1.本实用新型涉及腹部垫生产设备的技术领域,更具体的说是涉及一种腹部垫加工用缝制单元。
背景技术:
2.人体在手术过程中,医用需要用腹部垫来擦拭手术刀口和手术器械上的血液以方便看清人体相关部位,精确进行手术,因此医院对此需求量在逐年增加,生产厂家生产的效率需要随着需求量而提高,目前腹部垫的生产工序中以由自动化生产代替,自动化生产设备中必然包括输送机构、翻折机构以及缝纫机构,本实用新型针对的是缝纫机构,众所周知,一张完整的腹部垫是需要多张腹部垫叠加后折边再缝纫,现有的缝纫机构均是在生产流水线上增设几台普通的缝纫机,前一道工序的胶标上料机构完成后的腹部垫进入缝纫机的缝纫平台上进行缝纫,在输送至下一道工序中设备的进料口,但是该种简单且没有针对的缝纫处理纯在缝纫时褶皱,在进入缝纫机的缝纫平台时没有校准位置而导致缝纫便宜,达不到成品的要求。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种能够实时校准腹部垫进入缝纫平台位置的高效率、高成品率的腹部垫加工用缝制单元,用于克服现有技术中的上述缺陷。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种腹部垫加工用缝制单元,包括折边缝纫设备以及中线缝纫设备,所述折边缝纫设备的进料口朝向胶标上料机构的出料口,所述中线缝纫设备的进料口朝向折边缝纫设备的出料口,所述折边缝纫设备包括第一机台、第一调整组件以及两组第一缝纫机,所述第一调整组件位于所述第一机台的进料口上,所述第一调整组件包括第一平移动力源以及多根第一调节辊,胶标上料后的折边腹部垫依次经过多根所述第一调节辊输送至两组所述第一缝纫机之间,所述第一机台上设有与送料方向水平垂直的第一横向导轨,两组所述第一缝纫机分别滑动设置在第一横向导轨上,所述第一平移动力源驱动多根所述第一调节辊在水平方向上运动以使多根所述第一调节辊上胶标上料后的折边腹部垫校准两组第一缝纫机之间;所述中线缝纫设备包括第二机台、第二调节组件以及多组第二缝纫机,所述第二调整组件位于所述第二机台的进料口上,所述第二调整组件包括第二平移动力源以及多根第二调节辊,折边缝纫后的腹部垫经过多根所述第二调节辊输送至对组所述第二缝纫机上,所述第二机台上设有多组与送料方向水平垂直的第二横向导轨,多组所述第二缝纫机分别对应滑动设置在第二横向导轨上,所述第二平移动力源驱动多根所述第二调节辊在水平方向上运动以使多根所述第二调节辊上折边缝纫后的腹部垫校准第二缝纫机。
6.进一步的,所述第一调整组件还包括第一滑架、第一支撑板、第二支撑板、第一固定板以及多根第一导向柱,所述第一平移动力源和第一固定板分别滑动连接在第一滑架的
两端,多根所述第一导向柱分别连接在第一平移动力源与第一固定板之间,所述第一支撑板连接在第一平移动力源的输出端,所述第一支撑板与所述第二支撑板分别滑动连接在多根所述第一导向柱上,多根所述第一调节辊均连接在第一支撑板与第二支撑板之间。
7.进一步的,所述第二调整组件还包括第二滑架、第三支撑板、第四支撑板、第二固定板以及多根第二导向柱,所述第二平移动力源和第二固定板分别滑动连接在第二滑架的两端,多根所述第二导向柱分别连接在第二平移动力源与第二固定板之间,所述第三支撑板连接在第二平移动力源的输出端,所述第三支撑板与所述第四支撑板分别滑动连接在多根所述第二导向柱上,多根所述第二调节辊均连接在第三支撑板与第四支撑板之间。
8.进一步的,多根所述第一调节辊上分别套设有两个第一限位环,相邻两根所述第一调节辊上的第一限位环相对称,多根所述第二调节辊上分别套设有两个第二限位环,相邻两根所述第二调节辊上的第二限位环相对称。
9.进一步的,所述第一机台上还设有第一检测器,所述第一检测器用于采集第一调节辊上的胶标上料后的折边腹部垫图像信息,所述第二机台上还设有第二检测器,所述第二检测器用于采集第二调节辊上的折边缝纫后的腹部垫图像信息。
10.进一步的,所述第二调整组件与第二缝纫机之间设有下压板与上压板,所述下压板与第二缝纫机的缝纫平台在同一个平面上,所述上压板位于下压板上方,且所述上压板与下压板之间设有与腹部垫面料厚度相同的间距,所述上压板远离第二缝纫机的一端设有朝向第二调整组件弯曲的弧形板,且所述弧形板向上弯曲。
11.进一步的,所述第一机台的出料口处设有第一输料组,所述第一输料组包括第一支架、第二支架、第二输料辊以及多根第一输料辊,所述第一支架位于第二支架上方,所述第一支架水平设置在出料口处且与第一缝纫机的缝纫平台在同一平面上,多根所述第一输料辊转动连接在第一支架上,所述第二支架一端转动连接在第一机台侧壁上,所述第二输料辊转动连接在第二支架上,所述第二支架一侧设有第一激光传感器,所述第一激光传感器均朝向第二支架一侧壁上。
12.进一步的,所述第二机台的出料口处设有第二输料组,所述第二输料组包括第三支架、第四支架、第四输料辊以及多根第三输料辊,所述第三支架位于第四支架上方,所述第三支架水平设置在出料口处且与第二缝纫机的缝纫平台在同一平面上,多根所述第二输料辊转动连接在第三支架上,所述第三支架一端转动连接在第二机台侧壁上,所述第四输料辊转动连接在第四支架上,所述第四支架一侧设有第二激光传感器,所述第二激光传感器均朝向第四支架一侧壁上。
13.本实用新型的有益效果:通过两台第一缝纫机对胶标上料后的折边腹部垫进行缝纫,再通过第二缝纫机对两侧边缘折边缝纫后的腹部垫进行中间缝纫,以使多层腹部垫面临叠加后固定,另外通过第一调整机构能够实时调整前一道胶标上料机构传输出来的腹部垫进入第一缝纫机的缝纫平台时的位置,以避免腹部垫两侧折边处缝纫偏移而导致的成品不合格,通过第二调整机构能够调整对折边缝纫设备传输出来的腹部垫进入第二缝纫机的缝纫平台时的位置,以避免腹部垫中间缝纫时达不到预设要求使得成品不合格,其总结优点为能够实时校准腹部垫进入缝纫平台位置,且实现高效率、高成品率。
附图说明
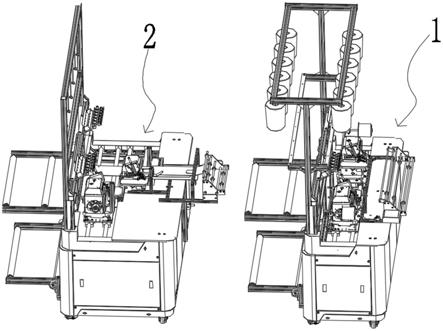
14.图1是本实用新型的整体结构图;
15.图2是本实用新型中折边缝纫设备的主视图;
16.图3是本实用新型中折边缝纫设备的后视图;
17.图4是本实用新型的中线缝纫设备的主视图;
18.图5是本实用新型的中线缝纫设备的后视图;
19.图6是本实用新型中第一调整组件的结构图;
20.图7是本实用新型中上压板与下压板的连接关系图;
21.图8是本实用新型中缝纫机的结构图。
22.附图标记:1、折边缝纫设备;101、第一机台;102、第一调整组件;103、第一缝纫机;2、中线缝纫设备;201、第二机台;202、第二调节组件;203、第二缝纫机;3、第一平移动力源;4、第一调节辊;5、第一横向导轨;6、第二横向导轨;7、第一滑架;8、第一支撑板;9、第二支撑板;10、第一固定板;11、第一导向柱;12、限位环;13、第一检测器;14、下压板;15、上压板;16、弧形板;17、第一支架;18、第二支架;19、第一输料辊;20、第二输料辊;21、第三支架;22、第四支架;23、第三输料辊;24、第四输料辊。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
26.以下结合附图对本实用新型实施例做进一步详述:
27.由于一张完整的腹部垫是需要多张腹部垫叠加后折边再缝纫,现有的缝纫机构均是在生产流水线上增设几台普通的缝纫机,前一道工序完成后的腹部垫进入缝纫机的缝纫平台上进行缝纫,在输送至下一道工序中设备的进料口,但是该种简单且没有针对的缝纫处理纯在缝纫时褶皱,在进入缝纫机的缝纫平台时没有校准位置而导致缝纫便宜,达不到成品的要求;因此本实用新型设计这种腹部垫加工用缝制单元,具体结构如图1-8所示,包括折边缝纫设备1以及中线缝纫设备2,折边缝纫设备1的进料口朝向胶标上料机构的出料口,中线缝纫设备2的进料口朝向折边缝纫设备1的出料口,折边缝纫设备1包括第一机台101、第一调整组件102以及两组第一缝纫机103,第一调整组件102位于第一机台101的进料
口上,第一调整组件102包括第一平移动力源3以及多根第一调节辊4,胶标上料后的折边腹部垫依次经过多根第一调节辊4输送至两组第一缝纫机103之间,第一机台101上设有与送料方向水平垂直的第一横向导轨5,两组第一缝纫机103分别滑动设置在第一横向导轨5上,第一平移动力源3驱动多根第一调节辊4在水平方向上运动以使多根第一调节辊4上胶标上料后的折边腹部垫校准两组第一缝纫机103之间;中线缝纫设备2包括第二机台201、第二调节组件202以及多组第二缝纫机203(如图5所示,本实用新型中的第二缝纫机203为两台,其目的是因为两侧折边缝纫后的腹部垫需要定型,所以需要在中间缝纫一条直线,本实用新型中缝纫的是两条直线,其两条直线与两侧这边缝纫的直线均相互平行),第二调整组件位于第二机台201的进料口上,第二调整组件包括第二平移动力源以及多根第二调节辊,折边缝纫后的腹部垫经过多根第二调节辊输送至对组第二缝纫机203上,第二机台201上设有多组与送料方向水平垂直的第二横向导轨6,多组第二缝纫机203分别对应滑动设置在第二横向导轨6上,第二平移动力源驱动多根第二调节辊在水平方向上运动以使多根第二调节辊上折边缝纫后的腹部垫校准第二缝纫机203(如图8所示,第一缝纫机103与第二缝纫机203均为反手蹦缝机);其有益的效果为:通过两台第一缝纫机103对胶标上料后的折边腹部垫进行缝纫,再通过第二缝纫机203对两侧边缘折边缝纫后的腹部垫进行中间缝纫,以使多层腹部垫面临叠加后固定,另外通过第一调整机构能够实时调整前一道胶标上料机构传输出来的腹部垫进入第一缝纫机103的缝纫平台时的位置,以避免腹部垫两侧折边处缝纫偏移而导致的成品不合格,通过第二调整机构能够调整对折边缝纫设备1传输出来的腹部垫进入第二缝纫机203的缝纫平台时的位置,以避免腹部垫中间缝纫时达不到预设要求使得成品不合格,其总结优点为能够实时校准腹部垫进入缝纫平台位置,且实现高效率、高成品率。
28.如图2和图5所示,由于前一道工序中输出的腹部垫需要进入折边缝纫设备1中进行两侧缝纫,但是在输送过程中需要有位置调整的机构对其调整,所以第一调整组件102还包括第一滑架7、第一支撑板8、第二支撑板9、第一固定板10以及多根第一导向柱11(本实用新型中有2根第一导向柱11),第一平移动力源3和第一固定板10分别滑动连接在第一滑架7的两端,多根第一导向柱11分别连接在第一平移动力源3与第一固定板10之间,第一支撑板8连接在第一平移动力源3的输出端,第一支撑板8与第二支撑板9分别滑动连接在多根第一导向柱11上,多根第一调节辊4均连接在第一支撑板8与第二支撑板9之间;其有益的效果为:第一平移动力源3和第一固定板10是滑动连接在第一滑架7上的,第一平移动力源3的一侧有一个气缸驱动第一平移动力源3滑动,这样就能调整腹部垫前后进料的位置,第一平移动力源3驱动第一支撑板8,则第一支撑板8会在第一导向柱11上左右滑动,则对应的第二支撑板9也会跟随在第一导向柱11上左右滑动,以使校准腹部垫进入第一缝纫机103的缝纫平台的位置。
29.如图4所示,第二调整组件还包括第二滑架、第三支撑板、第四支撑板、第二固定板以及多根第二导向柱,第二平移动力源和第二固定板分别滑动连接在第二滑架的两端,多根第二导向柱分别连接在第二平移动力源与第二固定板之间,第三支撑板连接在第二平移动力源的输出端,第三支撑板与第四支撑板分别滑动连接在多根第二导向柱上,多根第二调节辊均连接在第三支撑板与第四支撑板之间;第二调整组件的位置调整结构与第一调整组件102的结构相同,其原理也相同。
30.如图5所示,多根第一调节辊4上分别套设有两个第一限位环12,相邻两根第一调节辊4上的第一限位环12相对称,多根第二调节辊上分别套设有两个第二限位环12,相邻两根第二调节辊上的第二限位环12相对称,一根调节辊上有两个限位环12,则两个限位环12之间为送料传动部,因此限位环12的作用就是限位的作用。
31.如图5所示,第一机台101上还设有第一检测器13,第一检测器13用于采集第一调节辊4上的胶标上料后的折边腹部垫图像信息,第二机台201上还设有第二检测器,第二检测器用于采集第二调节辊上的折边缝纫后的腹部垫图像信息,第一检测器13与第二检测器的作用都是检测腹部垫的进料位置,通过检测到的位置与缝纫机的位置进行比较,然后调整第一调整组件102或第二调整组件的位置。
32.如图6所示,第二调整组件与第二缝纫机203之间设有下压板14与上压板15,下压板14与第二缝纫机203的缝纫平台在同一个平面上,上压板15位于下压板14上方,且上压板15与下压板14之间设有与腹部垫面料厚度相同的间距,两侧折边缝纫后的腹部垫从第二调整组件输送至上压板15与下压板14之间的间距中,再输送至第二缝纫机203进行缝纫,其目的是为了腹部垫输送时平整,上压板15远离第二缝纫机203的一端设有朝向第二调整组件弯曲的弧形板16,且弧形板16向上弯曲,弧形板16的目的是为了导向引流。
33.如图3所示,第一机台101的出料口处设有第一输料组,第一输料组包括第一支架17、第二支架18、第二输料辊20以及多根第一输料辊19,第一支架17位于第二支架18上方,第一支架17水平设置在出料口处且与第一缝纫机103的缝纫平台在同一平面上,多根第一输料辊19转动连接在第一支架17上,第二支架18一端转动连接在第一机台101侧壁上,第二输料辊20转动连接在第二支架18上(这里的腹部垫从上方传输下来后是从第二输料辊20底部穿过作用在第二输料辊20的下表面),第二支架18一侧设有第一激光传感器,第一激光传感器均朝向第二支架18一侧壁上,其有益的效果为:折边缝纫后的腹部垫从第一输料辊19传输至第二输料辊20上,再传输至中线缝纫设备2中的第二调整组件上,当第二调整组件索取的腹部垫速度过快,则第二输料辊20会受到一个向上的力以使第二支架18绕着转动连接处向上转动,这时第一激光传感器检测到第二支架18的情况后进行反馈;如图3所示,第二机台201的出料口处设有第二输料组,第二输料组包括第三支架21、第四支架22、第四输料辊24以及多根第三输料辊23,第三支架21位于第四支架22上方,第三支架21水平设置在出料口处且与第二缝纫机203的缝纫平台在同一平面上,多根第二输料辊20转动连接在第三支架21上,第三支架21一端转动连接在第二机台201侧壁上,第四输料辊24转动连接在第四支架22上,第四支架22一侧设有第二激光传感器,第二激光传感器均朝向第四支架22一侧壁上;第二输料组与第一输料组的结构相同,其原理也相同。
34.工作原理:首先,胶标上料机构输出的腹部垫从折边缝纫设备1的进料口处进入,先经过第一调整组件102对进入的腹部垫进行位置的调整,以使腹部垫能完全准确的进入第一缝纫机103进行折边缝纫,当两侧缝纫后的腹部垫从出料口传输出至第一输料组,检测输出的速度与中线缝纫设备2索取的速度,然后,两侧折边缝纫后的腹部垫传输至中线缝纫设备2的进料口处进入,先经过第二调整组件对进入的腹部垫进行位置的调整,以使腹部垫能完全准确的保持需要缝纫的中线对准第二缝纫机203,当中线缝纫后的腹部垫从出料口传输至第二传输组,检测输出的速度与后一道工序中索取的速度。
35.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述
实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。