1.本发明涉及一种主动供线装置。
2.本发明还涉及一种安装有上述主动供线装置的缝纫机。
3.本发明又涉及一种用于上述缝纫机的主动供线方法。
背景技术:
4.缝纫机的机壳上通常都安装有夹线器和挑线机构,面线从夹线器和挑线机构中穿过后再穿入机针中。夹线器的结构可以参加申请号为201920411036.7的中国实用新型专利所公开的一种夹线装置,或者参考申请号为201810436759.2的中国发明专利申请所公开的一种缝纫机的夹线装置。现有缝纫机,是通过调节夹线器张力来控制线迹,控制每一个线迹的供线长度,形成线迹,可以说每一道缝线的线张力都是固定的。
5.缝纫机在缝纫时,如平缝机,在每一个线迹中,当机针带着面线穿刺过缝料时、当旋梭勾线时、当旋梭中梭架外形使线环扩大时、当送料机构拉扯面线时、以及当挑线机构挑线时,都会对面线产生瞬时张力。因此,现有的缝纫机中,只有在缝纫机中的相关机构执行的动作对面线产生张力时,面线才会被拉扯,并随作用力移动一定距离,即现有的缝纫机只能被动供线。
6.进一步地,上述在每一个线迹的形成过程中具有多次拉扯面线的动作,从而导致面线的张力多次突然增大、突变。并且,在每一个线迹的形成过程中,面线的张力变化曲线并不像供线曲线和需线曲线那样平滑的抛物线,而是随着各种拉扯面线的动作在不断突变,每一次的突变都有一个张力的尖峰,而这些尖峰都在考验面线的断裂强度。或者说,每少一个拉扯面线的动作,就能使面线的张力变化平稳,面线的断线几率也就越低。但是,现有的缝纫机中,每一个线迹的形成过程中多次拉扯面线的动作是不可或缺的,无法减少。
7.进一步地,在缝纫机中挑线机构挑线时,是将面线从针板下面的勾线机构中收上来,线迹从松弛到收紧,此过程中面线的张力来源于缝纫机中一个个过线件的逐步拉紧;当缝纫机中送料机构完成送料时,挑线机构中的挑线杆到达最高点,面线被所有的过线件拉紧,线迹到达最理想的状态。上述过程中,每一个过线件对面线的拉紧都是一次使面线张力增加的过程,过线件越多,线道越复杂,面线张力变化的次数也就越多,面线收线时的阻力也就越大,而夹线器对面线的夹紧力就需要增加至能抵消收线的阻力,由此来收紧缝线。但是,缝纫机中过线件越多,线道越复杂,形成不良线迹、缝线断线的几率就越高。
8.进一步地,众所周知,固体的表面必定有缺陷,现有缝纫机都是通过零件外形、轮廓、运动等动作配合,来对面线的线环进行扩张,由此拉扯面线,使面线被动供线并形成线迹。上述过程中,面线是以被拉扯的状态从零件表面强行通过。当零件表面有毛刺、磨损、甚至是稍微一点凹凸不平时,在扩大面线线环的时候,这些零件表面缺陷就会破坏面线,造成断线,并会持续对面线造成破坏。因此,对缝纫机中与缝线直接接触的过线件的表面光洁度、安装精度等提出了非常高的要求,也就增加了过线件的加工成本。比如:平缝机的下轴与旋梭转速最高达10000转/分,缝线要不断从旋梭与梭架导轨之间的磨损间隙被动强行拖
过,故目前缝纫机对旋梭的加工要求极高,某些旋梭价格高达1000人民币/个,价格极其昂贵。
9.进一步地,缝线是由若干股纱支进行左旋或者右旋的捻合而成的;现有技术中的夹线器是通过夹线簧提供张力的,夹线簧抵接住夹线板,夹线板夹紧缝线,缝线是从夹线器的两个夹线板之间强行拖过去的,这样会破坏缝线的捻度,使缝线捻度不均匀。当缝线因纤维问题、或捻度不均匀导致缝线劈线的时候,较粗、较长、断掉的纱股会随着缝线的消耗一直向后推,进一步破坏缝线捻度,形成退捻、硬结,硬结累积到一定程度时跳过夹线器,张力突然变大;而缝线两端不断进行过线动作,有退捻必有加捻,直至缝线断裂。即:夹线器至机针段缝线退捻,夹线器至线架段缝线加捻。所以,当每次挑线机构挑线时停机,我们看到必然是受损的缝线,它不仅仅是过线件将缝线拉毛,还有夹线器对缝线的破坏。
10.缝线一定程度上的加捻、退捻、以及散开,导致线环会变得不稳定,向前偏或向后偏;勾线机构勾线时,丝光线、或粗线线环就容易只勾到其中一部分缝线,造成劈线;细棉线或细涤纶线线环就会扭曲变形造成跳针和断线;而挑线杆收线时,加捻的缝线扭曲后还会形成蝴蝶状的线迹浮点;硬结也会导致线迹出现浮点,更大机率是直接断线。
技术实现要素:
11.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种主动供线装置,能够进行主动供线,避免缝线被破坏,降低断线几率。
12.为实现上述目的,本发明提供一种主动供线装置,包括固定座、两个都可转动地安装于固定座的供线轮、形成在两个供线轮外周面之间的夹线间隙、以及安装在固定座上的驱动源,所述驱动源与供线轮相连、驱动供线轮转动。
13.进一步地,两个所述供线轮分别为主动供线轮和从动供线轮,所述驱动源与主动供线轮相连、驱动主动供线轮双向转动。
14.进一步地,所述驱动源为一电机,所述主动供线轮固定在电机的电机轴上。
15.进一步地,所述主动供线轮包括轮主体部、以及从轮主体部的一端轴向延伸出的轮连接部,所述轮连接部与电机的电机轴通过螺钉相固定,所述夹线间隙形成在轮主体部和从动供线轮的外周面之间。
16.进一步地,所述轮主体部包括夹线部和连接在夹线部两端的防脱线部,所述夹线部的外周面和从动供线轮的外周面之间形成有所述夹线间隙,所述防脱线部的外径大于夹线部的外径,两个所述防脱线部分别位于从动供线轮两端的外侧、且所述防脱线部近邻于从动供线轮。
17.进一步地,所述固定座包括相连的第一固定板和第二固定板,所述驱动源固定在第一固定板上,所述从动供线轮可转动地安装在第二固定板上。
18.进一步地,所述第二固定板中固定有一支撑轴,该支撑轴与主动供线轮的中心轴线相平行,所述从动供线轮通过轴承可转动地安装在支撑轴上。
19.本技术还提供一种缝纫机,包括机壳和如上所述的主动供线装置,所述主动供线装置的固定座安装在机壳上。
20.本技术又提供一种主动供线方法,使用如上所述的缝纫机,所述主动供线方法包括以下步骤:
21.s1、使主动供线装置的驱动源和缝纫机中的主电机都与缝纫机的电控模块相连,所述缝纫机的电控模块中存储有供线角度区,该供线角度区对应缝纫机中主电机的转角;
22.s2、缝纫机开始运转,所述缝纫机的电控模块获取主电机的实时转角、并判断主电机的实时转角是否在供线角度区内;
23.当缝纫机的电控模块判断主电机的实时转角在供线角度区内时,则缝纫机的电控模块向主动供线装置的驱动源发送指令,主动供线装置的驱动源驱动供线轮转动,使主动供线装置执行向机针输送缝线的供线状态,使缝线处于松弛的状态。
24.如上所述,本发明涉及的主动供线装置、缝纫机以及主动供线方法,具有以下有益效果:
25.本技术中的主动供线装置可以应用在上线(面线)供线,也可以应用在弯针线(下线或底线)供线,还可以独立与缝纫机外。在缝纫机需要供线时能够向机针输送缝线,使缝线的供线量大于需线量,进而使缝纫机中的部件拉扯缝线时缝线仍然能够处于松弛的状态,缝线的线张力低,缝线并以线张力较低的状态从缝纫机中部件的表面轻松滑过,而不是像现有技术中缝线被拉扯着强行拖过缝纫机中部件的表面,由此避免缝线被破坏、甚至是断线,并且降低对缝纫机中与缝线直接接触的过线件的表面光洁度、安装精度的要求,最终降低缝纫机的制造成本。同时,主动供线装置可以对供线速度快慢、供线时间进行控制,满足缝纫时对于供线量与供线张力的调节。
附图说明
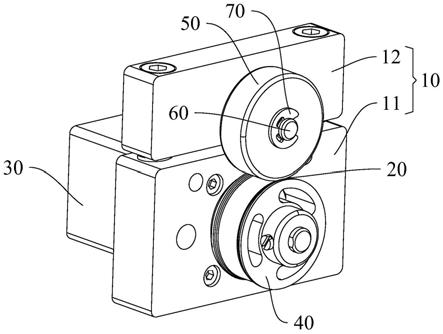
26.图1至图3为本技术中主动供线装置在不同视角下的结构示意图。
27.(其中,图1和图2省略了缝线。)
28.图4为本技术中主动供线装置执行动作与缝纫机执行动作之间的关系图。
29.元件标号说明
30.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固定座
31.11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一固定板
32.12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二固定板
33.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
夹线间隙
34.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
驱动源
35.40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
主动供线轮
36.41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轮主体部
37.411
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
夹线部
38.412
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
防脱线部
39.42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轮连接部
40.50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
从动供线轮
41.60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支撑轴
42.70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位卡簧
具体实施方式
43.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明
书所揭露的内容轻易地了解本发明的其他优点及功效。
44.须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
45.本技术提供一种缝纫机,该缝纫机包括机壳、以及主动供线装置,主动供线装置固定安装在机壳上。除此,缝纫机还包括电控模块、以及驱动缝纫机中主轴运转的主电机,主电机与电控模块相连,电控模块能够控制主电机的运转、以及能够获取主电机的实时转角。
46.如图1至图3所示,本技术涉及的主动供线装置包括固定座10、两个都可转动地安装于固定座10的供线轮、形成在两个供线轮外周面之间的夹线间隙20、以及安装在固定座10上的驱动源30;固定座10可以直接固定在缝纫机机壳上,也可以通过支架等固定于缝纫机机壳,实现固定座10安装在缝纫机机壳上,进而将主动供线装置整体安装在机壳上;驱动源30与供线轮相连、驱动供线轮转动。
47.基于具有上述主动供线装置的缝纫机,本技术还提供一种主动供线方法,主动供线方法使用具有上述主动供线装置的缝纫机,主动供线方法包括以下步骤:
48.s1、使主动供线装置的驱动源30与缝纫机的电控模块相连,缝纫机的电控模块中预先存储有供线角度区,该供线角度区对应缝纫机中主电机的转角;
49.s2、缝纫机开始运转,缝纫机的电控模块获取主电机的实时转角、并判断主电机的实时转角是否在供线角度区内;当缝纫机的电控模块判断主电机的实时转角在供线角度区内时,则缝纫机的电控模块向主动供线装置的驱动源30发送指令,主动供线装置的驱动源30驱动供线轮转动,使主动供线装置执行向机针输送缝线的供线状态,使缝线处于松弛的状态。
50.因此,本技术中的主动供线装置主动供线装置可以应用在上线(面线)供线,也可以应用在弯针线(下线或底线)供线。在缝纫机需要供线时能够向机针输送缝线,使缝线的供线量大于需线量,进而使缝纫机中的部件拉扯缝线时缝线仍然能够处于松弛的状态,缝线的线张力低,缝线并以线张力较低的状态从缝纫机中部件的表面轻松滑过,而不是像现有技术中缝线被拉扯着强行拖过缝纫机中部件的表面,由此避免缝线被破坏、甚至是断线,并且降低对缝纫机中与缝线直接接触的过线件的表面光洁度、安装精度的要求,最终降低缝纫机的制造成本。
51.进一步地,用于实现驱动源30与供线轮相连、驱动供线轮转动的结构有多种。比如:驱动源30有两个、分别驱动两个供线轮转动,两个供线轮的转动方向相反,此时,两个供线轮都为主动供线轮40。或者,驱动源30有一个,驱动两个供线轮中的一个供线轮转动,另一个供线轮以接触配合的方式随之转动,此时,两个供线轮分别为主动供线轮40和从动供线轮50。本实施例中,两个供线轮分别为主动供线轮40和从动供线轮50,如图1至图3所示,驱动源30为一电机,主动供线轮40固定在电机的电机轴上,驱动源30与主动供线轮40相连,从动供线轮50可转动地安装在固定座10上,从动供线轮50的外周面和主动供线轮40的外周
面接触配合、且两者之间形成夹线间隙20。
52.进一步地,电机的电机轴能够双向转动,以图3所示的视图角度为例:当电机的电机轴正向转动时,电机带动主动供线轮40顺时针转动,主动供线轮40带动从动供线轮50逆时针转动,两者相配合驱动缝线向左移动,缝线向靠近机针的方向被输送,主动供线装置执行主动供线的动作。当电机的电机轴反向转动时,电机带动主动供线轮40逆时针转动,主动供线轮40带动从动供线轮50顺时针转动,两者相配合驱动缝线向右移动,缝线向远离机针的方向被输送,主动供线装置执行主动收线的动作。因此,该主动供线装置能够实现主动供线和主动收线,能够较好地匹配于缝纫机中刺料、勾线、送料、挑线等动作。当主动供线装置执行主动收线时产生的收线量能满足缝纫机要求的收线量时,缝纫机中可以不配置挑线机构,即缝纫机中仅配置能够主动供线和主动收线的主动供线装置即可。当主动供线装置执行主动收线时产生的收线量不能满足缝纫机要求的收线量时,则缝纫机中还可配置有挑线机构,挑线机构具有多个过线件。另外,由于本技术中的主动供线装置具有主动供线和主动收线的功能,故本技术通过主动供线和主动收线的动作来控制缝线的进给,通过设定供线量、收线量两者的差值,最终控制每一个线迹的供线长度,而不是如现有技术中通过控制夹线器的夹线力来控制线迹。因此,本技术中缝线的张力不需要一直保持,即:通过缝纫机各大机构的协同运转,在缝纫机中主轴转动一圈360度的区间内,只有在需要收线的区间内,缝纫机的电控模块控制主动供线装置进行主动收线的动作,使缝线张紧,完成线迹,而在其他大部分角度区间内,缝线都处于松弛状态。
53.进一步地,如图1至图3所示,固定座10包括相连的第一固定板11和第二固定板12,驱动源30固定在第一固定板11上,主动供线轮40固定在驱动源30的输出轴上,从动供线轮50可转动地安装在第二固定板12上,第一固定板11和第二固定板12之间的排布方式、与主动供线轮40和从动供线轮50之间的排布方式相同。从动供线轮50与第二固定板12之间的连接结构为:第二固定板12中固定有一支撑轴60,该支撑轴60与主动供线轮40的中心轴线相平行,从动供线轮50通过轴承可转动地安装在支撑轴60上。优选地,支撑轴60上还固定有限位卡簧70,限位卡簧70位于从动供线轮50的端部处,限位卡簧70对从动供线轮50形成轴向限位。
54.进一步地,如图1和图2所示,主动供线轮40包括轮主体部41、以及从轮主体部41远离第一固定板11的一端轴向延伸出的轮连接部42,轮连接部42与电机的电机轴通过螺钉相固定,夹线间隙20形成在轮主体部41和从动供线轮50的外周面之间,轮连接部42的外径小于轮主体部41的外径。优选地,轮主体部41包括夹线部411和连接在夹线部411两端的防脱线部412,夹线部411和从动供线轮50都呈圆柱体状,夹线部411的外周面和从动供线轮50的外周面之间形成有夹线间隙20,防脱线部412的外径大于夹线部411的外径,两个防脱线部412分别位于从动供线轮50两端的外侧、且防脱线部412近邻于从动供线轮50,从而可防止缝线从夹线间隙20中脱出。
55.进一步地,配置有上述主动供线装置的缝纫机的机型可以为平缝机、绷缝机、包缝机、双针机、其他特种机型等,主动供线装置具有主动供线和主动收线的功能,能够完全替换缝纫机中原有的夹线器组件,既可以用于上线供线,也可以用于下线供线。在本技术中的主动供线装置的主动收线的收线量满足条件的情况下,本技术中的主动供线装置还能替换缝纫机中原有的挑线机构。通过本技术涉及的主动供线装置、以及由该主动供线装置执行
的主动供线动作,简化线道,降低缝线的线张力,保护缝线捻度不被破坏,降低缝线的断线机率,减少浮点,降低缝线劈线机率,缝线在出现磨损的勾线机构上也不容易断线,降低缝纫机的制造成本。下述以平缝机为例,对主动供线装置的工作原理进行详细叙述。
56.如平缝机包括机壳、由主电机驱动转动的主轴、安装在主轴左端的针杆机构和挑线机构、与主轴相平行的下轴、连接在主轴和下轴之间的传动机构、固定在下轴左端的旋梭(即勾线机构)、牙架、固定在牙架上的送料牙、连接在主轴和牙架之间的送料机构、如上所述的主动供线装置、以及电控模块;主电机和主动供线装置中的驱动源30都与电控模块相连;主电机带动主轴同步转动,主电机的转角和主轴的转角相同;针杆机构、挑线机构和送料机构都由主轴驱动运动,主轴通过传动机构带动下轴转动,下轴带动旋梭运转,针杆机构中的机针上下往复运动、与旋梭的回转运动相配合,进行缝纫,在缝料上形成线迹;面线从主动供线装置的夹线间隙20中穿过。
57.主电机带动主轴同步地顺时针转动一圈360
°
、形成一个线迹的过程中,如图4所示,主电机的转角从23
°
顺时针转至157
°
的区域为刺料区域w1,刺料区域w1内机针带着面线向下穿刺过缝料;主电机的转角从117
°
顺时针转至212
°
的区域为勾线区域w2,勾线区域w2内旋梭勾住面线形成的线环;主电机的转角从209
°
顺时针转至335
°
的区域为挑线区域w3,挑线区域w3内挑线机构动作、收紧面线;主电机的转角从201
°
顺时针转至360
°
、再顺时针转至23
°
的区域为送料区域w4,送料区域w4内送料牙从针板的齿槽中向上冒出、向上顶缝料。因此,主电机带动主轴同步地顺时针转动一圈360
°
的过程中,至少在刺料区域w1内需要供给面线,至少在挑线区域w3内需要收紧面线。较优地,本实施例中,缝纫机的电控模块存储有供线角度区和收线角度区,供线角度区为0
°
~α、以及335
°
~360
°
,收线角度区为209
°
~335
°
,α为157
°
~209
°
这一区间内的任一角度值,即供线角度区涵盖全部刺料区域w1、以及前部分勾线区域w2,收线角度区涵盖后部分勾线区域w2、以及全部挑线区域w3。缝纫机运转过程中,当缝纫机的电控模块判断主电机的实时转角在供线角度区内时,缝纫机的电控模块控制主动供线装置的驱动源30正向转动,主动供线装置执行主动供线的动作;当缝纫机的电控模块判断主电机的实时转角在收线角度区内时,缝纫机的电控模块控制主动供线装置的驱动源30反向转动,主动供线装置执行主动收线的动作。
58.具体说,如图4所示,主电机带动主轴从0
°
开始顺时针转动时,主动供线装置向机针方向输送面线、主动供线,面线处于松弛的状态。随着缝纫机继续运转,主电机带动主轴转动至117
°
,旋梭勾住面线形成的线环,此时,主动供线装置仍然执行主动供线的动作,提供更多的供线量,使缝纫机的供线量大于需线量,旋梭勾线的动作对面线产生张力的同时面线仍保持松弛的状态。主电机带动主轴转动至α(即157
°
~209
°
这一区间内的任一角度值),主动供线装置开始执行主动收线的动作,此时,旋梭仍然处于勾线状态,但在旋梭脱线前,主动供线装置的主动收线动作能够将线环略微收紧,保证脱线时线环的稳定性;主动供线装置执行主动收线的动作,配合送料牙的送料动作,收紧线迹。主电机带动主轴转动至335
°
,主动供线装置开始执行主动供线的动作,为下一个线迹的循环准备。每形成一个线迹时,旋梭初始勾线时,保持松弛状态的面线的线张力极低,面线从旋梭的零件表面与间隙轻松的滑过,扩大线环,而非如现有技术中面线被拉扯着强行拖过旋梭的零件表面与间隙,故面线受旋梭的零件表面质量的影响较小,即使旋梭的零件表面稍有毛刺,也不容易断线。因此,本技术所述的主动供线的缝纫机的断线几率要大大低于现有技术中被动供线的缝纫
机,由此可以使用低成本的勾线机构,比如低成本的旋梭、低成本的弯针等,大大降低缝纫机的制造成本。
59.本技术涉及的主动供线装置可以主动提供更多的供线量,使勾线机构在面线松弛的状态下完成勾线。主动供线装置的供线量和收线量是由电控模块控制驱动源30采用一定转速、主动供线轮40中夹线部411的外径、以及从动供线轮50的外径来实现的,故主动供线装置独立于缝纫机的主电机,主动供线装置拥有任意的供线时间、供线量、收线时间和收线量。通过缝纫机的电控模块控制主动供线装置的驱动源30的转动,缝线只有在缝纫机线迹需要收紧时才产生收线张力,其他时候缝线线张力都很低,其收线时间是可控的。
60.进一步地,本技术中的主动供线装置是在电机的驱动下、由主动供线轮40与被动供线轮之间的接触面进行滚动来驱动缝线移动的,实现主动供线和主动收线,其与现有技术中利用夹线簧使两个夹线板夹紧缝线的主动供线装置相比,本技术不会破坏缝线的捻度。每个线迹的供线长度是由缝纫机的电控模块决定的,每个线迹的单根线供线长度相等,不会出现线迹浮点。另外,缝纫机的电控模块还能精确控制每一个不同厚度、不同针距的针脚线迹的用线量,确保缝纫机始终在低张力下进行缝纫。
61.综上所述,本技术涉及的主动供线装置、以及安装有该主动供线装置的缝纫机具有下述优点:
62.1、缝线低张力,可以提供比需线量更大的供线量,所以,在勾线机构扩大线环的时候,线不是绷紧的,勾线机构可以在缝线松弛的状态下完成勾线,极大的降低了缝线的张力;并且,低张力意味着低断线机率,更好的线迹,更具有弹性的线迹。
63.2、具有任意的供线量与收线量、任意的供线时间与收线时间,其参数是通过缝纫机电控模块进行设定的,具有极高的自由度。
64.3、能够主动收线,具有与挑线机构同样的功能,能够简化挑线机构、简化线道,进一步的降低缝纫机线张力和摩擦力。
65.4、可以使用低成本旋梭、低成本勾线机构,降低缝纫机的制造成本。
66.5、不会破坏缝线的捻度,保持供给缝线的完整性,保持线环的稳定性,降低跳针、断线、劈线机率。
67.6、每个线迹所组成的每根缝线,其供线长度可以是设定控制,降低锁式线迹浮点机率、美化线迹。
68.所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
69.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。