一种适用于舰船甲板的i型金属夹芯板结构和甲板结构
技术领域
1.本发明属于舰船船体结构技术领域,特别涉及一种适用于舰船甲板的i型金属夹芯板结构和甲板结构。
背景技术:
2.无论是军船还是民船,基于常规板筋结构设计的舰船结构重量占整船比例较大,制约了舰船装载能力及作战能力的进一步提升。在保证舰船结构的承载能力同时,为舰船结构减重是舰船结构设计的重要目标。水面舰船甲板、平台等是舰船结构的主要组成部分,是必不可少的主承力结构。基于常规板筋的舰船甲板结构,主要包括甲板板、球扁钢及t型材等。甲板结构是根据舰船具体部位,运用规范,结合具体载荷进行设计。经过舰船结构领域多年的设计实践及优化,舰船传统板筋结构,在载荷相同的情况下,其承载能力及结构重量很难有进一步提升。利用新型结构型式对其减重,是舰船结构减重的重要方向。
技术实现要素:
3.本项发明要解决的技术问题是提供一种适合于舰船主承力甲板,轻型,承载能力强,并便于施工的新型结构。
4.本发明采用的技术方案如下:
5.本发明提供了一种适用于舰船甲板的i型金属夹芯板结构,包括上面板、纵向布置的i型芯材及与纵向i型芯材交叉布置的横向i型芯材、下面板。
6.进一步地,所述i型金属夹芯板结构上下面板、芯板等各组成部分材料均为常规船用钢或舰船用钢。
7.进一步地,所述i型金属夹芯甲板结构各组成部分采用激光焊接而成。
8.进一步地,所述i型金属夹芯甲板上下面板主要为长方形,根据实际情况也可采用其他形状。上下面板通常长约1000mm~5000mm,宽约1000mm~4000mm;上下面板厚约2-6mm,纵向i型芯板,纵向布置,间距约为50~150mm;横向i型芯板,横向布置,间距约为400~1500mm;上下面板间距离约20~150mm。
9.进一步地,为了便于后续大拼接规模制造,纵向及横向芯材均根据实际情况采用伸出或缩进方式布置。
10.进一步地,所述i型金属夹芯板结构,各组成部分之间采用激光焊接而成,外部和t型材、连接结构及其他i型金属夹芯板结构之间的拼接采用激光复合焊、激光焊、埋弧焊气体保护焊等可靠的方式进行焊接。
11.本发明的激光焊接的i型金属夹芯板结构,有益效果在于,具有承载能力强、重量轻的优点,较常规板筋结构在承载能力相同的情况下,重量可以减轻15%,还便于后续大规模拼接制造。
附图说明
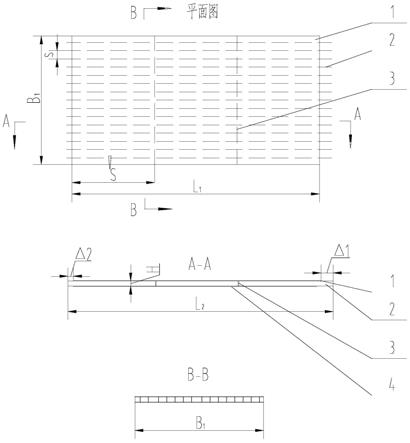
12.图1是本发明的i型金属夹芯板结构示意图;
13.图2为本发明i型金属夹芯板上面板和下面板结构图;
14.图3为本发明纵向i型芯板;
15.图4为本发明横向i型芯板。
具体实施方式
16.本发明通过改变原板架结构的构架体系,将传统船体板架中板及球扁钢,改变为金属夹层结构,使其达到减重承载的双重目标。金属夹层板上下面板及芯材等主要采用激光焊接的方式焊接。
17.以下结合说明书附图和具体实施例对本发明的具体实施方式进行进一步阐述。
18.如图1-4所示,是i型金属夹芯板结构示意图。附图标记如下:上面板1厚度为t1,尺寸为l1×
b1,下面板4厚度为t2,尺寸和上面板一样为l1×
b1;纵向i型芯材2厚度为t3,高度为h,长度为l2,纵向i型芯材伸出(缩进)面板分别为
△1和
△2,纵向芯材的间距为s,数量为n1;横向i型芯材3厚度为t4,高度为h,长度和面板的宽度相同为b1,横向i型芯材3,遇到纵向芯材时断开后焊接;纵向芯材的间距为s,数量为n2。各组成部分均焊接而成。
19.本例i型金属夹芯板结构上下面板均为3mm厚,长度为4500mm,宽度为2340mm;芯层高度(厚度)为90mm,等间距居中共设15根纵向i型芯材,厚度为4mm,间距为150mm,首伸出面板
△1=225mm,尾伸出面板
△2=100mm,横向居中设2根i型芯材,厚度为4mm,间距为1500mm,i型金属夹芯板各组成部分材料为b级钢,采用激光焊接而成。
20.需要说明的是,上文只是对本发明进行示意性说明和阐述,本领域的技术人员应当明白,对本发明的任意修改和替换都属于本发明的保护范围。
技术特征:
1.一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,包括上面板、纵向i型芯材、横向i型芯材、下面板;所述纵向i型芯材与横向i型芯材交叉布置,位于上面板和下面板中间。2.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述上面板、纵向i型芯材、横向i型芯材、下面板材料均为船用钢或舰用钢。3.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述上面板、纵向i型芯材、横向i型芯材、下面板相互之间采用激光焊接而成。4.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述上面板和下面板为长方形,尺寸相同,长为1000mm~5000mm,宽为1000mm~4000mm。5.如权利要求4所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述上面板和下面板厚为2mm~6mm。6.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述纵向i型芯材纵向布置,纵向i型芯材纵间距为50~150mm。7.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述横向i型芯材横向布置,横向i型芯材间距为400~1500mm。8.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述上面板和下面板的间距为20~150mm。9.如权利要求1所述的一种适用于舰船甲板的i型金属夹芯板结构,其特征在于,所述纵向i型芯材与横向i型芯材采用伸出或缩进方式进行布置。10.一种甲板结构,其特征在于,包括如权利要求1~9中任一权利要求所述的i型金属夹芯板结构、连接结构、t型材,各组成部分之间采用激光焊接而成。
技术总结
本发明公开了一种适用于舰船甲板用I型金属夹芯板结构,由上面板、纵向布置I型芯材、横向I型芯材及下面板组成。各组成部分材料均为常规船用钢或舰用钢,采用激光焊接而成。I型金属夹芯甲板上下面板主要为长方型,长约1000mm~5000mm宽约1000mm~4000mm,纵向I型芯板,纵向布置,间距约为50~150mm;横向I型芯板,横向布置,间距约为500~1500mm;上下面板间距离约40~150mm。为了便于后续大拼接规模制造,纵向及横向芯材均根据实际情况采用伸出或缩进方式布置。上述的I型金属夹芯板结构与T型材及连接结构等外部结构采用激光复合焊、埋弧焊气体保护焊等可靠的方式焊接形成舰船用甲板。保护焊等可靠的方式焊接形成舰船用甲板。保护焊等可靠的方式焊接形成舰船用甲板。
技术研发人员:吴广明 韩正君 马健 李鲤 冯维
受保护的技术使用者:中国舰船研究设计中心
技术研发日:2021.11.27
技术公布日:2022/2/15