、附属滚轴3、主传动套件301、机壳4、滑轨5、滑块6、容载盒601、盖板602、入料台7、导料槽701、圆槽702、转轴8、副传动套件801、叶片802、皮带9、计数器10。
具体实施方式
23.请参阅图1-图5,一种机械零件自动化送料设备,包括送料台1和传送带2,所述传送带2呈横向安装于送料台1顶部;
24.所述送料台1内部后端右侧安装有电动机,且电动机前端连接有传动轴,所述传动轴设置于传送带2内部右侧,且传动轴前端与送料台1内壁转动连接,所述传送带2内部左侧设置有附属滚轴3,且附属滚轴3后端与送料台1转动连接,所述传送带2与传动轴以及附属滚轴3传动连接;
25.具体的,首先将送料台1安装于机械制造工位的前端,以便工位上的操作员拿取工件,通过电动机带动传动轴进行顺时针转动,同时传送带2顺时针旋转,且附属滚轴3旋转配合传送带2的转动,传送带2能够进行传输工作;
26.所述送料台1左侧通过螺栓安装有入料台7,且入料台7顶面开设有导料槽701,所述入料台7内部开设有贯通于导料槽701的圆槽702,且圆槽702内部转动连接有由前往后排布的转轴8,所述转轴8外壁均匀固定有若干片呈环绕排布的叶片802;
27.工件放料步骤:
28.初始状态下的叶片802为静止状态,且顶部的叶片802阻挡于导料槽701中段,导料槽701被叶片802分为左右两段,首先可将工件一一置于导料槽701头端,导料槽701呈坡状,工件会顺势从导料槽701滑落至叶片802位置,此时工件被叶片802截留于导料槽701的左段;
29.所述送料台1前壁安装有机壳4,且附属滚轴3前端贯穿入机壳4内部,所述附属滚轴3外壁前端套接固定有位于机壳4内部的主传动套件301,且机壳4左壁开设有贯通入入料台7内部的通道,所述通道与圆槽702相通;所述转轴8外壁前端套接固定有副传动套件801,且副传动套件801位于通道与圆槽702相通位置,所述副传动套件801外壁与主传动套件301外壁之间传动连接有皮带9;所述传送带2表面呈等距开设有若干个工件槽201,且工件槽201对应于导料槽701末端;
30.输料步骤:
31.附属滚轴3被传送带2传动旋转时,主传动套件301同步旋转,且通过皮带9带动副传动套件801一同旋转,副传动套件801则联动转轴8转动,而叶片802会进行顺时针的转动,叶片802旋转过程中导料槽701内的工件会下滑至叶片802之间的空间中,且顺时针旋转状态下的叶片802可将工件输至导料槽701的后段,工件则会从导料槽701的末端滑入传送带2的工件槽201中;
32.传送带2上的工件槽201之间顺时针位移,且因为转轴8被传送带2的旋转动作所传动,所以转轴8的转速与传送带2的转速一致,叶片802旋转输料的速度与工件槽201之间移动的速度一致,两个叶片802转动至朝向于圆槽702左上方时,工件即可落入该两个叶片802之间,叶片802在顺时针旋转的状态下,可持续输料,且输料的速度与工件槽201的移动速度同步,以便有序传输工件,一个工件槽201容载一个工件,利于将工件分隔排布好,实现自动传送的同时,能够避免工件之间杂乱排布而出现相互磨损的情况,且有序排布的工件利于工位上的操作员拿取;
33.所述入料台7顶壁嵌入安装有计数器10,且计数器10后壁设有位于圆槽702前壁的按钮,所述叶片802与按钮活动连接;叶片802在圆槽702内转动时会触发按钮,且一个叶片802扫过按钮,计数器10则进行一次计数,能够计算工件传输的数量,以便统计加工产量;
34.所述送料台1顶面后端呈横向开设有滑轨5,且滑轨5内部均匀滑动连接有若干个滑块6,所述滑块6顶部固定有容载盒601,且容载盒601顶面卡接有盖板602;
35.可将盖板602从容载盒601上掰开,将记录有工位操作员信息的纸张放入容载盒601内,然后盖上盖板602,盖板602呈透明状,可透过盖板602看到容载盒601内纸张的信息,且可调节滑块6滑动,将容载盒601位移至与操作员对应的位置,以便辨别多工位上不同操作员所对应的工位,便于管理。