1.本实用新型涉及网布加工设备技术领域,尤其涉及一种网布加工用缝边装置。
背景技术:
2.在建筑施工场地,经常需要用到大量的建筑安全网和防尘网,建筑安全网和防尘网以网布作为原材料,在加工时需要将矩形的网布的四个边沿部分进行缝边加工,防止产生脱线,另外,需要使用较粗的绳子,穿设在缝边部分的内部,用于在使用时便于拉动建筑安装网和防尘网的边沿部分。
3.网布的缝边加工过程中,需要对网布的边沿部分进行翻折,并在翻折部分中送入绳子,然后对折边部分进行缝纫。现有技术中,网布的折边、送绳及缝纫大多采用人工进行操作,由于人工操作时存在人为误差,经常会导致折边后布料的边沿部分参差不齐,进而影响缝边的效果,使生产成品的边沿部分及缝线部分均不整齐,次品率较高;另外,采用人工加工,产品的生产效率较低,且产量不高。
技术实现要素:
4.为了弥补现有技术的不足,本实用新型提供了一种网布加工用缝边装置,使网布在移动过程中,通过折边机构对网布的两侧边沿部分进行自动折边,使折边部分较为整齐,通过送绳机构使绳子随着网布的移动,自动送入网布的折边部分,且通过电动缝纫机,能够同时对网布的两侧进行自动缝纫,使加工后网布的边沿部分较为整齐,且能够提高产品的质量和生产效率,以解决现有技术中存在的问题。
5.本实用新型是通过如下技术方案实现的:
6.一种网布加工用缝边装置,包括加工台,在所述加工台的下部设有框架;在所述加工台的上部设有传送机构,所述传送机构包括传送带;
7.在所述加工台的上部设有两个折边机构,两个所述折边机构分别位于传送机构的两侧;所述折边机构包括底板,在所述底板的外侧连接有折边板,所述折边板向靠近底板的一侧翻折,所述底板与折边板之间形成折边腔,所述折边腔沿底板长度方向的截面面积从后向前逐渐减小;
8.在所述底板的上部设有送绳机构,所述送绳机构与水平方向呈倾斜角度,所述送绳机构的后端的高度大于前端的高度;所述送绳机构的前端位于折边腔内,所述送绳机构的后端连接有第一支撑架,所述第一支撑架固定安装在加工台上;
9.在所述加工台的两侧均设有加工槽,两个所述加工槽分别位于两个折边机构的前部;在两个所述加工槽内分别设有第一安装座和第二安装座,在所述第一安装座和第二安装座上均设有第一电动缝纫机;所述第一电动缝纫机的缝纫针的位置,与折边机构的前端的位置相对应,且所述第一电动缝纫机的缝纫针到传送带的距离,小于同一侧送绳机构到传送带的距离。
10.进一步优化地,在所述第一安装座和第二安装座上均设有第二电动缝纫机,所述
第二电动缝纫机与第一电动缝纫机呈并列分布,且所述第二电动缝纫机的缝纫针到传送带的距离,小于第一电动缝纫机的缝纫针到传送带的距离。
11.进一步优化地,在所述第一安装座的下部设有若干第一滑块,在所述框架上设有若干第一滑轨,所述第一滑轨的形状和位置与第一滑块的形状和位置相对应,所述第一滑块滑动安装在对应的第一滑轨上;在所述第一安装座的下部还设有连接板,在所述连接板上设有连接孔;
12.在所述第一安装座的外侧设有固定架,所述固定架与框架固定连接;在所述固定架上穿设固定有螺母座,在所述螺母座上螺纹连接有螺杆;所述连接孔的位置与螺杆的位置相对应,所述螺杆的直径大于连接孔的直径,所述螺杆的内侧端与连接板相接触;在所述螺杆的内侧端上固定连接有连接柱,所述连接柱穿过连接孔;在所述连接板的内侧设有压盖,所述压盖的直径大于连接孔的直径,所述压盖与连接板相接触,所述连接柱与压盖固定连接。
13.进一步优化地,所述送绳机构包括从后向前依次连接的第一送绳槽、弧形导向槽和第二送绳槽,所述第一送绳槽、弧形导向槽和第二送绳槽呈l形分布;所述第一送绳槽与第一支撑架固定连接;在所述第一支撑架上设有穿绳孔,所述穿绳孔与第一送绳槽相连通;两个所述第一支撑架分别位于两个折边机构的外侧。
14.进一步优化地,在所述折边机构的前部连接有整型机构,所述整型机构包括过渡板,在所述过渡板的外侧连接有整型板,所述整型板向靠近过渡板的一侧翻折,所述整型板的底壁与过渡板的顶壁相平行;所述过渡板与底板相连接,所述整型板与折边板相连接。
15.进一步优化地,在所述整型机构的上部设有第二支撑架,在所述第二支撑架上活动安装有压轮,所述压轮位于整型机构的前部,且所述压轮的高度大于过渡板的高度。
16.进一步优化地,在所述加工台的两侧均设有第三支撑架,在所述第三支撑架上均设有圆锥形的导向罩,在所述导向罩的中心位置均设有导向孔,两个所述导向孔的形状和位置分别与两个穿绳孔的形状和位置相对应。
17.进一步优化地,在所述加工台的前部的两侧侧壁上均固定安装有第一安装板;在两个所述第一安装板之间转动连接有从动辊,在两个所述第一安装板之间固定连接有第一横梁,所述从动辊位于第一横梁的前部;
18.在所述加工台的后部的两侧侧壁上分别固定安装有第二安装板和第三安装板;在所述第二安装板的外侧壁上固定安装有减速机,在所述减速机上连接有电机;在所述第三安装板的外侧壁上设有传动机构;在所述第二安装板和第三安装板之间固定连接有第二横梁,在所述第二安装板和第三安装板之间转动连接有主动辊,所述主动辊位于第二横梁的后部;所述传送带的数量为两条,所述传送带绕设在从动辊和主动辊上;
19.在所述第二安装板和第三安装板之间转动连接有进料辊,所述进料辊位于主动辊的后部;所述进料辊的一端延伸至第二安装板的外部,且与减速机相连接;所述进料辊的另一端延伸至第三安装板的外部,且与传动机构传动连接;所述主动辊的一端延伸至第三安装板的外部,且通过传动机构与进料辊反向传动连接;
20.在所述加工台的上部设有两个支撑梁,两个所述支撑梁分别位于两条传送带的内侧;所述支撑梁的两端分别固定套设在第一横梁和第二横梁上;在两个所述支撑梁的外侧壁上均设有若干转动臂;所述转动臂的一端与支撑梁转动连接,所述转动臂的另一端转动
连接有配重轮;所述配重轮均与传送带的内侧壁相接触;在两个所述支撑梁之间转动连接有若干压平辊。
21.进一步优化地,所述传动机构包括依次啮合的第一齿轮、第二齿轮、第三齿轮和第四齿轮;所述第一齿轮与进料辊相连接,所述第二齿轮和第三齿轮均与第三安装板转动连接,所述第四齿轮与主动辊相连接;在所述传动机构的外部罩设有保护壳,所述保护壳固定安装在第三安装板的外侧壁上。
22.进一步优化地,在所述进料辊的上部设有进料压紧组件,所述进料压紧组件包括压紧辊,在所述压紧辊的两端均转动连接有法兰轴承;在所述第二安装板和第三安装板的上部均设有悬架,在所述悬架的下部均连接有气缸;在所述气缸的下部均设有滑动组件,所述滑动组件包括滑动板、第二滑轨和第二滑块;两侧的所述滑动板分别固定安装在两侧的法兰轴承的外侧壁上,两侧的所述气缸的活塞杆分别与两侧的滑动板相铰接;两侧的所述第二滑块分别固定安装在两侧的滑动板的外侧壁上;两侧的所述第二滑轨分别固定安装在第二安装板和第三安装板的内侧壁上;所述第二滑块的形状和位置与第二滑轨的形状和位置相对应,两侧的所述第二滑块分别滑动安装在两侧的第二滑轨上。
23.本实用新型的有益效果是:
24.使网布在移动过程中,通过折边机构对网布的两侧边沿部分进行自动折边,使折边部分较为整齐,通过送绳机构使绳子随着网布的移动,自动送入网布的折边部分,且通过电动缝纫机,能够同时对网布的两侧进行自动缝纫,使加工后网布的边沿部分较为整齐,且能够提高产品的质量和生产效率,适于广泛推广应用。
附图说明
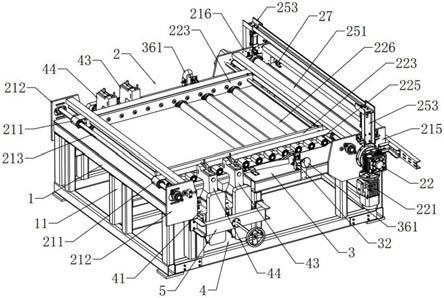
25.图1为本实用新型的前部结构示意图。
26.图2为本实用新型的后部结构示意图。
27.图3为本实用新型中第一安装座和固定架的立体结构示意图之一。
28.图4为本实用新型中第一安装座和固定架的立体结构示意图之二。
29.图5为本实用新型中第一安装座和固定架的立体结构示意图之三。
30.图6为本实用新型中螺杆和连接柱的结构示意图。
31.图7为本实用新型中折边机构的前部结构示意图。
32.图8为本实用新型中折边机构的后部结构示意图。
33.图9为本实用新型中折边机构和整型机构的前部结构示意图。
34.图10为本实用新型中折边机构和整型机构的后部结构示意图。
35.图11为本实用新型中送绳机构的结构示意图。
36.图12为本实用新型中导向罩的结构示意图之一。
37.图13为本实用新型中导向罩的结构示意图之二。
38.图14为本实用新型中加工台与传送机构的结构示意图。
39.图15为本实用新型中传动机构的结构示意图。
40.图16为本实用新型中进料压紧组件的结构示意图。
41.图17为本实用新型中滑动组件的结构示意图。
42.图中,1、加工台;11、框架;
43.2、传送机构;211、传送带;212、第一安装板;213、从动辊;214、第一横梁;215、第二安装板;216、第三安装板;217、第二横梁;218、主动辊;22、减速机;221、电机;222、进料辊;223、支撑梁;224、转动臂;225、配重轮;226、压平辊;23、传动机构;231、第一齿轮;232、第二齿轮;233、第三齿轮;234、第四齿轮;235、保护壳;25、进料压紧组件;251、压紧辊;252、法兰轴承;253、悬架;254、气缸;26、滑动组件;261、滑动板;262、第二滑轨;263、第二滑块;27、槽型光电开关;
44.3、折边机构;311、底板;312、折边板;313、折边腔;32、送绳机构;321、第一送绳槽;322、弧形导向槽;323、第二送绳槽;33、第一支撑架;331、穿绳孔;34、整型机构;341、过渡板;342、整型板;35、第二支撑架;351、压轮;36、第三支撑架;361、导向罩;362、导向孔;37、漫反射型光电开关;
45.4、加工槽;41、第一安装座;42、第二安装座;43、第一电动缝纫机;44、第二电动缝纫机;45、第一滑块;46、第一滑轨;47、连接板;48、连接孔;
46.5、固定架;51、螺母座;52、螺杆;53、连接柱;54、压盖;55、转动把手。
具体实施方式
47.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本实用新型进行详细阐述。
48.如图1-图17所示,本实施例公开了一种网布加工用缝边装置,包括加工台1,在所述加工台1的下部设有框架11(如图1-图2所示),用于对加工台1进行支撑。在所述加工台1的上部设有传送机构2,所述传送机构2包括传送带211,加工时,将网布放置在加工台1上,网布在传送带211的带动下进行移动,使网布在移动的同时进行自动折边、送绳和缝纫的加工。
49.在所述加工台1的上部设有两个折边机构3,两个所述折边机构3分别位于传送机构2的两侧(如图1-图2所示),用于对网布的两侧进行自动折边。所述折边机构3包括底板311,用于使网布在底板311上移动。在所述底板311的外侧连接有折边板312(如图7-图8所示),用于使网布的边沿部分沿着折边板312进行翻折。所述折边板312向靠近底板311的一侧翻折,所述底板311与折边板312之间形成折边腔313,所述折边腔313沿底板311长度方向的截面面积从后向前逐渐减小,使所述折边板312后侧端的高度大于折边板312前侧端的高度,从而使折边板312形成从后向前逐渐向底板311翻折的趋势。在对网布进行折边加工时,将网布两侧的边沿部分分别与两个底板311的后侧端对齐,网布在传送带211的带动下,向前移动,使网布的边沿部分移动到底板311上,并进入折边腔313,网布在向前移动过程中,边沿部分将与折边板312的内侧壁相接触,由于折边板312形成的通道逐渐变窄,网布的边沿部分将沿着折边板312的内侧壁,逐渐抬起,并向网布本体的方向进行翻折,使折边部分与网布本体之间形成倾斜的角度;随着网布继续向前移动,折边部分与网布本体之间的倾斜角度逐渐变小,在折边部分通过折边板312的前侧端时,折边部分与网布本体之间的夹角基本趋于0度,使折边部分基本与网布本体相贴合,从而完成了网布边沿部分的自动折边加工。由于折边机构3的形状固定,因此加工后网布折边部分的形状整齐,尺寸统一,且加工效率高,能够避免人工折边加工边带来的边沿部分不整齐、生产效率低的问题。
50.优选地,所述底板311与折边板312为一体成型,便于对折边板312进行翻折加工,
使折边机构3具有较高的强度,不易产生变形,使网布的折边加工形状整齐,尺寸统一。
51.优选地,所述折边板312的后侧端与底板311的后侧端的夹角为80度-90度,使网布的侧边逐渐向上抬起,并形成向网布本体翻折的趋势。所述折边板312的前侧端与底板311的前侧端的夹角为0度-10度,使折边部分在通过折边腔313时,与网布本体相贴合,完成折边。
52.在所述底板311的上部设有送绳机构32(如图7-图8所示),所述送绳机构32与水平方向呈倾斜角度,所述送绳机构32的后端的高度大于前端的高度;所述送绳机构32的前端位于折边腔313内,用于将绳子送入折边部分与网布本体之间。所述送绳机构32的后端连接有第一支撑架33,所述第一支撑架33固定安装在加工台1上,通过第一支撑架33对送绳机构32进行支撑。由于送绳机构32位于底板311的上部,能够避免送绳机构32与底板311上的网布相接触,从而避免送绳机构32对网布的移动造成阻力,并避免对网布的表面造成褶皱。
53.使用时,首先使绳子沿着送绳机构32的倾斜角度,逐渐向折边腔313内移动,使绳子的前端与网布相接触,然后继续移动绳子,使绳子的前端逐渐位于折边部分与网布本体之间,由于网布在折边腔313内逐渐向前移动,当折边部分逐渐与网布本体相贴合,且绳子位于折边部分与网布本体之间时,在摩擦力的作用下,绳子将随着网布一起向前移动,而无需额外的动力进行送绳。通过送绳机构32,无需人工进行过多的操作,即可实现自动送绳,从而提高了网布的加工效率,降低了人工的工作量。
54.在所述加工台1的两侧均设有加工槽4(如图1-图2所示),两个所述加工槽4分别位于两个折边机构3的前部;在两个所述加工槽4内分别设有第一安装座41和第二安装座42,在所述第一安装座41和第二安装座42上均设有第一电动缝纫机43;所述第一电动缝纫机43的缝纫针的位置,与折边机构3的前端的位置相对应,网布的边沿部分完成折边加工后,从折边机构3的前端输出,由于缝纫针的位置与折边机构3的前端的位置相对应,从而使缝纫针加工的缝线部分,能够将网布折边部分与网布本体缝制在一起。所述第一电动缝纫机43的缝纫针到传送带211的距离,小于同一侧送绳机构32到传送带211的距离,传送带211位于缝纫针和送绳机构32的内侧,由于绳子沿着送绳机构32进行输送,因此缝纫针到传送带211的距离,小于绳子到传送带211的距离,使缝纫针位于绳子的内侧,从而使缝纫针加工的缝线部分位于绳子的内侧,通过缝线部分将绳子缝制到折边部分与网布本体之间,完成缝边加工。通过电动缝纫机进行缝边加工,能够降低人工工作量,且生产效率较高。
55.作为一种优选的实施方式,在所述第一安装座41和第二安装座42上均设有第二电动缝纫机44(如图1-图2所示),所述第二电动缝纫机44与第一电动缝纫机43呈并列分布,且所述第二电动缝纫机44的缝纫针到传送带211的距离,小于第一电动缝纫机43的缝纫针到传送带211的距离。通过第二电动缝纫机44,能够对网布的折边部分与网布本体进行双线缝纫,使缝边更加牢固。
56.作为一种优选的实施方式,在所述第一安装座41的下部设有若干第一滑块45,在所述框架11上设有若干第一滑轨46,所述第一滑轨46的形状和位置与第一滑块45的形状和位置相对应,所述第一滑块45滑动安装在对应的第一滑轨46上(如图3-图4所示),使第一安装座41能够沿着第一滑轨46进行移动。在所述第一安装座41的下部还设有连接板47,在所述连接板47上设有连接孔48(如图5所示)。
57.在所述第一安装座41的外侧设有固定架5(如图1所示),所述固定架5与框架11固
定连接;在所述固定架5上穿设固定有螺母座51,在所述螺母座51上螺纹连接有螺杆52(如图3所示),当对螺杆52进行正转或反转时,螺杆52能够沿着螺母座51向内侧或外侧移动。所述连接孔48的位置与螺杆52的位置相对应,所述螺杆52的直径大于连接孔48的直径,所述螺杆52的内侧端与连接板47相接触,当螺杆52向内侧移动时,能够推动连接板47向内侧移动,进而带动第一安装座41及电动缝纫机向内侧移动。在所述螺杆52的内侧端上固定连接有连接柱53(如图6所示),所述连接柱53穿过连接孔48;在所述连接板47的内侧设有压盖54(如图4所示),所述压盖54的直径大于连接孔48的直径,所述压盖54与连接板47相接触,所述连接柱53与压盖54固定连接。当螺杆52向外侧移动时,能够带动连接柱53及压盖54向外侧移动,进而通过压盖54推动连接板47、第一安装座41及电动缝纫机向外侧移动。通过转动螺杆52,能够相应的改变电动缝纫机的加工位置。当加工网布的尺寸发生变化时,通过正转或反转螺杆52,带动第一安装座41及电动缝纫机向内侧或外侧移动,从而能够调节缝纫针与网布的相对位置,对不同尺寸的网布进行缝边加工。优选地,在所述螺杆52的外侧端上连接有转动把手55,方便操作人员对螺杆52进行转动。
58.作为一种优选的实施方式,所述送绳机构32包括从后向前依次连接的第一送绳槽321、弧形导向槽322和第二送绳槽323(如图11所示),所述第一送绳槽321、弧形导向槽322和第二送绳槽323呈l形分布;所述第一送绳槽321与第一支撑架33固定连接;在所述第一支撑架33上设有穿绳孔331(如图7-图8所示),所述穿绳孔331与第一送绳槽321相连通;两个所述第一支撑架33分别位于两个折边机构3的外侧。
59.使用时,绳子由穿绳孔331进入第一送绳槽321,然后进入弧形导向槽322,并由第二送绳槽323向外移出,进入折边腔313。弧形导向槽322用于连通第一送绳槽321和第二送绳槽323,能够减少绳子在移动过程中产生的磨损。由于送绳机构32呈l形,且第一支撑架33位于折边机构3的外侧,从而使盘放好的绳子的放置位置,能够位于折边机构3的外侧,远离网布,从而避免待加工绳子的放置位置对网布的移动造成影响。
60.优选地,在所述加工台1的两侧均设有第三支撑架36,在所述第三支撑架36上均设有圆锥形的导向罩361(如图12-图13所示),在所述导向罩361的中心位置均设有导向孔362,两个所述导向孔362的形状和位置分别与两个穿绳孔331的形状和位置相对应。使用时,待加工的绳子依次穿过导向孔362和穿绳孔331,进入送绳机构32,通过导向罩361,能够对输送中的绳子起到导向作用,减少绳子在输送过程中产生缠绕。
61.优选地,在所述台面6的顶壁上分别设有两个漫反射型光电开关37(如图12-图13所示),两个所述漫反射型光电开关37分别位于两个导向罩361的前部,所述漫反射型光电开关37的位置与导向孔362和穿绳孔331连线的位置相对应;在所述加工台1的外部设有控制器和报警器(图中未示出),所述漫反射型光电开关37和报警器均与控制器电连接。优选地,所述控制器为plc可编程控制器。漫反射型光电开关37用于检测导向孔362与穿绳孔331之间是否有绳子穿过,当有绳子穿过时,漫反射型光电开关37发出的光源信号将能够返回接收;当没有绳子穿过时,漫反射型光电开关37发出的光源信号将无法返回接收,从而触发检测条件,漫反射型光电开关37将信号传输至控制器,通过控制器启动报警器发出报警信号,提醒工作人员停止加工,并及时向送绳机构32补充绳子。
62.作为一种优选的实施方式,在所述折边机构3的前部连接有整型机构34,用于对网布的折边部分进行整型过渡。所述整型机构34包括过渡板341,在所述过渡板341的外侧连
接有整型板342(如图9-图10所示),所述整型板342向靠近过渡板341的一侧翻折,所述整型板342的底壁与过渡板341的顶壁相平行;所述过渡板341与底板311相连接,所述整型板342与折边板312相连接。使用时,网布的折边部分由折边腔313进入整型机构34,由于整型板342的底壁与过渡板341的顶壁相平行,使网布的折边部分与网布本体能够更好的贴合在一起,进行整型过渡,使折边部分更加整齐。折边部分从整型机构34移出后,便可进行缝纫加工。
63.优选地,在所述整型机构34的上部设有第二支撑架35,在所述第二支撑架35上活动安装有压轮351(如图7所示),所述压轮351位于整型机构34的前部,且所述压轮351的高度大于过渡板341的高度。整型后的网布的折边部分,在向前移动的同时,经过压轮351滚压作用,能够使折边部分与网布本体更加贴合,且能够对折边部分与网布本体之间的绳子起到整型作用,减少绳子产生弯曲变形,便于将绳子缝合在折边部分内。
64.作为一种优选的实施方式,在所述加工台1的前部的两侧侧壁上均固定安装有第一安装板212;在两个所述第一安装板212之间转动连接有从动辊213,所述从动辊213的两端通过轴承分别与两个第一安装板212转动连接;在两个所述第一安装板212之间固定连接有第一横梁214,所述从动辊213位于第一横梁214的前部(如图14所示)。
65.在所述加工台1的后部的两侧侧壁上分别固定安装有第二安装板215和第三安装板216;在所述第二安装板215的外侧壁上固定安装有减速机22,在所述减速机22上连接有电机221(如图1所示);在所述第三安装板216的外侧壁上设有传动机构23;在所述第二安装板215和第三安装板216之间固定连接有第二横梁217,在所述第二安装板215和第三安装板216之间转动连接有主动辊218,所述主动辊218的两端通过轴承分别与第二安装板215和第三安装板216转动连接;所述主动辊218位于第二横梁217的后部;所述传送带211的数量为两条,所述传送带211绕设在从动辊213和主动辊218上,通过主动辊218对传送带211进行驱动,通过传送带211带动网布在加工台1上移动,以进行缝边加工。
66.在所述第二安装板215和第三安装板216之间转动连接有进料辊222(如图2所示),所述进料辊222位于主动辊218的后部;所述进料辊222的一端延伸至第二安装板215的外部,且与减速机22相连接,通过电机221和减速机22驱动进料辊222转动,用于向加工台1输送网布进行缝边加工。所述进料辊222的另一端延伸至第三安装板216的外部,且与传动机构23传动连接;所述主动辊218的一端延伸至第三安装板216的外部,且通过传动机构23与进料辊222反向传动连接。主动辊218与进料辊222的转动方向相反,电机221驱动进料辊222转动的同时,进料辊222将动力通过传动机构23传递至主动辊218,对主动辊218的反向转动提供动力,因此只需一个电机,即可同时驱动进料辊222与主动辊218,从而对加工台1进行进料及驱动传送带211,并且使进料辊222与传送带211具有较好的同步性。
67.在所述加工台1的上部设有两个支撑梁223(如图14所示),两个所述支撑梁223分别位于两条传送带211的内侧;所述支撑梁223的两端分别固定套设在第一横梁214和第二横梁217上,通过第一横梁214和第二横梁217对支撑梁223进行支撑。在两个所述支撑梁223的外侧壁上均设有若干转动臂224;所述转动臂224的一端与支撑梁223转动连接,所述转动臂224的另一端转动连接有配重轮225,转动臂224的一端通过转轴与支撑梁223转动连接,且转动臂224的另一端通过转轴与配重轮225转动连接,使配重轮225能够沿着转动臂224进行转动,使配重轮225能够抬起或下降,以调节配重轮225的高度。所述配重轮225均与传送
带211的内侧壁相接触,配重轮225通过自身的重力压在传送带211的内侧壁上,将加工台1上的网布压紧在传送带211的下部,通过配重轮225增加传送带211与网布接触面的摩擦力,使网布与传送带211同步移动,由于配重轮225能够调节高度,从而能够相应的调整传送带211与网布之间的距离,使传送带211适应不同厚度的网布,对不同厚度的网布均能够提供适合的压力,使网布与传送带211能够同步运行,进而提高网布传送与网布缝边加工的同步率。在两个所述支撑梁223之间转动连接有若干压平辊226,通过压平辊226与两个传送带211之间的网布相接触,能够避免两条传送带211之间的网布,在移动过程中产生褶皱,提高网布的加工质量。
68.作为一种优选的实施方式,所述传动机构23包括依次啮合的第一齿轮231、第二齿轮232、第三齿轮233和第四齿轮234(如图15所示);所述第一齿轮231与进料辊222相连接,所述第二齿轮232和第三齿轮233均与第三安装板216转动连接,所述第四齿轮234与主动辊218相连接。进料辊222驱动第一齿轮231转动,并通过第二齿轮232、第三齿轮233和第四齿轮234,将动力传递至主动辊218,以驱动主动辊218进行反向的转动,通过主动辊218驱动传送带211运行。在所述传动机构23的外部罩设有保护壳235(如图2所示),所述保护壳235固定安装在第三安装板216的外侧壁上,通过保护壳235对第一齿轮231、第二齿轮232、第三齿轮233和第四齿轮234起到防护的作用。
69.作为一种优选的实施方式,在所述进料辊222的上部设有进料压紧组件25,所述进料压紧组件25包括压紧辊251(如图16所示),在所述压紧辊251的两端均转动连接有法兰轴承252;在所述第二安装板215和第三安装板216的上部均设有悬架253,在所述悬架253的下部均连接有气缸254;在所述气缸254的下部均设有滑动组件26(如图17所示),所述滑动组件26包括滑动板261、第二滑轨262和第二滑块263;两侧的所述滑动板261分别固定安装在两侧的法兰轴承252的外侧壁上,两侧的所述气缸254的活塞杆分别与两侧的滑动板261相铰接;两侧的所述第二滑块263分别固定安装在两侧的滑动板261的外侧壁上;两侧的所述第二滑轨262分别固定安装在第二安装板215和第三安装板216的内侧壁上;所述第二滑块263的形状和位置与第二滑轨262的形状和位置相对应,两侧的所述第二滑块263分别滑动安装在两侧的第二滑轨262上。
70.使用时,通过气缸254的活塞杆驱动滑动板261和压紧辊251进行升降,从而能够调节压紧辊251与进料辊222之间的距离,以适应不同厚度的网布,通过压紧辊251能够将网布压紧在进料辊222上,对网布的传送提供足够的摩擦力,将网布输送到加工台1上。通过滑块263沿着滑轨262移动,使气缸254驱动滑动板261和压紧辊251沿着滑轨262移动,起到导向的作用,使滑动板261和压紧辊251在升降时保持稳定的移动方向。
71.优选地,所述滑动组件26中滑轨262的数量为两个,且滑块263的数量为两个,能够对滑动板261和压紧辊251提供更加稳定的导向作用。
72.作为一种优选的实施方式,在所述第二安装板215和第三安装板216的后部均设有槽型光电开关27(如图2所示),两个所述槽型光电开关27的中心连线的位置与进料辊222的顶部轴线的位置相对应,使网布在输送过程中发生位置偏移时,网布一侧的边沿部分,从其中一个槽形光电开关27的发射端和接收端之间穿过,对发射端和接收端之间的信号进行遮挡,从而通过槽形光电开关27检测到网布在移动时发生偏移。在加工台1的外部设有控制器和报警器(图中未示出),所述槽型光电开关27、电机221、电动缝纫机和报警器均与控制器
电连接。生产过程中,网布在向加工台1进行输入时,当网布的一侧偏离预定移动路线,发生偏移时,将从一侧槽形光电开关27的发射端和接收端之间穿过,一侧的槽形光电开关27将检测到的信号发送至控制器,通过控制器关闭电机221和电动缝纫机,停止网布的输送和加工,并通过控制器启动报警器,发出报警信号,提醒工作人员对网布及时进行纠正,完成纠偏后再重新启动设备进行加工,避免因网布的偏移对产品的质量造成影响。
73.综上,本实用新型使网布在移动过程中,通过折边机构对网布的两侧边沿部分进行自动折边,使折边部分较为整齐,通过送绳机构使绳子随着网布的移动,自动送入网布的折边部分,且通过电动缝纫机,能够同时对网布的两侧进行自动缝纫,使加工后网布的边沿部分较为整齐,且能够提高产品的质量和生产效率。
74.本实用新型未详述之处,均为本技术领域技术人员的公知技术。最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。