1.本实用新型涉及拉链绳带拉头,更具体而言是指一种环眼绳带拉头。
背景技术:
2.拉链作为近代方便人们生活的十大发明之一,已被载入了历史的史册。拉链是依靠连续排列的链牙,使物品并合或分离的连接件,用途广泛,在人们生活中起到的作用很大。拉链主要由拉头、链牙、布带、上下止等组成。拉头是构成拉链的重要构件,除了承担拉链的开合功能外,还具有很强的装饰性,很多拉头大多还是品牌的载体,从而拉头的种类、形状、材料繁多。绳带拉头就是众多拉头中的一个类别,常见的绳带拉头的绳带端部通过塑胶、金属束头或者打结后穿挂连接在拉头帽盖或者拉片上,这种佩挂方式一方面缺乏美观和整体感,另一方面在使用或者洗涤过程中容易松脱。
技术实现要素:
3.本实用新型的主要目的在于提供一种增加美观和整体感,防止出现挂佩拉链的拉头上后在使用或者洗涤过程中容易松脱的问题。
4.本实用新型采用的技术方案为:一种环眼绳带拉头,其包括环眼、拉尾以及连接在所述环眼与所述拉尾之间的主绳体,其中,所述主绳体包括主绳体头部部分以及与所述主绳体头部部分连接为一整体的主绳体尾部部分,所述环眼包括环眼段以及与该环眼段的一端连接为一整体且覆埋在主绳体头部部分内部的覆埋段,所述环眼段的另一端与所述主绳体头部部分的端部连接为一整体,所述拉尾包覆在所述主绳体尾部部分的外表面。
5.所述覆埋端的设置有通过热切切断形成首端绳带头。
6.所述主绳体尾部部分通过热切切断形成末端绳带头。
7.本实用新型的有益效果为:本实用新型的环眼和主绳体在编织点处结合形成一个整体,而且连接处外观美观规整、自然圆润,由于本实用新型的环眼设置有覆埋段,且覆埋段设置有首端绳带头,能够实现环眼受力时首端绳带头不会被拉出,达到行业标准要求,为了增大环眼的受力值,可以将覆埋段绳带长度加长,本实用新型结构简单、制作方便、提高了生产效率,降低了生产成本,此外,本实用新型的拉尾可以形状多样,增加所述环眼绳带拉头的装饰性和使用性能。
附图说明
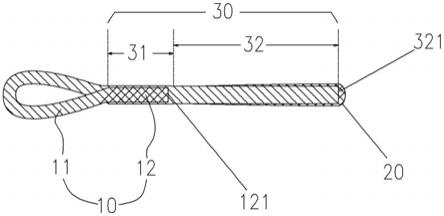
8.图1为本实用新型的剖面结构示意图。
9.图2为本实用新型的拉尾打结的示意图。
10.图3为本实用新型的拉尾为打结套收缩管的示意图。
11.图4为本实用新型的拉尾为啤金属头的示意图。
12.图5为本实用新型的拉尾为浸塑层、胶层示意图。
13.图6为本实用新型的拉尾为注塑层的示意图。
具体实施方式
14.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
15.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
16.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
17.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
18.如图1所示,现对本实用新型提供一种环眼绳带拉头进行说明,其包括环眼10、拉尾20以及连接在所述环眼10与所述拉尾20之间的主绳体30,其中,所述主绳体30包括主绳体头部部分31以及与所述主绳体头部部分31连接为一整体的主绳体尾部部分32,所述环眼10包括环眼段11以及与该环眼段11的一端连接为一整体且覆埋在主绳体头部部分31内部的覆埋段12,所述环眼段11的另一端与所述主绳体头部部分31的端部连接为一整体,所述拉尾20包覆在所述主绳体尾部部分的外表面。
19.所述覆埋端12的设置有通过热切切断形成的首端绳带头121。
20.所述主绳体尾部部分32通过热切切断形成的末端绳带头321。
21.如图2至图6所示,所述拉尾20由主绳体尾部部分31通过热切、激光切、超声波切、打结、打结套收缩管、浸塑、滴胶、注塑、啤金属头任意一种形成,即所述拉尾可为切割粘合层、打结、打结套收缩管、注塑层、浸塑料、胶层、金属头的任意一种。
22.本实用新型的制作方法为:本实用新型首先要通过多股纱线交叉编织成绳带,而绳带编织通常由高速走马编织机完成,走马编织机运转马达驱动线架锭子进行各喂纱嘴之间的自动切换,促成纱线在编织点交叉而形成编织,并由牵引轮牵引带动连续不断地编织,收卷形成绳带。上述提到的环眼带采用高速走马编织机和环眼制作自动装置组合联动编织,环眼制作自动装置由牵引模块、热切模块、环眼成形模块、绳带收集模块、控制模块组成。在编织环眼绳带时,由环眼制作自动装置牵引模块带动绳带连续走马编织,当绳带编织长度达到环眼段和覆埋段设计长度时,通过热切模块将绳带端部热切切断形成首端绳带头,这时所述编织环眼绳带完成。
23.编织环眼绳带完成后进行环眼的制作(环眼编织),由环眼制作自动装置环眼成形模块导向轮引导首端绳带头垂直进入绳带编织点纱线交叉空隙内,并控制进入编织点下方纱线交叉空隙内绳带长度为覆埋设计长度,从而环眼绳带在编织点处结合并在编织点上方形成一个封闭的环眼。从而使环眼和主绳体在编织点处结合形成一个整体,而且连接处外观美观规整、自然圆润。
24.环眼制作完成后,进行编制主绳体,而主绳体包括主绳体头部部分和主绳体尾部部分。当环眼形成后,环眼制作自动装置牵引模块夹持环眼绳带牵引向上,继续交叉编织,将进入编织点下方纱线交叉空隙内的绳带作为内芯收紧包覆编织,当时纱线交叉空隙内的绳带全部被编织包覆后,形成主绳体头部部分。由于首端绳带头的热切端面比后面的绳带部分硬,作为内芯覆埋在主绳体头部部分内,在纱线交叉编织收紧力作用下,微观上形成一个喇叭口,从而防止环眼受力时首端绳带头不会被拉出,达到行业标准要求,为了增大环眼的受力值,可以将覆埋段绳带长度加长。在牵引力的作用下,继续交叉编织,形成主绳体尾部部分,此时主绳体尾部部分内没有覆埋内芯,在纱线交叉编织收紧力作用下主绳体尾部部分的直径将会小于主绳体头部部分。
25.在主绳体尾部部分部分编织完成后,环眼制作自动装置牵引模块继续牵引编织,当达到设计长度时,通过热切模块将绳带热切切断,在主绳体尾部部分下端形成末端绳带头,在编织点上端形成第二条环眼绳带的首端绳带头。此时环眼制作自动装置绳带收集模块将切断后的第一条环眼绳带转移离开编织区域,收集到容器中;环眼制作自动装置牵引模块夹持第二条环眼绳带继续编织完成下一个环眼绳带制作循环。因此环眼绳带的制作是无需人力协助,完全是机械自动化的,而当前绳带的环眼制作一般采用人工编织或车缝。从而提高了生产效率,降低了生产成本。
26.所述制作拉尾,是指环眼绳带拉头的拉尾制作。当环眼绳带编织完成后,在收纳容器中将环眼绳带取出,通过超声波切、打结、打结套收缩管、浸塑、滴胶、注塑、啤金属头等工艺技术手段,将末端绳带头部分绳带进行加工制作从而形成拉尾。因此所述拉尾可以形状多样,增加所述环眼绳带拉头的装饰性和使用性能。
27.本实用新型的实施例以及附图只是为了展示本实用新型的设计构思,本实用新型的保护范围不应当局限于这一实施例。
28.通过上面的叙述可以看出本实用新型的设计目的是可以有效实施的。实施例的部分展示了本实用新型的目的以及实施功能和结构主题,并且包括其他的等同替换。
29.因此,本实用新型的权利构成包括其他的等效实施,具体权利范围参考权利要求。