1.本发明属于服装缝制模板技术领域,尤其涉及一种多裥位订袋组合模板及其多裥位订袋方法。
背景技术:
2.外套或马甲的前片3上一般具有装饰性或功能性的结构,如前胸袋5、肩育克6和立体活褶4等,如图1所示,前胸袋5可用于放置笔、卡片或手帕等,肩育克6便于肩部造型,以及便于提高肩部的舒适性,立体活褶4具有防皱,以及增大布料的延展度以提高舒适性,前胸袋5、肩育克6和立体活褶4等兼具实用功能与美观的双重效果,在外套或马甲的前片3上经常出现,但也使得前片3缝制更加繁琐费时。
3.目前采用人工缝制前片3,工序繁琐,费时费力,且因人工的技术水平差异,导致工艺尺寸不一,误差较大。没有适用的组合模板,让多重工序在不流转的情况下达到工艺尺寸统一,简化工序,缩短缝制时间,降低缝制成本。
技术实现要素:
4.为解决现有技术存在的人工缝制前片的前胸袋、肩育克和立体活褶的问题,本发明提供一种多裥位订袋组合模板及其多裥位订袋方法。
5.为解决上述技术问题,本发明所采用的技术方案如下,一种多裥位订袋组合模板,包括订褶模板组件和订袋模板组件,所述订褶模板组件包括依次活动设置的订褶底板、第一折线板、第二折线板和订褶上板,所述第一折线板上沿第一道褶子长度方向依次间隔贯穿有若干第一订褶孔,所述第二折线板上沿第二道褶子长度方向依次间隔贯穿有若干第二订褶孔,所述订褶底板上也贯穿有所述第一订褶孔和所述第二订褶孔,所述订褶上板上也贯穿有所述第一订褶孔和所述第二订褶孔,所述订褶上板、第一折线板和订褶底板的第一订褶孔依次贯穿,所述订褶上板、第二折线板和订褶底板的第二订褶孔依次贯穿;
6.所述订袋模板组件包括依次活动设置的订袋底板、订袋定位板、订袋上板和订育克板,所述订袋定位板上贯穿有前胸袋定位腔和若干第三订褶孔,所述订袋底板和订袋上板上均对应贯穿有订袋缉线槽,所述订袋缉线槽与前胸袋定位腔相对设置,若干所述第三订褶孔沿活褶长度方向依次设置,所述第三订褶孔与活褶的宽度相匹配,所述订袋底板和订袋上板上也均贯穿有所述第三订褶孔,所述订袋上板、订袋定位板和订袋底板的第三订褶孔依次贯穿,所述订袋底板、订袋定位板、订袋上板和订育克板上均对应贯穿有订育克缉线槽。
7.作为优选,所述订袋模板组件还包括压褶板,所述压褶板与订袋底板活动连接,所述压褶板位于订袋底板和订袋定位板之间,所述压褶板上贯穿有若干订褶让位孔,所述订褶让位孔与第三订褶孔相对设置。订褶模板组件用于对立体活褶的里面(背面)进行缉线,预订出立体活褶的两道褶子,再将前片放置于订袋模板组件中进一步缉线,压褶板压在立体活褶的附近,有效保证对立体活褶的正面缉线时的平整度,提高该多裥位订袋组合模板
的缉线精度。
8.作为优选,所述订褶底板上设置有两组所述第一折线板、第二折线板和订褶上板;两组所述订褶上板位于订褶底板的左右两边。订褶模板组件可以同时对两个前片进行缉线,大大提高工作效率,降低生产成本。
9.作为优选,所述第一折线板、第二折线板和订褶上板均与订褶底板通过胶带纸粘接并均可沿对应胶带纸转动;所述压褶板、订袋定位板和订袋上板均与订褶底板也通过胶带纸粘接并均可沿对应胶带纸转动;所述订育克板与订袋上板也通过胶带纸粘接并可沿对应胶带纸转动。胶带纸粘接简单可靠,操作便捷,大大降低制造成本。
10.进一步地,所述订褶底板和订袋底板上均标示有前片放置区域。便于前片的放置,提高放置精度。
11.进一步地,所述前胸袋定位腔、订袋缉线槽和订育克缉线槽的周边均设置有保护条。有效保护该多裥位订袋组合模板。
12.进一步地,所述订褶底板、第一折线板、第二折线板、订褶上板、订袋底板、压褶板、订袋定位板、订袋上板和订育克板的材质均为透明塑料材质或透明亚克力材质。便于实时观察该多裥位订袋组合模板的缉线情况。
13.一种多裥位订袋方法,使用上述的多裥位订袋组合模板,该多裥位订袋方法包括如下步骤:
14.第一步:将一个前片正面朝上放置在订褶底板的前片放置区域内,再将第一折线板折叠压住前片,再将前片沿第一折线板折叠,再将订褶上板折叠压住折叠后的前片,此时订褶上板、第一折线板和订褶底板的第一订褶孔依次贯穿,完成一个前片的第一道褶子的合模;
15.第二步:将订褶模板组件装夹至全自动缝纫机上,沿第一订褶孔缉线,直至完成前片的立体活褶的第一道褶子的背面缉线;
16.第三步:打开订褶上板,再打开前片,再将第二折线板折叠压住前片,再将前片沿第二折线板折叠,再将订褶上板折叠压住折叠后的前片,此时订褶上板、第二折线板和订褶底板的第二订褶孔依次贯穿,完成一个前片的第二道褶子的合模;
17.第四步:全自动缝纫机沿第二订褶孔缉线,直至完成前片的立体活褶的第二道褶子的背面缉线,将前片从褶模板组件上取下;
18.第五步:将第四步的前片正面朝上放置在订袋底板的前片放置区域内,再将订袋定位板折叠压住前片,再将待缝制的前胸袋放置在前胸袋定位腔内,再将订袋上板折叠压住订袋定位板,此时订袋底板和订袋上板上的订袋缉线槽依次贯穿,订袋上板、订袋定位板和订袋底板的第三订褶孔依次贯穿;
19.第六步:将订褶模板组件装夹至全自动缝纫机上,沿订袋缉线槽缉线,直至完成前胸袋的缉线,再沿第三订褶孔缉线,直至完成立体活褶正面缉线;
20.第七步:将肩育克背面朝上放置在订袋上板上,再将订育克板折叠压住肩育克,此时订袋底板、订袋定位板、订袋上板和订育克板上的订育克缉线槽依次贯穿;
21.第八步:全自动缝纫机沿订育克缉线槽缉线,直至完成肩育克的缉线。
22.作为优选,所述订袋模板组件还包括压褶板,所述压褶板与订袋底板活动连接,所述压褶板位于订袋底板和订袋定位板之间,所述压褶板上贯穿有若干订褶让位孔,所述订
褶让位孔与第三订褶孔相对设置;所述第五步中,将第四步的前片正面朝上放置在订袋底板的前片放置区域内,再将压褶板折叠压住前片后,再将订袋定位板折叠压住前片。
23.进一步地,所述订褶底板上设置有两组所述第一折线板、第二折线板和订褶上板;两组所述订褶上板位于订褶底板的左右两边;所述第一步中,完成一个前片的第一道褶子的合模后,还需重复上述动作,直至完成另一个前片的第一道褶子的合模;所述第二步中,需要依次完成两个前片的立体活褶的第一道褶子的背面缉线;所述第三步中,完成一个前片的第二道褶子的合模后,还需重复上述动作,直至完成另一个前片的第二道褶子的合模;所述第四步中,需要依次完成两个前片的立体活褶的第二道褶子的背面缉线,再将两个前片从褶模板组件上取下。
24.有益效果:本发明的多裥位订袋组合模板,结构简单可靠,设计巧妙,制造成本低,使用便捷,实现外套或马甲的前片的前胸袋、肩育克和立体活褶的自动化缝制,实现工艺统一,提高生产质量,同时大大提高生产效率,缩短交货周期,降低生产成本,具有良好的经济效益。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
26.图1是前片的主视示意图;
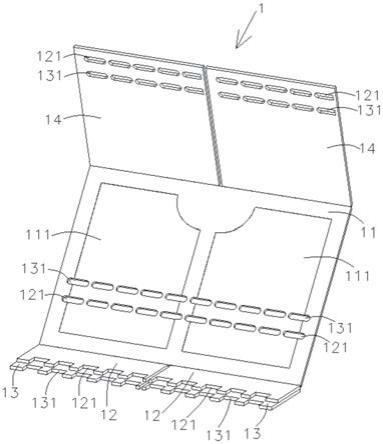
27.图2是本发明多裥位订袋组合模板的订褶模板组件的打开状态示意图;
28.图3是本发明多裥位订袋组合模板的订褶模板组件缉第一道褶子的合模状态示意图;
29.图4是本发明多裥位订袋组合模板的订褶模板组件缉第二道褶子的合模状态示意图;
30.图5是本发明多裥位订袋组合模板的订袋模板组件的打开状态示意图;
31.图6是本发明多裥位订袋组合模板的订袋模板组件的合模状态示意图;
32.图中:1、订褶模板组件,11、订褶底板,111、前片放置区域,12、第一折线板,121、第一订褶孔,13、第二折线板,131、第二订褶孔,14、订褶上板,2、订袋模板组件,21、订袋底板,22、压褶板,221、订褶让位孔,23、订袋定位板,231、前胸袋定位腔,232、第三订褶孔,24、订袋上板,241、订袋缉线槽,25、订育克板,251、订育克缉线槽;3、前片,4、立体活褶,41、第一道褶子,42、第二道褶子,5、前胸袋,51、袋盖,6、肩育克。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
34.实施例
35.如图1~6所示,一种多裥位订袋组合模板,包括订褶模板组件1和订袋模板组件2,所述订褶模板组件1包括依次活动设置的订褶底板11、第一折线板12、第二折线板13和订褶上板14,所述第一折线板12上沿第一道褶子41长度方向依次间隔贯穿有若干第一订褶孔121,所述第二折线板13上沿第二道褶子42长度方向依次间隔贯穿有若干第二订褶孔131,所述订褶底板11上也贯穿有所述第一订褶孔121和所述第二订褶孔131,所述订褶上板14上也贯穿有所述第一订褶孔121和所述第二订褶孔131,所述订褶上板14、第一折线板12和订褶底板11的第一订褶孔121依次贯穿,所述订褶上板14、第二折线板13和订褶底板11的第二订褶孔131依次贯穿;所述订袋模板组件2包括依次活动设置的订袋底板21、订袋定位板23、订袋上板24和订育克板25,所述订袋定位板23上贯穿有前胸袋定位腔231和若干第三订褶孔232,所述订袋底板21和订袋上板24上均对应贯穿有订袋缉线槽241,所述订袋缉线槽241与前胸袋定位腔231相对设置,若干所述第三订褶孔232沿活褶长度方向依次设置,所述第三订褶孔232与活褶的宽度相匹配,所述订袋底板21和订袋上板24上也均贯穿有所述第三订褶孔232,所述订袋上板24、订袋定位板23和订袋底板21的第三订褶孔232依次贯穿,所述订袋底板21、订袋定位板23、订袋上板24和订育克板25上均对应贯穿有订育克缉线槽251。
36.为了保证对立体活褶4的正面缉线时的平整度,在本实施例中,如图5和图6所示,所述订袋模板组件2还包括压褶板22,所述压褶板22与订袋底板21活动连接,所述压褶板22位于订袋底板21和订袋定位板23之间,所述压褶板22上贯穿有若干订褶让位孔221,所述订褶让位孔221与第三订褶孔232相对设置。
37.为了提高工作效率,降低生产成本,在本实施例中,如图2~4所示,所述订褶底板11上设置有两组所述第一折线板12、第二折线板13和订褶上板14;两组所述订褶上板14位于订褶底板11的左右两边。
38.为了便于该多裥位订袋组合模板的制造和操作,在本实施例中,所述第一折线板12、第二折线板13和订褶上板14均与订褶底板11通过胶带纸(图中未示意出)粘接并均可沿对应胶带纸转动;所述压褶板22、订袋定位板23和订袋上板24均与订褶底板11也通过胶带纸(图中未示意出)粘接并均可沿对应胶带纸转动;所述订育克板25与订袋上板24也通过胶带纸(图中未示意出)粘接并可沿对应胶带纸转动。在本实施例中,所述订褶底板11、第一折线板12、第二折线板13、订褶上板14、订袋底板21、压褶板22、订袋定位板23、订袋上板24和订育克板25的材质均为透明塑料材质或透明亚克力材质。在本实施例中,如图2和图5所示,所述订褶底板11和订袋底板21上均标示有前片放置区域111。
39.为了保护该多裥位订袋组合模板,在本实施例中,所述前胸袋定位腔231、订袋缉线槽241和订育克缉线槽251的周边均设置有保护条(图中未示意出)。
40.该多裥位订袋组合模板的工作过程如下:
41.第一步:将一个前片3正面朝上放置在订褶底板11的一个前片放置区域111内,再将对应的第一折线板12折叠压住前片3,再将前片3沿第一折线板12折叠,再将订褶上板14折叠压住折叠后的前片3,此时订褶上板14、第一折线板12和订褶底板11的第一订褶孔121依次贯穿,完成一个前片3的第一道褶子41的合模;再将另一个前片3正面朝上放置在订褶底板11的另一个前片放置区域111内,重复上述动作,直至完成另一个前片3的第一道褶子41的合模;
42.第二步:将订褶模板组件1装夹至全自动缝纫机上,沿第一订褶孔121缉线,直至完成两个前片3的立体活褶4的第一道褶子41的背面缉线;
43.第三步:打开一个订褶上板14,再打开对应的前片3,再将对应的第二折线板13折叠压住前片3,再将前片3沿第二折线板13折叠,再将订褶上板14折叠压住折叠后的前片3,此时订褶上板14、第二折线板13和订褶底板11的第二订褶孔131依次贯穿,完成一个前片3的第二道褶子42的合模;再打开另一个订褶上板14,重复上述动作,直至完成另一个前片3的第二道褶子42的合模;
44.第四步:全自动缝纫机沿第二订褶孔131缉线,直至完成两个前片3的立体活褶4的第二道褶子42的背面缉线,将两个前片3从褶模板组件上取下;
45.第五步:将第四步的前片3正面朝上放置在订袋底板21的前片放置区域111内,再将压褶板22折叠压住前片3,再将订袋定位板23折叠压住前片3,再将待缝制的前胸袋5和其袋盖51放置在前胸袋定位腔231内,再将订袋上板24折叠压住订袋定位板23,此时订袋底板21和订袋上板24上的订袋缉线槽241依次贯穿,订袋上板24、订袋定位板23和订袋底板21的第三订褶孔232依次贯穿;
46.第六步:将订褶模板组件1装夹至全自动缝纫机上,沿订袋缉线槽241缉线,直至完成前胸袋5的缉线,再沿第三订褶孔232缉线,直至完成立体活褶4正面缉线;
47.第七步:将肩育克6背面朝上放置在订袋上板24上,再将订育克板25折叠压住肩育克6,此时订袋底板21、订袋定位板23、订袋上板24和订育克板25上的订育克缉线槽251依次贯穿;
48.第八步:全自动缝纫机沿订育克缉线槽251缉线,直至完成肩育克6的缉线。
49.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。