1.本实用新型涉及一种理瓶转盘剔瓶装置,具体涉及一种包装瓶数量下限检测报警装置,属于理瓶转盘剔瓶装置技术领域。
背景技术:
2.包装瓶输送是灌装线上一道重要工序,在包装机械领域,理瓶装置通常用来将杂乱无序的瓶体进行整理,使瓶体有规律地输送至下一工序;现有技术中常用的设备为理瓶转盘,理瓶转盘包括理瓶转盘和理瓶栏栅,理瓶转盘转动并带动瓶体进入理瓶栏栅,通过理瓶栏栅形成的理瓶轨道实现有序分流,部分进入到灌装工序;作为给灌装机输送包装瓶的上游装置,如果理瓶转盘不能及时持续的供给瓶子,则会影响灌装机工作,降低整条灌装线的进度;理瓶转盘正常工作必须保证理瓶转盘内具有足够数量的瓶子,如果理瓶转盘上瓶子数量少于一定数量,当再次补充瓶子时,瓶子就会因为无借力点而立不稳,从而出现大量的倒瓶,安全起见,必须将设备停止再人工将瓶子扶正,严重影响生产效率;如果安排专人盯着转盘上瓶子数量,及时补加,又会浪费人力资源,成本颇高。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种包装瓶数量下限检测报警装置,理瓶转盘在整理输送包装瓶的过程中,一旦检测到包装瓶数量到了设定的最低数量值则会立即响应,警示灯闪烁并有语音提醒,此时车间工人可及时补充包装瓶使得生产线正常运作,不会影响生产效率。
4.本实用新型的包装瓶数量下限检测报警装置,包括理瓶座,及安装于理瓶座上的理瓶仓,及设置于理瓶仓内侧的理瓶转盘;所述理瓶转盘由理瓶座内侧的驱动总成驱动,所述理瓶仓上固定有理瓶栏栅;所述理瓶栏栅设置于理瓶转盘上方;所述理瓶仓两侧设置有进瓶板和出瓶口,所述出瓶口处设置有出瓶轨道;所述出瓶轨道内侧设置有输送带;所述输送带连通至灌装工位;待灌装的瓶身送入到进瓶板,并推向理瓶仓内侧的理瓶转盘,理瓶转盘转动,带动瓶子向出瓶口侧运动,即通过理瓶座内侧驱动总成驱动理瓶转盘转动,带动瓶体进入理瓶栏栅,通过理瓶栏栅形成的理瓶轨道实现有序分流,部分瓶身通过输送带进入到灌装工序,所述理瓶仓外部固定有至少两感应器座体;所述感应器座体上固定有光电感应器;所述光电感应器安装位高于理瓶仓顶面,且低于理瓶转盘顶面至瓶身顶面高度;所述光电感应器接入到控制器,所述控制器电连接声光报警器;当理瓶转盘转动,带动瓶身从进瓶板向出瓶口侧运动,从而依次通过光电感应器,当光电感应器在预设时间值内未检测到信号,或相邻两光电感应器感应到信号时间差超过预设值时,则认为其达到下限报警信号,即相邻两瓶体之间间距差超过一定值时,光电感应器检测到时间差则直接进行报警;通过光电感应器检测到理瓶转盘包装瓶数量到达下限情况,立即将信号传送至控制器,并由控制器发送报警信号至声光报警器,声光报警器亮起,并伴有声音提醒,使车间员工及时发现生产线包装瓶的情况并作出相应处理,提高了产品质量和生产效率。
5.进一步地,所述光电感应器朝向理瓶转盘中心轴。
6.进一步地,相邻所述光电感应器其检测线相互交叉。
7.进一步地,所述感应器座体分组安装,每组至少设置有两个感应器座体;所述感应器座体安装于进瓶板和/或出瓶口边侧。
8.进一步地,所述控制器由单片机最小系统构成。
9.本实用新型与现有技术相比较,本实用新型的包装瓶数量下限检测报警装置,理瓶转盘在整理输送包装瓶的过程中,一旦检测到包装瓶数量到了设定的最低数量值则会立即响应,警示灯闪烁并有语音提醒,此时车间工人可及时补充包装瓶使得生产线正常运作,不会影响生产效率。
附图说明
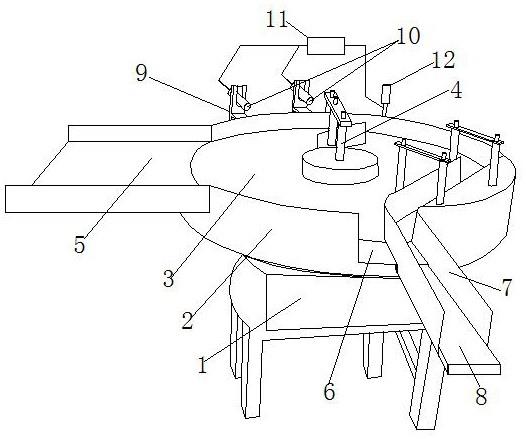
10.图1为本实用新型的实施例1整体结构示意图。
具体实施方式
11.实施例1:
12.如图1所示的包装瓶数量下限检测报警装置,包括理瓶座1,及安装于理瓶座上的理瓶仓2,及设置于理瓶仓内侧的理瓶转盘3;所述理瓶转盘3由理瓶座内侧的驱动总成驱动,所述理瓶仓2上固定有理瓶栏栅4;所述理瓶栏栅4设置于理瓶转盘3上方;所述理瓶仓2两侧设置有进瓶板5和出瓶口6,所述出瓶口6处设置有出瓶轨道7;所述出瓶轨道7内侧设置有输送带8;所述输送带8连通至灌装工位;待灌装的瓶身送入到进瓶板,并推向理瓶仓内侧的理瓶转盘,理瓶转盘转动,带动瓶子向出瓶口侧运动,即通过理瓶座内侧驱动总成驱动理瓶转盘转动,带动瓶体进入理瓶栏栅,通过理瓶栏栅形成的理瓶轨道实现有序分流,部分瓶身通过输送带进入到灌装工序,所述理瓶仓2外部固定有至少两感应器座体9;所述感应器座体9上固定有光电感应器10;所述光电感应器10安装位高于理瓶仓2顶面,且低于理瓶转盘3顶面至瓶身顶面高度;所述光电感应器10接入到控制器11,所述控制器11电连接声光报警器12;当理瓶转盘转动,带动瓶身从进瓶板向出瓶口侧运动,从而依次通过光电感应器,当光电感应器在预设时间值内未检测到信号,或相邻两光电感应器感应到信号时间差超过预设值时,则认为其达到下限报警信号,即相邻两瓶体之间间距差超过一定值时,光电感应器检测到时间差则直接进行报警;通过光电感应器检测到理瓶转盘包装瓶数量到达下限情况,立即将信号传送至控制器,并由控制器发送报警信号至声光报警器,声光报警器亮起,并伴有声音提醒,使车间员工及时发现生产线包装瓶的情况并作出相应处理,提高了产品质量和生产效率。
13.其中,所述光电感应器10朝向理瓶转盘3中心轴。相邻所述光电感应器10其检测线相互交叉。所述感应器座体9分组安装,每组至少设置有两个感应器座体9;所述感应器座体9安装于进瓶板5和/或出瓶口6边侧。所述控制器11由单片机最小系统构成。
14.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
技术特征:
1.一种包装瓶数量下限检测报警装置,包括理瓶座,及安装于理瓶座上的理瓶仓,及设置于理瓶仓内侧的理瓶转盘;所述理瓶转盘由理瓶座内侧的驱动总成驱动,所述理瓶仓上固定有理瓶栏栅;所述理瓶栏栅设置于理瓶转盘上方;所述理瓶仓两侧设置有进瓶板和出瓶口,所述出瓶口处设置有出瓶轨道;所述出瓶轨道内侧设置有输送带;所述输送带连通至灌装工位;其特征在于:所述理瓶仓外部固定有至少两感应器座体;所述感应器座体上固定有光电感应器;所述光电感应器安装位高于理瓶仓顶面,且低于理瓶转盘顶面至瓶身顶面高度;所述光电感应器接入到控制器;所述控制器电连接有声光报警器。2.根据权利要求1所述的包装瓶数量下限检测报警装置,其特征在于:所述光电感应器朝向理瓶转盘中心轴。3.根据权利要求1所述的包装瓶数量下限检测报警装置,其特征在于:相邻所述光电感应器其检测线相互交叉。4.根据权利要求1所述的包装瓶数量下限检测报警装置,其特征在于:所述感应器座体分组安装,每组至少设置有两个感应器座体;所述感应器座体安装于进瓶板和/或出瓶口边侧。5.根据权利要求1所述的包装瓶数量下限检测报警装置,其特征在于:所述控制器由单片机最小系统构成。
技术总结
本实用新型公开了一种包装瓶数量下限检测报警装置,包括理瓶座,及安装于理瓶座上的理瓶仓,及设置于理瓶仓内侧的理瓶转盘;所述理瓶转盘由理瓶座内侧的驱动总成驱动,所述理瓶仓上固定有理瓶栏栅;所述理瓶栏栅设置于理瓶转盘上方;所述理瓶仓两侧设置有进瓶板和出瓶口,所述理瓶仓外部固定有至少两感应器座体;所述感应器座体上固定有光电感应器;所述光电感应器安装位高于理瓶仓顶面,且低于理瓶转盘顶面至瓶身顶面高度;所述光电感应器接入到控制器;所述控制器电连接有声光报警器。本实用新型的包装瓶数量下限检测报警装置,一旦检测到包装瓶数量到了设定的最低数量值则会立即响应,警示灯闪烁并有语音提醒。警示灯闪烁并有语音提醒。警示灯闪烁并有语音提醒。
技术研发人员:赵涛 赵福廷 黄玉光 岳龙文 张永宏 李鹏
受保护的技术使用者:山东滨农科技有限公司
技术研发日:2021.09.26
技术公布日:2022/2/19