一种液货船上独立c型液罐的集液槽
技术领域
1.本实用新型涉及一种液货船上独立c型液罐的集液槽。
背景技术:
2.液化气运输船的主要装备就是液罐。而带有独立c型液罐的液化气船是一种新型高附加值船舶,具有广阔的市场发展前景,其运输货品主要有:丙烷、丁烷、乙烯、丙烯、丁烯等为主要成份的石油碳氢化合物或两者混合气,还有一些化工产品。通常独立c型液罐的底部要设置积液槽,积液槽主要是防止液化气在其它地方分散,不方便收集,有了积液槽后,液罐内抽不干净的液化气会在船舶运动中汇流到集液槽中,再通过伸入集液槽的泵管将液化气全部抽出。传统的集液槽为尺寸较小的圆桶形,由于液罐的功能需要,伸入集液槽中的管子也变多,当有较多的泵管或者设备伸入集液槽中时,传统的集液槽无法满足要求。
技术实现要素:
3.本实用新型的目的在于克服现有技术的缺陷而提供一种液货船上独立c型液罐的集液槽,它不仅能满足集液槽的结构强度与安全,还能解决多根抽液管同时伸入集液槽的要求。
4.本实用新型的目的是这样实现的:一种液货船上独立c型液罐的集液槽,包括槽体和加强面板;其中,
5.所述槽体俯视看呈长圆形并包括槽体上部和槽体下部,槽体上部为长圆形圈并由两个半圆形弧板和两块焊接在两个半圆形弧板的两端之间的直侧板构成;所述槽体下部包括两个半瓣蝶形封头和连接在两个半瓣蝶形封头之间的直边段,两个半瓣蝶形封头的顶面一一对应地与槽体上部的两个半圆形板的底面焊接;直边段的顶面与槽体上部的两段直侧板的底面焊接;
6.所述加强面板焊接在所述槽体上部的两块直侧板的顶面之间,该加强面板的中心开设一个管道插孔。
7.上述的液货船上独立c型液罐的集液槽,其中,所述管道插孔中焊接固定一个加强筒体,该加强筒体的外径与管道插孔的孔径相配,该加强筒体的高度大于槽体上部的高度,且加强筒体的顶面高出加强面板的顶面,加强筒体的底面低于槽体上部的底面。
8.上述的液货船上独立c型液罐的集液槽,其中,所述加强面板的两头端面均为向中心凹进的弧面,该两头端面上各自焊接固定一块加强弧板,加强弧板的高度大于槽体上部的高度,且加强弧板的顶面高出加强面板的顶面,加强弧板的底面低于槽体上部的底面。
9.上述的液货船上独立c型液罐的集液槽,其中,所述加强面板上还开设一个流水孔。
10.本实用新型的液货船上独立c型液罐的集液槽的具有以下特点:扩大了集液槽的截面尺寸,即由传统的圆桶形槽体优化为长圆形槽体,同时在槽体的顶部设置了加强面板,还在加强面板上开设管道插孔,并在管道插孔中设置了加强筒体,并在加强面板的两端设
置加强弧板,还在加强面板上开设管道插孔,并在管道插孔中焊接加强筒体,不仅能提高槽体的结构强度,也提高了槽体的结构强度,也能使抽液管从两块加强弧板与槽体上部的两个半圆形弧板之间的空间和管道插孔中伸到集液槽内,并且不会磨损抽液管。
附图说明
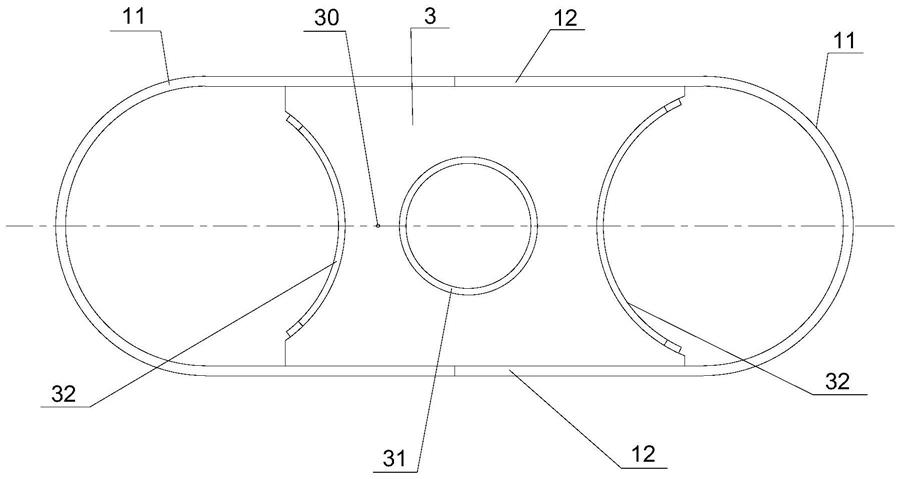
11.图1是本实用新型的液货船上独立c型液罐的集液槽的主视图;
12.图2是本实用新型的液货船上独立c型液罐的集液槽的侧视图。
具体实施方式
13.下面将结合附图对本实用新型作进一步说明。
14.请参阅图1和图2,本实用新型的液货船上独立c型液罐的集液槽,包括槽体和加强面板3。
15.槽体俯视看呈长圆形并包括槽体上部和槽体下部,其中,
16.槽体上部1为长圆形圈并由两个半圆形弧板和两块焊接在两个半圆形弧板11的两端之间的直侧板12构成;
17.槽体下部2包括两个半瓣蝶形封头21和连接在两个半瓣蝶形封头21之间的直边段22,两个半瓣蝶形封头21的顶面一一对应地与槽体上部1的两个半圆形板11的底面焊接;直边段22的顶面与槽体上部1的两段直侧板12的底面焊接;
18.加强面板3焊接在槽体上部1的两块直侧板12的顶面之间。加强面板3的中心开设一个管道插孔,并在管道插孔的一旁开设一个流水孔30;管道插孔中焊接固定一个加强筒体31,该加强筒体31的外径与管道插孔的孔径相配,该加强筒体31的高度大于槽体上部1的高度,且加强筒体31的顶面高出加强面板3的顶面,加强筒体31的底面低于槽体上部1的底面。
19.加强面板3的两头端面均为向中心凹进的弧面,该两头端面上各自焊接固定一块加强弧板32,加强弧板32的高度大于槽体上部1的高度,且加强弧板32的顶面高出加强面板3的顶面,加强弧板32的底面低于槽体上部1的底面。
20.本实用新型的液货船上独立c型液罐的集液槽,槽体上部1由两块尺寸相同的u形板拼接而成;槽体下部2的两个半瓣碟形封头21由一个完整的碟形封头沿蝶形封头的中心线分切为两瓣,直边段22的横截面与半瓣碟形封头21的分切面的形状和尺寸相同,直边段的两端面与两个半瓣蝶形封头21的分切面焊接形成槽体下部2。加强面板3、加强筒体31和加强弧板32的设置能加强积液槽的结构强度。
21.本实用新型的液货船上独立c型液罐的集液槽,焊接在液货船的甲板上,并且集液槽的顶面与开设液罐底部的长圆孔焊接,若需要抽集液槽内的液货时,可以将抽液管从加强筒体31伸到集液槽内,也可从两块加强弧板32与槽体上部1的两个半圆形弧板11之间的空间伸到集液槽内,解决了多根抽液管同时伸入集液槽的要求。在加强面板3上开设流水孔30,能使残留在加强面板3上的液货流到集液槽内。
22.以上实施例仅供说明本实用新型之用,而非对本实用新型的限制,有关技术领域的技术人员,在不脱离本实用新型的精神和范围的情况下,还可以作出各种变换或变型,因此所有等同的技术方案也应该属于本实用新型的范畴,应由各权利要求所限定。
技术特征:
1.一种液货船上独立c型液罐的集液槽,包括槽体和加强面板;其特征在于,所述槽体俯视看呈长圆形并包括槽体上部和槽体下部,槽体上部为长圆形圈并由两个半圆形弧板和两块焊接在两个半圆形弧板的两端之间的直侧板构成;所述槽体下部包括两个半瓣蝶形封头和连接在两个半瓣蝶形封头之间的直边段,两个半瓣蝶形封头的顶面一一对应地与槽体上部的两个半圆形板的底面焊接;直边段的顶面与槽体上部的两段直侧板的底面焊接;所述加强面板焊接在所述槽体上部的两块直侧板的顶面之间,该加强面板的中心开设一个管道插孔。2.根据权利要求1所述的液货船上独立c型液罐的集液槽,其特征在于,所述管道插孔中焊接固定一个加强筒体,该加强筒体的外径与管道插孔的孔径相配,该加强筒体的高度大于槽体上部的高度,且加强筒体的顶面高出加强面板的顶面,加强筒体的底面低于槽体上部的底面。3.根据权利要求1所述的液货船上独立c型液罐的集液槽,其特征在于,所述加强面板的两头端面均为向中心凹进的弧面,该两头端面上各自焊接固定一块加强弧板,加强弧板的高度大于槽体上部的高度,且加强弧板的顶面高出加强面板的顶面,加强弧板的底面低于槽体上部的底面。4.根据权利要求1或3所述的液货船上独立c型液罐的集液槽,其特征在于,所述加强面板上还开设一个流水孔。
技术总结
本实用新型公开了一种液货船上独立C型液罐的集液槽,包括槽体和加强面板;所述槽体俯视看呈长圆形并包括槽体上部和槽体下部,槽体上部为长圆形圈并由两个半圆形弧板和两块焊接在两个半圆形弧板的两端之间的直侧板构成;所述槽体下部包括两个半瓣蝶形封头和连接在两个半瓣蝶形封头之间的直边段,两个半瓣蝶形封头的顶面一一对应地与槽体上部的两个半圆形板的底面焊接;直边段的顶面与槽体上部的两段直侧板的底面焊接;所述加强面板焊接在所述槽体上部的两块直侧板的顶面之间,该加强面板的中心开设一个管道插孔。本实用新型的积液槽,不仅能满足集液槽的结构强度与安全,还能解决多根抽液管同时伸入集液槽的要求。解决多根抽液管同时伸入集液槽的要求。解决多根抽液管同时伸入集液槽的要求。
技术研发人员:张仁杰 张朝华 周兵
受保护的技术使用者:上海铠韧气体工程股份有限公司
技术研发日:2021.04.02
技术公布日:2022/1/7