1.本实用新型涉及一种加热及冷却一体式自动连续定型机。
背景技术:
2.现有的布匹(比如袖套)定型作业工艺流程是胚布套钢板(钢板为布料所需定型的形状)、加热定型(胚布受热后定型缩成钢板的形状,即所要的形状)、自然冷却、取出布料;
3.现有技术在定型完后需自然冷却一段时间,方可取出布料,且定型时需靠人为把布料套进钢板,定型完后再人工从钢板上取出布料。这种方式一方面自然冷却的耗时较长,造成了定型效率较低,另一方面套、取布料需靠人工操作,浪费了人力,存在生产效率较低且无法连续自动运行的问题。
技术实现要素:
4.本实用新型对上述问题进行了改进,即本实用新型要解决的技术问题是提供一种加热及冷却一体式自动连续定型机,使用方便且高效。
5.本实用新型是这样构成的,它包括机架,所述机架内部设置有可沿机架长度方向移动且用以给布料加热定型的加热组件,所述加热组件侧部设置有用以冷却定型后布料的冷却组件,所述机架前、后面分别设置有进布机构和收布机构,用以对布匹进行送料。
6.进一步的,所述进布机构与收布机构之间设置有多个钢板,每个钢板外部包设有铁氟龙胶带层。
7.进一步的,所述进布机构包括进料架,所述进料架上方设置有多个进料轮组,相邻进料轮组错位设置,每个进料轮组包括至少两个进料轮,两个进料轮之间设置有进料口支架,所述进料口支架后方与钢板连接,所述进料口支架两侧部设置有尼龙轮,用以将布料套进进料支架并使布料位于尼龙轮与进料轮之间,所述进料轮由位于进料架下方的进料电机驱动转动。
8.进一步的,所述收布机构包括收布架,所述收布架上方设置有多个隔板,相邻隔板之间设置有两个上下分布的硅胶皮带传送机构,钢板后端延伸至两个硅胶皮带传送机构之间。
9.进一步的,所述加热组件包括上下对称设置的加热铝板,所述加热铝板外围设置有加热保温棉框架,每个加热铝板由气缸驱动升降,用以夹住位于两个加热铝板之间的布料。
10.进一步的,所述冷却组件包括上下对称设置的冷却排孔板,所述冷却排孔板外围设置有冷却保温棉框架,每个冷却排孔板由气缸驱动升降,用以靠近位于两个冷却排孔板之间的布料。
11.进一步的,所述机架内部上、下方设置有移动台,所述移动台沿移动台长度方向设置有多个滑轮组,用以与设置在机架上、下方的导轨滑动配合,所述滑轮组包括至少两个由前至后贯穿移动台的转轴,所述转轴前后端设有滑轮,两个转轴前部均设置有联动齿轮,不
同转轴上的联动齿轮之间经联动链条连接,其中一转轴后部设置有从动齿轮,所述移动台上设置有伺服电机,所述伺服电机输出轴设有主动齿轮,所述主动齿轮与从动齿轮之间设有链条。
12.与现有技术相比,本实用新型具有以下有益效果:本装置结构简单,设计合理,操作方便,布料由进布机构带进部分布料至钢板,同时收布机构辅助将布料拉出覆盖至整片钢板;通过移动台带动加热组件移动至钢板区域,通过夹紧钢板上的布料进行加热定型;移动台再带动冷却组件移动至钢板区域,对布料进行冷却;最后通过收布机构对定型好的部分进行收布,将该节布料拉出钢板,同时并拉出下一节布料进行重复循环;相比现有的定型工艺,加热及冷却一体化,可提高生产效率,通过新设计的进出料结构可实现无人自动连续生产。
附图说明
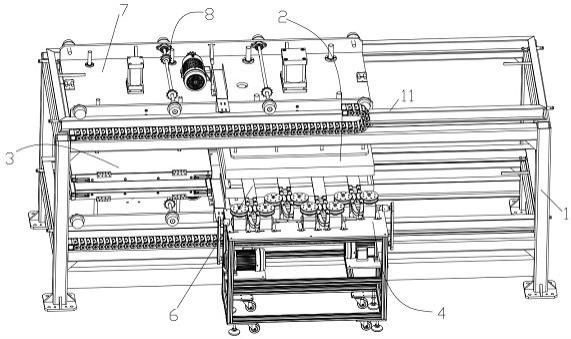
13.图1为本实用新型实施例立体图一;
14.图2为本实用新型实施例立体图二;
15.图3为本实用新型实施例侧视图;
16.图4为本实用新型实施例局部俯视图;
17.图5为本实用新型实施例加热组件结构示意图;
18.图6为图5的局部放大图a;
19.图7本实用新型实施例冷却组件结构示意图;
20.图8为本实用新型实施例进布机构示意图;
21.图9为本实用新型实施例收布机构示意图一;
22.图10为本实用新型实施例收布机构示意图二;
23.图11为本实用新型实施例进料口支架结构示意图;
24.图12为本实用新型实施例硅胶皮带传送机构结构示意图;
25.图中:1-机架,11-导轨,2-加热组件,21-加热铝板,22-加热保温棉框架,23-加热气缸,24-固定板,25-螺栓,26-弹簧,3-冷却组件,31-冷却排孔板,32-冷却保温棉框架,33-冷却气缸,4-进布机构,41-进料架,42-进料轮组,421-进料轮,43-进料口支架,431-进料板,432-固定块,44-尼龙轮,45-进料电机,5-收布机构,51-收布架,52-隔板,53-硅胶皮带传送机构,531-皮带辊,532-硅胶皮带,533-从动皮带轮,534-主动皮带轮,535-导轮,536-传动齿轮,537-传动轴,54-收布电机,55-轴承,56-张紧调节把手,6-钢板,7-移动台,8-滑轮组,81-转轴,82-滑轮,83-联动齿轮,84-伺服电机,85-主动齿轮,86-从动齿轮,9-导向柱。
具体实施方式
26.下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
27.实施例:如图1~12所示,本实施例中,提供一种加热及冷却一体式自动连续定型机,包括机架1,所述机架内部设置有可沿机架长度方向移动且用以给布料加热定型的加热组件2,所述加热组件侧部设置有用以冷却定型后布料的冷却组件3,所述机架前、后面分别设置有进布机构4和收布机构5,用以对布匹进行送料。
28.上述的进布机构与收布机构之间设置有多个钢板6,每个钢板外部包设有铁氟龙胶带层;钢板可以安装在设置在进料架上的支撑架上。
29.在本实施例中,进布机构4包括进料架41,所述进料架上方设置有多个进料轮组42,相邻进料轮组错位设置,每个进料轮组包括至少两个进料轮421,两个进料轮之间设置有进料口支架43,所述进料口支架后方与钢板前端连接,所述进料口支架两侧部设置有尼龙轮44,用以将布料套进进料支架并使布料位于尼龙轮与进料轮之间,所述进料轮由位于进料架下方的进料电机45驱动转动;进料轮的直径可以大于尼龙轮且也可以采用尼龙轮。
30.上述的进料口支架由四块进料板431和用以连接四块进料板的两个固定块432组成,尼龙轮分别位于相应侧的上下两块进料板之间。
31.在本实施例中,收布机构5包括收布架51,所述收布架上方设置有多个隔板52,相邻隔板之间设置有两个上下分布的硅胶皮带传送机构53,钢板后端延伸至两个硅胶皮带传送机构之间。
32.工作时,定型完的布料要通过收布机构进行收布;收布机构原理为上、下两层硅胶皮带中间夹着套着钢板的布料,当硅胶皮带转动的时候硅胶皮带和布的摩擦力大于布和包有铁氟龙胶带钢板的摩擦力,且钢板的另一端又是固定在进料口的支架上,因此布料会被皮带缓慢带出脱离钢板,而钢板则不动;另外皮带可以通过收布电机驱动,收布电机可以是伺服电机,出布的长度可通过plc进行设定。
33.硅胶皮带传送机构由两根皮带辊531、分别贯穿两根皮带辊的两根传动轴537、套设在两根皮带辊上的硅胶皮带532组成,两根传动轴横向贯穿所有的隔板、皮带辊以及硅胶皮带。位于下方的硅胶皮带传送机构中的其中一皮带辊端部设有从动皮带轮533,另一皮带辊端部设有主动皮带轮534,从动皮带轮与主动皮带轮之间套有皮带,所述主动皮带轮由设置在收布架上的收布电机驱动转动。
34.所述皮带上方设置有导轮535,所述导料安装在隔板上。
35.位于上方的硅胶皮带传送机构中位于前方的传动轴端部、位于下方的硅胶皮带传送机构中位于前方的传动轴端部均设有传动齿轮536,两个传动齿轮相啮合;同理,位于上方的硅胶皮带传送机构中位于后方的传动轴端部、位于下方的硅胶皮带传送机构中位于后方的传动轴端部也均设有相互啮合的传动齿轮。
36.上述的隔板内部设有轴承55,用以相应皮带辊穿设,增强稳定性;此外,隔板上设置有张紧调节把手56,用以调节布料的夹紧程度。
37.在本实施例中,所述加热组件2包括上下对称设置的加热铝板21,所述加热铝板外围设置有加热保温棉框架22,防止热量损失;每个加热铝板由加热气缸23驱动升降,用以夹住位于两个加热铝板之间的布料;加热气缸固定在移动台上。
38.在本实施例中,所述冷却组件3包括上下对称设置的冷却排孔板31,所述冷却排孔板外围设置有冷却保温棉框架32,防止冷气流失;每个冷却排孔板由冷却气缸33驱动升降,用以靠近位于两个冷却排孔板之间的布料;冷却气缸固定在移动台上。
39.在本实施例中,所述机架内部上、下方设置有移动台7,所述移动台沿移动台长度方向设置有多个滑轮组8,用以与设置在机架上、下方的导轨11滑动配合,所述滑轮组8包括至少两个由前至后贯穿移动台的转轴81,所述转轴前后端设有滑轮82,两个转轴前部均设置有联动齿轮83,不同转轴上的联动齿轮之间经联动链条(图中未标出)连接,其中一转轴
后部设置有从动齿轮86,所述移动台上设置有伺服电机84,所述伺服电机输出轴设有主动齿轮85,所述主动齿轮与从动齿轮之间设有链条(图中未标出)。
40.通过伺服电机转动经链传动驱动转轴、滚轮转动,从而带动移动台左右移动。
41.加热组件和冷却组件设置在两个移动台之间,可以随两个移动台左右移动;位于上方的加热铝板、冷却排孔板固定在位于上方的移动台下方,位于下方的加热铝板、冷却排孔板固定在位于上方的移动台上方。
42.上述的加热铝板与移动台之间设置有固定板24,所述固定板与加热铝板之间经螺栓25连接,螺栓外部套设有弹簧26,弹簧两端分别抵靠在固定板与加热铝板之间。
43.固定板、冷却排孔板与移动台之间均设有导向柱9,所述导向柱上部贯穿移动台且移动台可沿导向柱上下移动,所述导向柱下端与固定板或冷却排孔板连接。
44.在本实施例中,工作时,将袖套布料套进进料口支架上,采用进料轮压紧布料外表面,使布料位于进料轮与尼龙轮之间;开始进料,进料轮转动带进部分布料;收布机构启动,将布料拉出覆盖至整片钢板上;移动台移动,带动加热组件移动至钢板区域;两个加热铝板分别下压和上顶,夹住钢板上的布料进行加热定型;加热定型以后两个加热铝板分开,移动台移动将冷却组件移动至钢板区域,两个冷却排孔板分别下压和上顶,靠近钢板上的布料,释放冷气进行冷却,冷却完毕后冷却排孔板复位;收布机构动作开始进行收布,同时继续拉出下一节布匹进行加热定型、冷却的工作。
45.上述本实用新型所公开的任一技术方案除另有声明外,如果其公开了数值范围,那么公开的数值范围均为优选的数值范围,任何本领域的技术人员应该理解:优选的数值范围仅仅是诸多可实施的数值中技术效果比较明显或具有代表性的数值。由于数值较多,无法穷举,所以本实用新型才公开部分数值以举例说明本实用新型的技术方案,并且,上述列举的数值不应构成对本实用新型创造保护范围的限制。
46.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述上对零部件进行区别如没有另行声明外,上述词语并没有特殊的含义。
47.同时,上述本实用新型如果公开或涉及了互相固定连接的零部件或结构件,那么,除另有声明外,固定连接可以理解为:能够拆卸地固定连接( 例如使用螺栓或螺钉连接),也可以理解为:不可拆卸的固定连接(例如铆接、焊接),当然,互相固定连接也可以为一体式结构( 例如使用铸造工艺一体成形制造出来) 所取代(明显无法采用一体成形工艺除外)。
48.另外,上述本实用新型公开的任一技术方案中所应用的用于表示位置关系或形状的术语除另有声明外其含义包括与其近似、类似或接近的状态或形状。
49.本实用新型提供的任一部件既可以是由多个单独的组成部分组装而成,也可以为一体成形工艺制造出来的单独部件。
50.最后应当说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其限制;尽管参照较佳实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本实用新型的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本实用新型技术方案的精神,其均应涵盖在本实用新型请求保护的技术方案范围当中。