用于鞋类物品的鞋面
1.相关申请的交叉引用
2.本技术要求于2019年8月2日提交的具有序号62/882,008的标题为“textiles and articles and processes for making the same”的共同未决的美国临时申请的优先权和权益,该美国临时申请的内容通过引用以其整体并入。
技术领域
3.本公开内容涉及纺织品、物品的部件和物品,诸如服装物品、鞋类物品和运动装备物品。更具体地,本公开内容涉及包含包覆的纱线的纺织品、和物品的部件、以及包括纺织品的物品。本公开内容还涉及制造本文描述的纺织品、部件和物品的方法。
4.背景
5.传统上,硫化橡胶已经被用于为诸如服装、鞋类和运动装备的物品提供附着摩擦力和耐磨性。因为物品的其他部件可能无法承受硫化工艺所需的温度和/或压力,所以在高温和/或高压使橡胶硫化的需求通常使得有必要形成单独的硫化橡胶部件,该单独的硫化橡胶部件然后使用粘合剂或缝合或两者被附连到物品。可选择地,在鞋类鞋面中,交联的聚氨酯可以被用作耐用的覆盖层、合成皮革纺织品或层压膜层。仍然需要可以提供除了附着摩擦力或耐磨性或两者之外与硫化橡胶或交联的聚氨酯相同类型的保护的新材料,以及将这些材料并入到物品中的新方法。
6.附图简述
7.当结合附图阅读下文描述的详细描述时,将容易地理解本公开内容的另外的方面。
8.图1a是根据本发明的方面的鞋类物品的顶部和侧面透视图。
9.图1b是根据本发明的方面的图1a的鞋类物品的底部和侧面透视图。
10.图1c是根据本发明的方面的图1a的鞋类物品的可选择的方面的顶部和侧面透视图。
11.图2a是根据本发明的方面的服装物品的侧视图,主要图示出了肘部补片(elbow patch)。
12.图2b是根据本发明的方面的图2a的服装物品的肘部补片的特写视图。
13.图3是根据本发明的方面的具有三种类型的纺织品区的纺织品的示意性描绘的平面视图。
14.图4a-图4j描绘了根据本发明的方面的示例性针织结构。
15.图5a是根据本发明的方面的三个互连的环圈横列(courses of loops)的示意性表示,其中中间环圈横列由与外部环圈横列不同的纱线形成。
16.图5b是根据本发明的方面的图5a的互连的环圈横列在暴露于热成型工艺之后的示意性表示,并且示出了中间环圈横列在热成型后转变成包含回流的聚合物组合物的部件,该部件不再具有纱线的构型,其中两个外部环圈横列保持纱线的构型。
17.图6是根据本发明的方面的图5b的包含回流的聚合物组合物的部件的横截面的示
意性表示,并且示出了来自外部环圈横列中的一个的纱线的一部分被封装在回流的聚合物组合物内。
18.图7a示出了在热成型之前的包括根据本公开内容的包覆的纱线的纺织品,而图7b示出了在热成型之后的相同纺织品。图7c示出了在热成型之前的包括根据本公开内容的包覆的纱线和另外的纱线的纺织品,而图7d示出了在热成型之后的相同纺织品。图7e示出了在热成型之前的包括在纺织品的顶面和底面两者上的包覆的纱线并且将包覆的纱线并入纺织品的芯中的纺织品,而图7f示出了在热成型之后的相同纺织品。
19.图8a-图8m示出了根据本公开内容的多种鞋类物品、服装物品、运动装备物品、容装物(container)物品、电子装备物品和视觉防护物(vision wear)物品。
20.图8n(a)-图8q(e)图示出了关于不同类型的鞋类的另外的细节。
21.详述
22.已经确定热塑性弹性体可以被并入到聚合物组合物中,该聚合物组合物提供一定水平的耐磨性、附着摩擦力或两者,使它们适合用于期望耐磨性或附着摩擦力的物品,诸如服装物品、鞋类物品和运动装备物品。在许多情况下,由这些聚合物组合物提供的耐磨性、附着摩擦力或两者的水平等同于或优于用于制造鞋类、服装和运动装备的标准硫化橡胶组合物。与硫化橡胶不同,由于这些聚合物组合物的热塑性性质,以及它们在固体状态和熔融状态的性质,可以容易地将它们形成为具有用于工业规模的针织或编织设备的合适的性质的包覆的纱线。这些性质产生可以容易地并入到多种物品中的纱线,所述物品包含使用常规的制造工艺诸如针织和编织以及用于制造非编织纺织品的工业规模工艺的纺织品。同样与硫化橡胶不同,这些纺织品和这些纺织品被并入到其中的物品然后进而可以以这样的方式热成型,该方式在不损害纺织品或物品的其他部件,诸如例如其他纱线、其他纺织品、泡沫、模制的树脂部件等的条件下,使包覆的纱线的聚合物组合物回流并且在纺织品或物品上产生耐磨或高附着摩擦力表面。本文公开的聚合物组合物在熔化和再固化的重复循环之后保持其有利的性质,使得可以首先使用它们来包覆纱线,并且然后使纱线热成型以产生保持其耐磨性、附着摩擦力性质或两者的回流结构。另外,由于这些聚合物组合物与通常用于制造鞋类物品、服装物品和运动装备物品的其他材料诸如聚氨酯、聚酯和聚酰胺的相容性,热成型工艺可以将聚合物组合物牢固地结合到其他部件,使得没有必要使用粘合剂或缝合以将纺织品附接到其他部件,从而减少制造步骤的数量并且避免有毒的底漆和粘合剂的使用。
23.另外,已经发现聚合物组合物能够以商业纱线生产所需的量和速率作为涂层挤出到芯纱上,并且产生具有用于商业高速针织设备所需的伸长率、强度和收缩率的平衡的纱线,作为针织纱线或镶嵌纱线(inlay yarn)。
24.本文公开的包覆的纱线包含芯纱和第一涂层。芯纱可以包括常规的单丝纱线或多丝纱线,诸如可商购的聚酯或聚酰胺纱线,具有足够使其被工业规模的针织设备操纵的性质(诸如旦尼尔和韧度)。包覆的纱线的第一涂层包含聚合物组合物,该聚合物组合物是热塑性弹性体组合物。虽然可以挤出作为热塑性弹性体组合物的聚合物组合物并且直接由该聚合物组合物形成纤维、丝、纱线或膜,但是由于其弹性体性质,聚合物组合物的这些形式将具有高水平的拉伸和热收缩。这意味着纤维、丝、纱线或膜可能倾向于围绕机器导轨(machine guide)拉伸而不是滑过它们,并且可能倾向于在工业规模的针织和编织设备中
通常遇到的温度收缩。然而,通过将聚合物组合物作为涂层施加到适合于被机械操纵的芯纱上,所得到的包覆的纱线保持芯纱的韧度和抗拉伸性,同时还提供具有聚合物组合物由于其弹性体性质而提供的优异的附着摩擦力和耐磨性的外表面。例如,已经发现具有在断裂时至少1千克
·
力的拉伸强度和小于20百分比的断裂应变以及小于20百分比的热收缩的150旦尼尔芯纱可以用聚合物组合物包覆至多达约1.0毫米的标称平均外径,并且保持其使用商业针织横机(flat-knitting)设备进行针织或镶嵌的能力。由于在工业规模的设备上使用该纱线的能力,该包覆的纱线还为新的制造方法开辟了可能性,该新的制造方法与常规的制造工艺相比允许在位置和量两者方面以较高水平的特异性将聚合物组合物放置在纺织品和包括纺织品的物品内。
25.另外,当聚合物组合物的熔化温度充分低于芯纱的变形温度时,聚合物组合物的热塑性性质使得可以熔化该组合物并且将其用于包覆芯纱,以及随后使纺织品热成型以产生热成型网络,该热成型网络包括芯纱和固结芯纱的回流且再固化的聚合物组合物两者。当纺织品除了包覆的纱线之外还包含一根或更多根第二纱线时,热成型纱线网络(即芯纱和一根或更多根第二纱线)被回流且再固化的聚合物组合物固结。回流且再固化的聚合物组合物的存在可以在热成型纺织品内起到一种或更多种作用,诸如控制在整个纺织品内或仅在纺织品的区域内的拉伸水平,跨过纺织品的整个表面或仅在纺织品的区域内形成具有高耐磨性和/或附着摩擦力的表层,改善纺织品的整个表面或仅在纺织品的区域内的耐水性,或将所有纺织品或仅纺织品的区域结合到基底。包覆的纱线在这些纺织品中的使用还可以减少形成物品所需的不同材料的数量。包覆纱线的涂层当热成型时可以在纺织品的表面上形成表层。可选择地或另外地,包覆纱线的涂层当热成型时可以充当结合剂,以将纱线在纺织品内结合在一起或将其他元件结合到纺织品的表面。常规地,需要单独的膜层以在纺织品上形成表层,或者需要单独的粘合剂层以将纱线结合在纺织品内或将其他元件结合到纺织品的表面。例如,在常规的鞋类物品中,鞋面可以并入诸如多层纺织品、膜和/或缆线的元件以限制鞋面区域的拉伸,纺织品、膜或橡胶的单独的元件或层以增加鞋面的耐磨性,橡胶的单独的元件或层以在鞋外底上形成高附着摩擦力的区域,以及单独的粘合剂或接合剂(cement)的层以将多种元件或层彼此结合。本文描述的热成型纺织品的使用可以替代单独的元件中的一个或更多个,减少浪费并简化制造工艺,同时改善物品的可回收性。
26.如将在下文论述的,在一个方面中,包括如本文描述的包覆的纱线的热成型纺织品可以用于形成用于鞋类物品的鞋面。在特定的方面中,热成型纺织品的热成型网络可以形成鞋面的面向外的表面,诸如用于国际足球靴的鞋面的面向外的表面。出乎意料地,通过使纺织品热成型形成的热成型网络具有优异的用于球接触的性质,因为热成型网络的性质在当踢球时鞋面赋予球的旋转速率方面可以等于或优于袋鼠皮皮革的性质。例如,已经发现使用具有约65至约85的硬度计硬度的聚合物组合物导致具有改善的球旋转速率的鞋面。还已经发现包括本文描述的纺织品的鞋面在湿条件和干条件下的附着摩擦力方面等同于或优于包覆有duragon表层的合成皮革或针织鞋面。另外,由于由热成型纺织品形成的鞋面在制造工艺中使用较少的部件并且不依赖于基于动物的材料,因此它们的制造产生较少的废物同时使用可以回收的更可持续的材料。
27.在另一个方面中,包括如本文描述的包覆的纱线的热成型纺织品可以用于形成用于鞋类物品的鞋外底。在特定的方面中,热成型纺织品的热成型网络可以形成鞋外底的面
向外的表面,包括鞋外底的面向地面的表面或接触地面的表面。常规地,交联的聚合物组合物诸如硫化橡胶或交联的聚氨酯由于其高水平的耐磨性和附着摩擦力已经被用于鞋外底。出乎意料地,已经发现使用包括包含本文公开的聚合物涂层的包覆的纱线的纺织品可以用于替代交联的聚合物组合物作为鞋外底材料,同时保持鞋外底所需的高水平的附着摩擦力和耐磨性。具体地,通过使用可以用于商业针织机的本文描述的包覆的纱线,可以产生热成型网络,该热成型网络提供等同于和在一些情况下优于常规的鞋外底材料的耐磨性和附着摩擦力的水平。由于与常规的硫化工艺相比,这些热成型网络可以在较低的温度和压力形成,因此可以在纺织品与其他部件诸如其他纺织品或模制的树脂部件接触时使其热成型,从而降低能量消耗并且减少制造步骤。
28.本公开内容涉及一种纺织品,该纺织品包括包含第一包覆的纱线的第一纱线网络,其中第一包覆的纱线包括芯纱和第一涂层,其中第一涂层包含第一聚合物组合物。第一聚合物组合物是热塑性弹性体组合物,并且包括至少一种热塑性弹性体。在一些方面中,第一纱线网络还包括一根或更多根第二纱线。一根或更多根第二纱线可以是包覆的纱线,或者可以是未包覆的纱线。纺织品可以是针织纺织品,并且第一纱线网络可以包括第一包覆的纱线的互连的环圈,或者可以包括在由一根或更多根第二纱线的互连环圈形成的针织结构中镶嵌的第一包覆的纱线。
29.本公开内容涉及一种纺织品,该纺织品包括:包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
30.本公开内容涉及一种纺织品,该纺织品包括:热成型纱线网络,热成型网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
31.本公开内容涉及一种用于鞋类物品的鞋面,该鞋面包括:纺织品,其中纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
32.本公开内容涉及一种用于鞋类物品的鞋面,该鞋面包括:第一纺织品,该第一纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
33.本公开内容涉及一种用于鞋类物品的鞋外底,该鞋外底包括:纺织品,该纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
34.本公开内容涉及一种制造纺织品的方法,该方法包括:形成包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性
体组合物。
35.本公开内容涉及一种制造纺织品的方法,该方法包括:使第一纺织品热成型,该第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;从而形成包括第一芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
36.本公开内容涉及一种制造用于鞋类物品的鞋面的方法,该方法包括:将第一纺织品附连到第二部件,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
37.本公开内容涉及一种制造用于鞋类物品的鞋面的方法,该方法包括:使包括第一纺织品的鞋面热成型,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
38.本公开内容涉及一种制造用于鞋类物品的鞋面的方法,该方法包括:将第一纺织品附连到第二部件,其中第一纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
39.本公开内容涉及一种用于制造用于鞋类物品的鞋外底的方法,该方法包括使第一纺织品热成型;其中热成型包括在鞋底部件上或在模制表面上使纺织品热成型,任选地其中模制表面是具有鞋外底的尺寸的模制表面;其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
40.本公开内容涉及一种制造物品的方法,该方法包括:将第一纺织品附连到第二部件,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
41.本公开内容涉及一种制造物品的方法,该方法包括:使第一纺织品热成型,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置
在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
42.本公开内容涉及一种制造物品的方法,该方法包括:将第一纺织品附连到第二部件,其中第一纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物;任选地其中物品是鞋类物品的部件、服装物品的部件或运动装备物品的部件,或者是鞋类物品、服装物品或运动装备物品。
43.本公开内容涉及一种用于鞋类物品的鞋外底,该鞋外底包括:
44.纺织品,该纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物包含热塑性弹性体聚氨酯,其中第一聚合物组合物具有按照使用硬度计硬度测试确定的从约70肖氏a至约80肖氏a的硬度计硬度;
45.其中热成型纱线网络是第一纺织品的热成型产品,该第一纺织品包括包含第一包覆的纱线的第一纱线网络,该第一包覆的纱线包括第一芯纱和第一涂层,第一涂层包含第一聚合物组合物,第一芯纱包含第二聚合物组合物,其中第一涂层围绕芯纱轴向地居中,包覆的纱线的标称平均外径多达约1.0毫米,第一涂层具有约50微米至约200微米的平均径向涂层厚度,并且其中在热成型网络中,固结热成型纱线网络的第一聚合物组合物是第一包覆的纱线的第一涂层的第一聚合物组合物的回流且再固化的产物;
46.其中在第一包覆的纱线中,第一热塑性组合物具有大于约110摄氏度且小于约190摄氏度的第一熔化温度,芯纱的第二聚合物组合物具有第二变形温度,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少50摄氏度;
47.其中当鞋外底是成品鞋类物品的一部分时,热成型网络的第一侧面界定鞋外底的表面的至少一部分,所述表面被配置成是面向外的或面向地面的或接触地面的。
48.本公开内容涉及一种用于鞋类物品的鞋面,该鞋面包括:
49.针织纺织品,该针织纺织品包括包含第一芯纱和第一聚合物组合物的热成型的相互环套的纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型的相互环套的纱线网络,其中第一聚合物组合物包含热塑性弹性体聚氨酯,并且其中第一聚合物组合物具有按照使用硬度计硬度测试确定的使用肖氏a标度的从约70至约80的硬度计硬度;
50.其中热成型纱线网络是第一纺织品的热成型产品,该第一纺织品包括包含第一包覆的纱线的第一纱线网络,该第一包覆的纱线包括第一芯纱和第一涂层,第一涂层包含第一聚合物组合物,第一芯纱包含第二聚合物组合物,其中第一涂层围绕芯纱轴向地居中,包覆的纱线的标称平均外径多达约1.0毫米,第一涂层具有约50微米至约200微米的平均径向
涂层厚度,并且其中在热成型网络中,固结热成型纱线网络的第一聚合物组合物是第一包覆的纱线的第一涂层的第一聚合物组合物的回流且再固化的产物;
51.其中在第一包覆的纱线中,第一热塑性组合物具有大于约110摄氏度且小于约190摄氏度的第一熔化温度,芯纱的第二聚合物组合物具有第二变形温度,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少50摄氏度;
52.其中当鞋面是成品鞋类物品的一部分时,纺织品的热成型网络界定鞋面的表面的至少一部分,该表面被配置成是面向外的;
53.其中由热成型网络界定的鞋面的表面的至少一部分具有至少1平方厘米的总表面积,并且在总表面积内,总表面积的至少15百分比至100百分比包括第一聚合物组合物。
54.本公开内容涉及一种用于鞋类物品的鞋外底,该鞋外底包括:
55.纺织品,该纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物包括热塑性弹性体苯乙烯共聚物,其中第一聚合物组合物具有按照使用硬度计硬度测试确定的从约70肖氏a至约80肖氏a的硬度计硬度;
56.其中热成型纱线网络是第一纺织品的热成型产品,该第一纺织品包括包含第一包覆的纱线的第一纱线网络,该第一包覆的纱线包括第一芯纱和第一涂层,第一涂层包含第一聚合物组合物,第一芯纱包含第二聚合物组合物,其中第一涂层围绕芯纱轴向地居中,包覆的纱线的标称平均外径多达约1.0毫米,第一涂层具有约50微米至约200微米的平均径向涂层厚度,并且其中在热成型网络中,固结热成型纱线网络的第一聚合物组合物是第一包覆的纱线的第一涂层的第一聚合物组合物的回流且再固化的产物;
57.其中在第一包覆的纱线中,第一热塑性组合物具有大于约110摄氏度且小于约190摄氏度的第一熔化温度,芯纱的第二聚合物组合物具有第二变形温度,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少50摄氏度;
58.其中当鞋外底是成品鞋类物品的一部分时,热成型网络的第一侧面界定鞋外底的表面的至少一部分,所述表面被配置成是面向外的或面向地面的或接触地面的。
59.本公开内容涉及一种用于鞋类物品的鞋面,该鞋面包括:
60.针织纺织品,该针织纺织品包括包含第一芯纱和第一聚合物组合物的热成型的相互环套的纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型的相互环套的纱线网络,其中第一聚合物组合物包括热塑性弹性体苯乙烯共聚物,并且其中第一聚合物组合物具有按照使用硬度计硬度测试确定的使用肖氏a标度的从约70至约80的硬度计硬度;
61.其中热成型纱线网络是第一纺织品的热成型产品,该第一纺织品包括包含第一包覆的纱线的第一纱线网络,该第一包覆的纱线包括第一芯纱和第一涂层,第一涂层包含第一聚合物组合物,第一芯纱包含第二聚合物组合物,其中第一涂层围绕芯纱轴向地居中,包覆的纱线的标称平均外径多达约1.0毫米,第一涂层具有约50微米至约200微米的平均径向涂层厚度,并且其中在热成型网络中,固结热成型纱线网络的第一聚合物组合物是第一包覆的纱线的第一涂层的第一聚合物组合物的回流且再固化的产物;
62.其中在第一包覆的纱线中,第一热塑性组合物具有大于约110摄氏度且小于约190
摄氏度的第一熔化温度,芯纱的第二聚合物组合物具有第二变形温度,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少50摄氏度;
63.其中当鞋面是成品鞋类物品的一部分时,纺织品的热成型网络界定鞋面的表面的至少一部分,该表面被配置成是面向外的;
64.其中由热成型网络界定的鞋面的表面的至少一部分具有至少1平方厘米的总表面积,并且在总表面积内,总表面积的至少15百分比至100百分比包括第一聚合物组合物。
65.在一个方面中,芯纱的聚合物组合物的变形温度比涂层的聚合物组合物的熔化温度高至少20摄氏度。这允许当涂层处于熔融状态时,芯纱被涂层包覆。在另一个方面中,涂层的聚合物组合物的热塑性弹性体具有低于负20摄氏度的玻璃化转变温度。这允许聚合物组合物中存在的热塑性弹性体处于它们的“橡胶”态,即使当包括纺织品的物品在寒冷环境中使用时。在另一个方面中,涂层的聚合物组合物的熔化温度为至少100摄氏度。这确保了当包括纺织品的物品在热条件下运送或储存时,聚合物组合物将不熔化。在另一个方面中,涂层的聚合物组合物的熔化温度为至少130摄氏度。这确保了当包括纺织品的物品在用于鞋类物品、服装物品或运动装备物品的制造工艺,诸如汽蒸工艺(steaming process)期间经历纺织品所经常遇到的条件时,聚合物组合物将不熔化。在另一个方面中,涂层的聚合物组合物的熔化温度小于170摄氏度。这确保了纺织品可以在不负面地影响其他纺织品或可能形成纺织品或包括纺织品的物品的一部分的部件的温度热成型。例如,当包装染色聚酯纱线被暴露于大于150摄氏度的温度持续延长的时间段时,染料可以从包装染色聚酯纱线中迁移出来。在另一个方面中,涂层的聚合物组合物的热塑性弹性体的熔化焓可以小于约30焦耳每克或25焦耳每克。较低的熔化焓意味着,在热成型工艺期间,需要较少的热量和较短的加热时间以完全熔化聚合物组合物,并且实现熔融聚合物组合物的良好流动,以更好地固结纺织品中的纱线网络。在另一个方面中,涂层的聚合物组合物的热塑性弹性体的重结晶温度可以高于60摄氏度或高于95摄氏度。较高的重结晶温度促进聚合物组合物在热成型之后的快速再固化,这可以减少在热成型之后冷却纺织品所需的时间量,并且可以避免提供纺织品的主动冷却的需求,从而减少循环时间并且降低能量消耗。
66.本公开内容涉及包括第一聚合物组合物的膜、纤维、丝或纱线,该第一聚合物组合物包含至少一种热塑性弹性体。
67.本公开内容还涉及包括包含第一聚合物组合物的膜、纤维、丝或纱线的纺织品,该第一聚合物组合物包含至少一种热塑性弹性体。
68.本公开内容还涉及用于制造膜、纤维、丝或纱线的工艺,该工艺包括使用包含至少一种热塑性弹性体的第一聚合物组合物来形成膜、纤维、丝或纱线。
69.本公开内容还涉及一种纺织品,该纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
70.本公开内容还涉及用于制造纺织品的工艺,该工艺包括使用如本文描述的膜、纤维、丝或纱线。
71.本公开内容还涉及一种物品,该物品包括:第一聚合物组合物,其中第一聚合物组合物是如本文描述的膜、纤维、丝或纱线的回流且再固化的产物;以及第二元件,该第二元件选自第二成形部件、第二膜、第二纤维、第二丝、第二纱线或第二纺织品。
72.本公开内容还涉及一种用于制造物品的工艺,该工艺包括:将包括包含如本文描述的热塑性弹性体的第一聚合物组合物的第一膜、第一纤维、第一丝、第一纱线或第一纺织品,或包括包含如本文描述的热塑性弹性体的第一聚合物组合物的纺织品放置在表面上;当第一膜、第一纤维、第一丝、第一纱线或第一纺织品在表面上时,将第一膜、第一纤维、第一丝、第一纱线或第一纺织品的温度升高到高于第一聚合物组合物的熔化温度的温度;以及在升高温度之后,当第一膜、第一纤维、第一丝、第一纱线或第一纺织品保留在表面上时,将温度降低到低于第一聚合物组合物的熔化温度的温度,从而形成物品。
73.本文描述了包括第一聚合物组合物的膜,该第一聚合物组合物包含至少一种热塑性弹性体。在一些方面中,膜的第一聚合物组合物可以是低加工温度聚合物组合物。在多个方面中,膜可以是多层膜,该多层膜包括包含第一热塑性弹性体的第一层。例如,多层膜可以是双层膜,该双层膜包括包含第一热塑性弹性体的第一层和包含第二聚合物材料的第二层。第二聚合物材料可以是包含第二热塑性弹性体的第二热塑性组合物。多层膜可以通过共挤出或层压来形成。
74.本文描述了包括第一聚合物组合物的纤维,该第一聚合物组合物包含至少一种热塑性弹性体。如本文使用的,“纤维”被理解为适合用于纱线或纺织品的纤维。纤维具有相对于其长度小的直径,其中纤维的长度是离散的,例如,切割的纤维或短纤维包含丝。在多个方面中,纤维可以是包含一种热塑性组合物的单组分纤维。在其他方面中,纤维可以是包含两种热塑性组合物的双组分纤维。在另外的方面中,纤维可以是包含三种或更多种热塑性组合物的多组分纤维。
75.本文描述了包括第一聚合物组合物的丝,该第一聚合物组合物包含至少一种热塑性弹性体。如本文使用的,“丝”被理解为适合用于纱线或纺织品的丝。丝具有相对于其长度小的直径,其中丝的长度比其直径大许多数量级,诸如丝制的丝(silk filament)或挤出的丝,或者丝可以是大体上连续的,诸如挤出的丝。在多个方面中,丝可以是包含一种热塑性组合物的单组分丝。在其他方面中,丝可以是包含两种热塑性组合物的双组分丝。在另外的方面中,丝可以是包含三种或更多种热塑性组合物的多组分纤维。丝可以是单根丝,例如单丝。可选择地,丝可以是多于一根丝。多于一根丝可以包括由单一热塑性组合物形成的丝,或者由两种或更多种不同的热塑性组合物形成的多于一根丝。多于一根丝可以是多于一根松散的(即未缠结的)丝,或者可以是多于一根缠结的丝。
76.本文描述了可用于制造纺织品的纱线。在一个方面中,纱线包括包含至少一种热塑性弹性体的第一聚合物组合物的涂层。纱线可以使用包含热塑性组合物的短纤维或连续的丝形成。在一个方面中,用于生产纱线的纤维或丝包含单一聚合物组合物。第一聚合物组合物可以是低加工温度聚合物组合物。在一个实例中,纱线可以是具有芯的包覆的纱线,其中芯包含高加工温度聚合物组合物,并且涂层包含低加工温度聚合物组合物。可选择地,纱线可以包括由两种或更多种不同的聚合物组合物形成的纤维、丝、芯和/或涂层。
77.在一个方面中,使用包覆的纱线允许将期望的橡胶状聚合物性质并入到纺织品中。在一个方面中,150旦尼尔的高韧度芯聚酯的拉伸强度消除了过度拉伸和热收缩风险。在一个方面中,纱线的拉伸强度在断裂时为约1千克
·
力,并且小于20百分比断裂应变、或小于15百分比断裂应变、或从约10百分比至约12百分比的断裂应变。在另一个方面中,包覆的纱线的热收缩在加热后小于20百分比或小于10百分比。
78.在一些方面中,润滑油诸如矿物油或硅油的使用使得弹性体包覆的纱线的针织能够与普通聚酯纱线的针织相当。在一个方面中,润滑油构成纺织品的从约0.1重量百分比至约3重量百分比,或纺织品的约0.5重量百分比至约2重量百分比。在一个方面中,润滑组合物可以在包覆工艺之后被施加到包覆的纱线。在另一个方面中,润滑组合物可以在包覆芯纱之前与第一聚合物组合物混合。
79.在另一个方面中,纱线可以通过本领域已知的任何方法包覆。在一个方面中,本文公开的聚合物涂层组合物适合于通过拉挤成型(pultrusion)和/或将纱线拉动通过液体聚合物材料的浴来制造。在还另一个方面中,不管包覆工艺如何,足够的涂层材料被提供在纱线上,使得当单独的或与一种或更多种其他纱线以多种构型针织或编织并且随后热成型并允许回流且再固化时,聚合物材料在一个或更多个表面上和/或在芯内形成具有足够集中度(concentration)的聚合物材料的结构,这取决于包覆的纱线在针织或编织结构内的放置。
80.前述膜、纤维、丝、纱线或其任何组合可以被用于制备纺织品。纺织品可以包括所公开的膜、纤维、丝或纱线中的一种或更多种。在多个方面中,纺织品可以是包括所公开的膜、纤维、丝或纱线中的一种或更多种的编织纺织品。在另外的方面中,纺织品可以是包括一种或更多种所公开的膜、纤维、丝或纱线的针织纺织品。在还另外的方面中,纺织品可以是包括所公开的膜、纤维、丝或纱线中的一种或更多种的非编织纺织品。在其他方面中,纺织品可以是包括所公开的膜、纤维、丝或纱线中的一种或更多种的钩编纺织品或编结纺织品。
81.在方面中,提供了一种纺织品,该纺织品包括本文描述的第一膜、第一纤维、第一丝或第一纱线。在一个方面中,纺织品还包括第二纱线,其中第二纱线不同于第一纱线(例如,包含基于分子量、聚合物结构、熔化温度、熔体流动指数、硬度或模量不同于第一聚合物组合物的热塑性弹性体的至少一种热塑性弹性体)。在另一个方面中,第二纱线大体上不含热塑性弹性体。
82.在一个方面中,纺织品包括包含第一包覆的纱线的第一纱线网络,其中第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
83.可以使用第一纱线和第二纱线以便形成纺织品的单独的区。例如,第一纱线可以形成纺织品的第一表面的大部分,并且第二纱线可以形成与纺织品的第一表面相对的第二表面的大部分。第一纱线和第二纱线可以被铺设在第一区和相邻的第二区中,其中第一区包括与第二区相比增加集中度的第二纱线。第一纱线和第二纱线可以被铺设在第一区、第二区和第三区中,第二区被定位在第一区和第三区之间,其中第一区包括与第二区相比增加集中度的第二纱线,并且其中第三区包括与第二区相比增加集中度的第一纱线。
84.在方面中,提供了一种编织纺织品,该编织纺织品包括如本文描述的第一膜、第一纤维、第一丝或第一纱线。任选地,编织纺织品还包括第二膜、第二纤维、第二丝或第二纱线,其中第二纱线具有比第一纱线更高的熔化温度或变形温度。在另一个方面中,第二膜、第二纤维、第二丝或第二纱线大体上不含热塑性弹性体。第一膜、第一纤维、第一丝或第一纱线和第二膜、第二纤维、第二丝或第二纱线可以被用于形成编织热成型纺织品的单独的区。例如,第一纱线可以形成编织热成型纺织品的编织物(weave)的经纱的大体上全部或一
部分,并且第二纱线可以形成编织热成型纺织品的编织物的纬纱的大体上全部或一部分,或者反之亦然。
85.在方面中,提供了一种针织或钩编纺织品,该针织或钩编纺织品包括如本文描述的第一膜、第一纤维、第一丝或第一纱线。针织或钩编纺织品还可以任选地包括第二膜、第二纤维、第二丝或第二纱线,其中第二膜、第二纤维、第二丝或第二纱线具有比第一膜、第一纤维、第一丝或第一纱线更高的熔化温度或变形温度。在另一个方面中,第二膜、第二纤维、第二丝或第二纱线大体上不含热塑性弹性体。第一纱线和第二纱线可以至少部分地在针织纺织品的至少一个针织层中形成多于一个互连的横列。可选择地,针织或钩编纺织品可以包括包含第二纱线的互连的环圈和包含第一膜、第一纤维、第一丝或第一纱线的镶嵌部分,其中第二纱线具有比第一聚合物组合物的熔化温度大的熔化温度或变形温度。
86.针织纺织品可以通过多种针织工艺中的一种或更多种诸如横机针织(flat knitting)或圆机针织(circular knitting)来形成。例如,横机针织工艺可以用于制造针织纺织品。虽然横机针织可以提供用于形成针织纺织品的合适的工艺,但是还可以使用其他针织工艺,诸如宽管圆机针织、窄管圆机针织提花、单面针织圆机针织提花(single knit circular knit jacquard)、双面针织圆机针织提花(double knit circular knit jacquard)、特里柯型经编(warp knit tricot)、拉舍尔型经编(warp knit raschel)以及双针床拉舍尔经编(double needle bar raschel)。在方面中,针织纺织品可以经历后处理步骤,例如,以去除针织纺织品的一部分,以向针织纺织品添加部件,以产生羊毛纹理等。在其他方面中,针织纺织品可以包括多种针织结构和/或包括不同的针织子层。
87.在某些方面中,针织纺织品可以是具有大体上无缝的构型的针织物品。在某些方面中,整个针织物品可以是无缝的。无缝的针织物品可以例如通过圆机针织来提供。圆机针织物品可以允许提供三维预成形物品,而不必在指定的位置处缝合。因此,可以避免针织物品中不希望的接缝,并且三维预成形针织物品可以具有特别良好的贴合性和无缝结构的另外的前面提及的益处。
88.在另外的方面中,针织纺织品可以是由整体针织构造形成的针织物品。如本文使用的,针织物品被界定为当通过针织工艺形成为一件式元件时由“整体针织构造”形成。也就是说,针织工艺大体上形成针织物品的多种特征和结构,而不需要显著的另外的制造步骤或工艺。虽然针织物品的部分可以在针织工艺之后彼此接合(例如,针织物品的边缘被接合在一起,如在接缝处),但是针织物品保持由整体针织构造形成,因为其被形成为一件式针织元件。在多个方面中,针织物品还可以包括可以在针织工艺之后添加的其他元件(例如,鞋舌、斯创贝尔、鞋带、鞋跟稳定器、标志、商标、标牌)。
89.针织纺织品可以并入多种类型和组合的线迹(stitch)和纱线。关于线迹,针织纺织品可以在针织纺织品的一个区域中具有一种类型的线迹,并且在针织纺织品的另一个区域中具有另一种类型的线迹。取决于所使用的线迹的类型和组合,针织纺织品的区域可以具有例如纬平针织结构(plain knit structure)、网眼针织结构或罗纹针织结构。不同类型的线迹可以影响针织纺织品的物理性质,包括美感性、拉伸性、厚度、透气性和耐磨性。也就是说,不同类型的线迹可以向针织纺织品的不同区域赋予不同的性质。关于纱线,针织纺织品可以在针织纺织品的一个区域中具有一种类型的纱线,并且在针织纺织品的另一个区域中具有另一种类型的纱线,例如,在针织纺织品的一个区域中具有包含第一聚合物组合
物的纱线,以及在针织纺织品的另一个区域中具有包含第二聚合物组合物诸如热塑性组合物的纱线。取决于多种设计准则,针织纺织品可以并入具有例如不同的旦尼尔、材料(例如,棉、氨纶、聚酯、人造丝、羊毛和尼龙)和捻度的纱线。不同类型的纱线可以影响针织纺织品的物理性质,包括美感性、拉伸性、厚度、透气性和耐磨性。也就是说,不同类型的纱线可以向针织纺织品的不同区域赋予不同的性质。通过组合多种类型和组合的线迹和纱线,针织物品的每个区域可以具有特定的性质,这些性质提高针织纺织品的舒适性、耐用性和性能,如其在鞋类物品、服装物品或运动装备物品中使用所要求的。
90.然而,应当注意,本公开内容的纺织品和热成型纺织品,包括针织物品,可以用于制造复合元件。在一些方面中,复合元件可以包括如本文公开制备的第一纺织品,连同第二纺织品或膜或成形部件。也就是说,复合元件包括第一纺织品区域和第二区域,该第二区域选自包括第二纺织品的区域、包括膜的区域、包括成形部件的区域或其组合。
91.在某些方面中,根据本公开内容提供了一种热成型纺织品。如本文使用的,热成型纺织品被理解为包括已经被热成型为具有不同的形状或纹理或两者的第一聚合物组合物的纺织品。热成型可以在大体上平坦的表面诸如板上进行,或者在成形模具中进行,或者在成形物品诸如鞋楦上进行。例如,热成型纺织品是这样的纺织品,在所述纺织品中存在于纺织品中的第一聚合物组合物的至少一部分已经被热成型(即,软化、模制和再固化,或者熔化、模制和再固化,使得纺织品的第一纱线网络的至少一部分变成热成型纱线网络,在热成型纱线网络中包覆的纱线的第一聚合物组合物通过围绕第一芯纱的至少一部分且占据纱线之间的空间的至少一部分来固结热成型纱线网络)。在热成型后,热成型纺织品的第一聚合物组合物具有与在其被热成型之前不同的物理形状并且保持该第二形状,直到第一聚合物组合物被再次热成型。在一个实例中,热成型工艺使第一聚合物组合物从作为第一膜的第一状态回流到第二状态,在该第二状态中第一聚合物组合物渗透到已经围绕第一膜的纺织品的部分中或者渗透在已经围绕第一膜的纺织品的部分之间。例如,在热成型工艺期间,熔融的第一聚合物组合物可以渗透在纺织品的第二纤维、第二丝或第二纱线之间或者渗透到纺织品的第二纤维、第二丝或第二纱线中,并且当再固化时,可以充当用于第二纤维、第二丝或第二纱线的固结树脂。在另一个实例中,热成型工艺使多于一根纤维、丝、多于一根丝、纱线、多于一根纱线或其任何组合回流到第二状态,在该第二状态中,第一聚合物组合物不再具有纤维状、丝状或纱线状构型。
92.包含第一聚合物组合物的热成型纺织品可以是其中膜、多于一根纤维、丝、多于一根丝、纱线、纱线或其任何组合的至少一部分已经被至少部分地熔化并再固化成不同于它们原始(即,预热成型)构造的新构造的热成型纺织品。热成型纺织品可以包括部分回流的结构,其中纺织品中存在的第一聚合物组合物的仅一部分已经被回流;或基本上完全回流的结构,其中纺织品中存在的第一聚合物组合物的大体上全部已经被回流。热成型纺织品还可以包括第二多于一根纤维,该第二多于一根纤维包含第二聚合物组合物,诸如包含第二热塑性弹性体的第二聚合物组合物。在方面中,纺织品的区或区域可以被热成型为连续的膜状层,或者被热成型和模制以采用期望的表面形貌。
93.如本文描述的纺织品或热成型纺织品可以是鞋类物品的部件。纺织品或热成型纺织品可以用于为鞋类物品的至少一部分提供或增强物品的性质,诸如例如耐磨性、附着摩擦力、抓地力或这些性质的组合。本文描述的纺织品可以界定鞋类物品的面向外的表面。在
一个方面中,纺织品或热成型纺织品是用于鞋类物品的鞋面的部件。在一个方面中,本文公开了一种用于鞋类物品的鞋面,该鞋面包括纺织品,其中纺织品包括包含第一包覆的纱线的第一纱线网络,其中第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。在方面中,当鞋面是成品鞋类物品的一部分时,纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的。
94.在另一个方面中,纺织品或热成型纺织品是用于鞋类物品的鞋外底或鞋类物品的部件。在另一个方面中,纺织品或热成型纺织品是桥接鞋类鞋面和鞋底结构之间的区域的延条(rand)或区。在又另一个方面中,纺织品或热成型纺织品是用于鞋类物品的组合鞋面和鞋外底,其中鞋面包括一体的鞋外底区域。任选地,鞋面和一体的鞋外底区域至少部分地由纺织品形成。鞋外底或组合鞋面和鞋外底的鞋外底区域可以被配置成包括面向地面的表面、或接触地面的表面或两者,并且本文描述的纺织品的至少一部分界定面向地面的表面、或接触地面的表面或两者的至少一部分。例如,鞋外底或鞋外底区域可以被配置成包括面向地面的表面但不包括接触地面的表面,并且纺织品的至少一部分界定面向地面的表面的至少一部分。在另一个实例中,鞋外底或鞋外底区域可以被配置成包括面向地面的表面但不包括接触地面的表面,并且纺织品的至少一部分界定面向地面的表面的至少一部分,并且其中界定面向地面的表面的至少一部分的纺织品的至少一部分被纹理化,或者包括至少一个附着摩擦力元件,或者两者。任选地,至少一个附着摩擦力元件可以是由纺织品形成的热成型的附着摩擦力元件。
95.如本文描述的纺织品或热成型纺织品可以是服装物品的部件。纺织品可以界定服装物品的面向外的表面。纺织品或热成型纺织品可以用于为服装物品的至少一部分提供耐磨性或附着摩擦力或两者,诸如例如在肘部区域、膝部区域或两者上。纺织品或热成型纺织品可以用于为嵌入服装物品中或附接到服装物品的电子部件提供保护。纺织品或热成型纺织品可以用于为穿着者提供保护,使其免受嵌入服装物品中或附接到服装物品的坚硬或锋利部件的影响。
96.如本文描述的纺织品或热成型纺织品可以是运动装备物品的部件。纺织品可以界定运动装备物品的面向外的表面。纺织品或热成型纺织品可以用于为运动装备物品的至少一部分,诸如在使用期间接触地面或具有表面的运动装备物品的一部分提供耐磨性或附着摩擦力或两者。纺织品或热成型纺织品可以用于为嵌入运动装备物品中或附接到运动装备物品的电子部件提供保护。
97.在某些方面中,本公开内容还涉及包括热成型膜部件的物品,该热成型膜部件已经从作为膜的第一状态热成型为作为软化或熔化并再固化的膜(即,包含第一聚合物组合物的膜,其中膜的至少一部分已经被软化或熔化并再固化为不同于在热成型之前其原始膜构造的新构造)的第二状态。热成型可以在大体上平坦的表面诸如板上进行,或者在成形模具中进行,或者在成形物品诸如鞋楦上进行。
98.如本文描述的热成型膜部件可以是鞋类物品的部件。热成型膜部件可以用于为鞋类物品的至少一部分提供耐磨性或附着摩擦力或两者。第一聚合物组合物可以界定鞋类物品的面向外的表面。在一个方面中,热成型膜部件是用于鞋类物品的鞋面的部件。在另一个方面中,本文公开了一种用于鞋类物品的鞋面,该鞋面包括纺织品,该纺织品包括包含第一
芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。在方面中,当鞋面是成品鞋类物品的一部分时,纺织品可以界定鞋面上的表面的至少一部分,该表面被配置成是面向外的。在另一个方面中,当鞋面是成品鞋类物品的一部分时,第一聚合物组合物可以界定鞋面的表面的至少一部分,该表面被配置成是面向外的;或者当鞋面是成品鞋类物品的一部分时,界定鞋面的被配置成是面向内的表面的至少一部分;或者当鞋面是成品鞋类物品的一部分时,形成鞋面的内层的至少一部分;或它们的任何组合。
99.在另一个方面中,热成型膜部件是用于鞋类物品的鞋外底或者是鞋类物品的部件。在又另一个方面中,热成型膜部件是用于鞋类物品的组合鞋面和鞋外底,其中鞋面包括鞋外底区域。鞋外底或组合鞋面和鞋外底的鞋外底区域可以被配置成包括面向地面的表面、或接触地面的表面或两者,并且第一聚合物组合物的至少一部分界定面向地面的表面、或接触地面的表面或两者的至少一部分。例如,鞋外底或鞋外底区域可以被配置成包括面向地面的表面但不包括接触地面的表面,并且第一聚合物组合物的至少一部分界定面向地面的表面的至少一部分。在另一个实例中,鞋外底或鞋外底区域可以被配置成包括面向地面的表面但不包括接触地面的表面,并且第一聚合物组合物的至少一部分界定面向地面的表面的至少一部分,并且其中界定面向地面的表面的至少一部分的第一聚合物组合物的至少一部分被纹理化,或者包括至少一个附着摩擦力元件,或者两者。任选地,至少一个附着摩擦力元件可以是由纺织品形成的热成型的附着摩擦力元件。
100.如本文描述的热成型膜部件可以是服装物品的部件。第一聚合物组合物可以界定服装物品的面向外的表面。热成型膜部件可以用于为服装物品的至少一部分提供耐磨性或附着摩擦力或两者,诸如例如在肘部区域、膝部区域或两者上。热成型膜部件可以用于为嵌入服装物品中或附接到服装物品的电子部件提供保护。热成型膜部件可以用于为穿着者提供保护,使其免受嵌入服装物品中或附接到服装物品的坚硬或锋利部件的影响。
101.如本文描述的热成型膜部件可以是运动装备物品的部件。第一聚合物组合物可以界定运动装备物品的面向外的表面。热成型膜部件可以用于为运动装备物品的至少一部分,诸如在使用期间接触地面或具有表面的运动装备物品的一部分提供耐磨性或附着摩擦力或两者。热成型膜部件可以用于为嵌入运动装备物品中或附接到运动装备物品的电子部件提供保护。
102.本公开内容还涉及物品,该物品包括:纺织品,该纺织品包括包含第一芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物;以及第二元件,该第二元件选自第二成形部件、第二膜、第二纤维、第二丝、第二纱线或第二纺织品。物品可以是如本文描述的纺织品或热成型纺织品,其中物品包括第一聚合物组合物的回流且再固化的产物,以及选自第二成形部件、第二膜、第二纤维、第二丝、第二纱线或第二纺织品的第二元件。物品可以是如本文描述的热成型膜部件,其中物品包括第一聚合物组合物的回流且再固化的产物,以及选自第二成形部件、第二膜、第二纤维、第二丝、第二纱线或第二纺织品的第二元件。
103.在一些方面中,物品是鞋类物品,鞋类物品包括但不限于诸如鞋的物品。“鞋类物
品”用于指意图用于穿在人类足部上的物品,例如,在一些方面中,鞋类物品可以是鞋,诸如运动鞋。鞋类物品通常包括鞋面和鞋底结构。鞋面为足部提供覆盖物,其舒适地接纳足部并且使足部相对于鞋底结构固定地定位。此外,鞋面通常为足部提供保护,并且可以提供其他属性,诸如耐候性(weather resistance)、耐水性、与运动装备接触或相互作用或类似属性。鞋底结构可以提供多种种类的支撑、缓冲和减震。鞋底结构被固定到鞋面的下部部分,并且通常被定位在足部和地面之间。除了在步行、跑步以及其他走动活动期间减弱地面反作用力(即,提供缓冲)之外,鞋底结构可以例如影响足部运动(例如,通过抵抗内旋)、赋予稳定性并且提供附着摩擦力。因此,鞋面和鞋底结构协作地操作以提供适于多种活动的舒适结构。
104.示例性的鞋类物品是运动鞋类或运动鞋类(athletic or sports footwear),包括但不限于跑步鞋、篮球鞋、英式足球鞋、棒球鞋、足球鞋、网球鞋、橄榄球鞋、交叉训练鞋、步行鞋、登山靴、高尔夫鞋、胶底运动鞋以及类似运动鞋类。可选择地,鞋类物品可以是非运动鞋类,包括但不限于礼服鞋、乐福鞋、休闲鞋、凉鞋和靴子,包括工作靴。鞋可以封闭或可以不封闭穿着者的整个足部。例如,鞋可以是凉鞋或暴露穿着的足部的大部分的其他物品。因此,本领域普通技术人员可以理解,除了在以下材料中论述的和在附图中描绘的特定类型或款式之外,本文公开的材料和工艺适于多种鞋类类型或款式。
105.鞋面形成为穿着者的足部的一些或全部提供覆盖物并且相对于该鞋的鞋底结构定位该足部的结构。鞋面在鞋类的内部上形成空腔以用于接纳足部。空腔具有足部的大致形状,并且通向空腔的入口可以被设置在踝部开口处。在某些方面中,鞋面在足部的脚背区域和脚趾区域上方、沿着足部的内侧面和外侧面并且围绕足部的足跟区域延伸。鞋面可以具有任何设计、形状、大小和/或颜色。例如,在某些方面中,例如,如果物品是篮球鞋,那么鞋面可以是被成形为对踝部提供高支撑的高帮鞋面(high top upper)。可选择地,在某些方面中,例如,如果物品是跑步鞋,那么鞋面可以是低帮鞋面。根据本公开内容,鞋面或鞋面部件可以包括如本文描述的膜、纤维、丝、纱线、纺织品、热成型纺织品或热成型膜部件。
106.鞋面还可以并入闭合系统诸如系带系统,以允许足部进入鞋面内的空腔以及从鞋面内的空腔移出。另外地或可选择地,鞋面还可以并入调节系统以调节鞋类的贴合性和/或提供鞋面和鞋底结构之间的锁定。闭合系统和/或调节系统诸如系带系统常常被并入到鞋面中,以选择性地改变踝部开口的大小且允许穿着者修改鞋面的某些尺寸,特别是围长,以适应具有不同比例的足部。此外,鞋面可以包括在系带系统下方延伸的鞋舌,以提高鞋类的舒适性(例如,以调节由鞋带施加到足部的压力)。鞋舌可以被附接在系带结构的基部处;可以被附接在系带结构的基部处和系带结构的内侧面上,或可以被附接在系带结构的外侧面上,或可以被附接在两个侧面上;或者可以与鞋面一体地形成。鞋面可以包括鞋跟稳定器以限制或控制鞋跟的移动。鞋面可以包括鞋包头(toe cap)以向鞋面的鞋头(toe box)部分提供耐磨性或保护或两者。耐磨性、附着摩擦力或两者可以在鞋面的特定区域中提供,包括在内侧面、外侧面、鞋背区域或其任何组合的部分上提供。例如,使用提供提高附着摩擦力水平的材料在运动鞋类上是有用的,运动鞋类可以在使用期间与球接触。任选地,鞋面可以包括鞋跟稳定器;鞋包头;在内侧面、外侧面或鞋背上的耐磨区域;在内侧面、外侧面或鞋背上增加附着摩擦力的区域;或它们的任何组合。
107.在一个方面中,如本文描述的纺织品,包括热成型纺织品,界定鞋面的外表面的至
少一部分。在另一个方面中,当鞋面是成品鞋类物品的一部分时,如本文描述的纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的;或者当鞋面是成品鞋类物品的一部分时,界定鞋面的被配置成是面向内的表面的至少一部分;或者当鞋面是成品鞋类物品的一部分时,形成鞋面的内层的至少一部分;或它们的任何组合。
108.在一个方面中,纺织品,包括本文描述的热成型纺织品,可以覆盖鞋面的面向外部的表面积的从约15百分比至约100百分比。在一个方面中,纺织品覆盖鞋面的外部面的表面积的从约15百分比至约35百分比。在另一个方面中,纺织品覆盖鞋面的外部面的表面积的从约40百分比至约70百分比。在另一个方面中,纺织品覆盖鞋面的外部面的表面积的从约75百分比至约100百分比。
109.在另一个方面中,纺织品,包括热成型纺织品,可以存在于鞋面的外侧面、鞋面的内侧面、鞋面的鞋跟区域、鞋面的鞋头区域或其任何组合上。在一些方面中,当纺织品形成用于鞋类物品的鞋面的一部分或全部时,纺织品可以存在于第一层和第二层中。在一个方面中,第一层可以是面向外部的层,并且第二层可以是当鞋类物品被穿着时看不到的基部层或内层。在另一个方面中,第一层和第二层可以独立地包括针织纺织品、钩编纺织品、编结纺织品、编织纺织品、非编织纺织品或其一些组合。在一个方面中,当存在纺织品的两个层时,顶层对靴子到球的控制(boot-to-ball control)、耐磨性和抗拉伸性可以是有用的,并且底层可以用于为鞋类物品提供耐水性、抗拉伸性和耐用性。在一些方面中,芯层可以存在于顶层和基部层之间。在可选择的方面中,纺织品可以作为单个层存在,该单个层包括面向外部的侧面、面向内部的侧面和芯,其中面向外部的侧面包括对靴子到球的控制、耐磨性和抗拉伸性可以有用的包覆的纱线,并且面向内部的侧面包括对耐水性、抗拉伸性和耐用性以及其他性质可以有用的包覆的纱线。
110.在一些方面中,鞋底结构可以包括一个或更多个部件或层,该一个或更多个部件或层可以单独地或共同地为鞋类物品提供许多属性,诸如支撑、刚度、柔性、稳定性、缓冲、舒适性、减轻的重量或其他属性。在一些方面中,鞋底结构可以包括被称为鞋内底、鞋底夹层和鞋外底的层。然而,在一些方面中,这些部件中的一个或更多个可以被省略。在某些方面中,鞋底结构可以任选地包括鞋底板。在一些方面中,鞋底结构包括鞋外底部件,该鞋外底部件包括内部主表面和可以被暴露并接触地面的外部主表面。在另外的方面中,鞋底结构还可以包括鞋底夹层部件,该鞋底夹层部件可以沿着鞋面的整个长度附接到鞋面。当存在时,鞋底夹层形成鞋底结构的中间层,并且用于多种目的,所述目的包括控制足部运动和减弱冲击力。
111.鞋外底包括鞋类物品的接触地面的部分。常规地,耐用、耐磨耗的材料用于鞋外底。根据本公开内容,鞋外底或鞋外底部件可以包括如本文描述的膜、纤维、丝、纱线、纺织品、热成型纺织品或热成型膜部件。鞋外底通常包括纹理或其他特征诸如附着摩擦力元件,以改善附着摩擦力。鞋外底还可以任选地包括一个或更多个一体地形成的或可移除的防滑件。
112.在一个方面中,纺织品界定鞋外底的面向外的表面的至少一部分,任选地其中当鞋外底是成品鞋类物品的一部分时,面向外的表面被配置成是面向地面的或接触地面的。在另一个方面中,纺织品界定鞋外底的内侧面或外侧面的至少一部分。
113.用于鞋类物品的组合鞋面和鞋外底是既用作鞋类物品的鞋面又用作鞋类物品的
鞋外底的一体的部件,与通过首先形成单独的鞋面和单独的鞋外底并且然后将鞋面和鞋外底彼此附接而形成的常规鞋类形成对比。相比之下,在组合鞋面和鞋外底中,单元的鞋面区域和鞋外底区域的至少一部分同时形成,例如通过在鞋楦上使一个或更多个部件热成型。因此,组合鞋面和鞋外底单元包括单个纺织品、热成型纺织品或热成型膜部件,其形成鞋面的面向外的表面的至少一部分和鞋外底的面向地面的表面或接触地面的表面的至少一部分两者。
114.运动装备物品、穿着物品(article of wear)和纺织品的示例性方面
115.如上文论述的,某些方面涉及一种或更多种纺织品、热成型纺织品或热成型膜部件,它们包括如本文描述的膜、纤维、丝或纱线。在某些方面中,这样的纺织品、热成型纺织品或热成型膜部件可以形成运动装备物品或穿着物品的至少一部分,该穿着物品包括服装物品和鞋类物品。在某些方面中,所公开的纺织品、热成型纺织品或热成型膜部件可以形成鞋类物品的部件的至少一部分。在某些方面中,所公开的纺织品、热成型纺织品或热成型膜部件可以形成运动装备物品的部件的至少一部分。
116.现在转向附图,特别是图1a和图1b,鞋类物品100被描绘为一种示例性的穿着物品。虽然图1a和图1b描绘了鞋类物品100,但是应当理解,本公开内容还设想了其他穿着物品。图1a和图1b的鞋类物品100通常可以包括面向地面的鞋外底区域110、踝部鞋领区域112、外侧鞋中部区域114a和内侧鞋中部区域114b、鞋头区域116和鞋跟区域118。此外,鞋类物品100可以包括多于一个鞋眼120、鞋面前片区域122、鞋舌区域124和鞋喉区域126。如图1a和图1b中示出的,鞋类物品100意图与右脚一起使用;然而,应当理解,以下的论述可以同样适于意图与左脚一起使用的鞋类物品100的镜像。
117.图1a和图1b中描绘的鞋类物品100可以包括至少一个纺织品102,该至少一个纺织品102至少部分地形成鞋类物品100的一部分。任选地,鞋类物品100的纺织品102可以包括至少两个或任选地至少三个单独的纺织品区,例如区104、区106和区108,标识鞋类物品100的特定的功能区域。在某些方面中,这些特定的功能区域至少部分地与将特定的纺织品介质以不同的量、技术和组合有针对性地并入到这些纺织品区(在图1a和图1b中被图示为区104、区106和区108)中相关联。应当理解,虽然纺织品102包括三个特定的功能区域,但是还设想了多于三个功能区域。
118.在某些方面中,纺织品区104可以呈现出适合用作用于鞋类物品100的面向地面的鞋外底110的刚性或半刚性功能。因此,在某些方面中,纺织品区104可以被定位成包括鞋类物品100的面向地面的鞋外底110的至少一部分。在某些方面中,将本文描述的膜、纤维、丝或纱线有针对性地并入到纺织品102的纺织品区104中在热成型后可以至少部分地提供用作面向地面的鞋外底110的耐磨性和/或附着摩擦力功能。
119.此外,在方面中,另一个纺织品区,诸如例如纺织品区108,可以呈现出柔性和/或易弯曲性(pliability)以适应来自穿着者的运动。在某些方面中,纺织品区108可以包括鞋类物品100的踝部鞋领区域112、鞋舌区域124和/或鞋喉区域126。
120.在某些方面中,另一个纺织品,诸如例如区106,可以被定位在纺织品区104和纺织品区108之间。在某些方面中,纺织品区106可以包括在鞋类物品100上的外侧鞋中部区域114a和/或内侧鞋中部区域114b的至少一部分。在某些方面中,纺织品区106可以包括来自纺织品区104的本文描述的第一膜、第一纤维、第一丝或第一纱线与第二膜、第二纤维、第二
丝或第二纱线,诸如例如来自纺织品区108的第二膜、第二纤维、第二丝或第二纱线的组合,其中第二膜、第二纤维、第二丝或第二纱线具有与第一膜、第一纤维、第一丝或第一纱线相比不同的性质(例如,熔化温度、变形温度等)。在这样的方面中,纺织品区106中存在的纺织品介质的这种组合允许纺织品区106用作鞋面的柔性、易弯曲的部分和用作耐磨的或高附着摩擦力的区,并且任选地用作纺织品区104的鞋外底功能和纺织品区108的柔性易弯曲功能之间的过渡,允许从鞋外底部分到纺织品102的柔性的更渐进的过渡。在一个实例中,仅纺织品区104包括本公开内容的第一聚合物组合物。在另一个实例中,仅纺织品区106包括本公开内容的第一聚合物组合物。在另一个实例中,纺织品区104和纺织品区106两者均包括第一聚合物组合物,其中纺织品区104中第一聚合物组合物的集中度比纺织品区106中大(例如,大至少10重量百分比、大至少20重量百分比或大至少30重量百分比)。在又另一个实例中,纺织品区108大体上不含本公开内容的第一聚合物组合物。
121.此外,在这样的方面中,纺织品区106可以呈现出比纺织品区104更小程度的刚性或半刚性,但是比纺织品区108更大程度的刚性或半刚性。此外,在相同的或可选择的方面中,纺织品区106可以呈现出比纺织品区108更小程度的柔性,但是比纺织品区104更大程度的柔性。
122.可选择地或另外地,三个纺织品区104、106和108可以至少部分地位于鞋中部区域,诸如外侧鞋中部区域114a和/或内侧鞋中部区域114b内。
123.虽然纺织品区104、106和108中的任何或全部可以由彼此可操作地连接的单独的纺织品形成,但是可以使用具有两个或更多个一体地形成的纺织品区的单个纺织品。在一个特定的实例中,单个鞋面和鞋外底单元包括两个或更多个单独形成的纺织品区或一体的纺织品区。
124.在纺织品区106中的某些方面中,本文描述的第一膜、第一纤维、第一丝或第一纱线的组合存在于纺织品区104中,并且本文描述的第二膜、第二纤维、第二丝或第二纱线存在于纺织品区108中。当这种纺织品暴露于热成型工艺时,该工艺可以赋予这些区一种或更多种结构性质,使它们适合用于鞋类物品100,诸如在外侧鞋中部区域和/或内侧鞋中部区域114a和114b中的耐磨性、改善的附着摩擦力、半刚性支撑或其任何组合,和/或适合于鞋类物品100的一个或更多个部分的三维形状或结构。
125.在某些方面中,如图1a中可以看到的,纺织品区106远离纺织品区104朝向鞋眼120延伸。在这样的方面中,包括本文描述的第一膜、第一纤维、第一丝或第一纱线的纺织品介质和包括第二膜、第二纤维、第二丝或第二纱线的纺织品介质的组合可以允许将从鞋眼120或其他系带机构传送的力传递到外侧鞋中部区域和/或内侧鞋中部区域114a和114b中存在的纺织品介质的这种组合中。在某些方面中,为了成功传递从鞋眼120传送的力,当纺织品102是在商业针织机上形成的针织纺织品时,纺织品区104和/或存在于纺织品区104中的本文描述的第一膜、第一纤维、第一丝或第一纱线可以终止于区域128,该区域128距鞋眼120至少约0.5cm、约1.0cm或约2.0cm的距离,和/或在鞋眼120下方至少约3个、至少约4个或至少约5个针长度的距离。在这样的方面中,存在于邻近鞋眼120的区108中的第二膜、第二纤维、第二丝或第二纱线的柔性和易弯曲的特性可以有助于将从鞋眼120传送的力传递到纺织品区106和/或外侧鞋中部区域和/或内侧鞋中部区域114a和114b中存在的本文描述的第一膜、第一纤维、第一丝或第一纱线。
126.在图1a和图1b中描绘的方面中,纺织品区106被定位在鞋头区域116和鞋跟区域118中。在这样的方面中,本文描述的第一膜、第一纤维、第一丝或第一纱线和第二膜、第二纤维、第二丝或第二纱线的组合由于由热成型材料提供的刚性而可以提供结构和/或支撑。此外,热成型材料可以在鞋头区域116和/或鞋跟区域118中提供耐磨性或增加的附着摩擦力。在可选择的方面中,纺织品区104可以形成鞋头区域116和/或鞋跟区域118的至少一部分以用于增加的刚性或增加的耐磨性或附着摩擦力,因为纺织品区104包括比纺织品区106更大量的或可选择定位(例如,外部针织表面)的本文描述的第一膜、第一纤维、第一丝或第一纱线。
127.图1c描绘了鞋类物品100a的可选择的方面。在这样的方面中,鞋类物品100a通常可以包括至少三种类型的纺织品区:纺织品区104a、纺织品区106a和纺织品区108a。在某些方面中,纺织品区104a、纺织品区106a和纺织品区108a可以分别具有与上文参考图1a论述的鞋类物品100的纺织品区104、纺织品区106和纺织品区108相同的性质和参数。
128.在图1c中描绘的方面中,纺织品区104a的部分,例如部分104b和部分104c,可以从鞋外底区域向上穿过鞋中部区域115a且朝向多于一个鞋眼120a延伸。在这样的方面中,由从鞋外底区域穿过鞋中部区域115a延伸到多于一个鞋眼120a的部分104b和部分104c提供的刚性或半刚性功能可以在鞋中部区域115a中提供增加的穿着者稳定性。此外,在方面中,通过多于一个鞋眼120a中的一个或更多个施加的力可以至少部分地传递到延伸穿过鞋中部区域115a的刚性或半刚性部分104b和104c上,并且传递到鞋外底区域中存在的刚性或半刚性纺织品区104a中,为穿着者提供增加的支撑和舒适性。
129.在某些方面中,除了热成型材料为物品的一个或更多个区域提供耐磨性或附着摩擦力或两者之外,热成型材料可以提供结构、刚性、强度、支撑、防水或耐水表面(water-proof or water-resistant surface)或其任何组合。
130.图2a和图2b描绘了作为示例性服装物品的衬衫200。图2a和图2b中描绘的衬衫200包括至少一种纺织品、热成型纺织品或热成型膜部件202,其至少部分地形成衬衫200的一部分。如图2b中最佳看到的,纺织品、热成型纺织品或热成型膜部件202可以是纺织品或热成型纺织品,该纺织品或热成型纺织品包括三个单独的纺织品区204、206a-d和208,它们可以标识200的特定的功能区域。在某些方面中,这些特定的功能区域至少部分地与将特定的纺织品介质以不同的量和组合有针对性地并入到这些纺织品区204、206a-d和208中相关联。
131.在某些方面中,纺织品区204可以包括增强区域诸如面向外部的膜或补片210,其可以例如为衬衫200的肘部区域212提供耐磨性。在这样的方面中,通过使如本文描述的膜、纤维、丝或纱线熔化或变形并且随后冷却和固化熔化的第一聚合物组合物以形成补片210,将本文描述的膜、纤维、丝或纱线有针对性地一体并入到纺织品区204中当纺织品202被热成型时可以至少部分地形成补片210。
132.在多个方面中,纺织品区208可以呈现出类似于常规的衬衫材料的柔性和/或易弯曲性。此外,在某些方面中,纺织品区206可以至少部分地在纺织品202内提供从纺织品区204中存在的更刚性或半刚性补片210到纺织品区208中存在的更柔性易弯曲的部分的过渡。在这样的方面中,纺织品区206a-d可以包括存在于纺织品区204中的本文描述的第一膜、第一纤维、第一丝或第一纱线和存在于纺织品区208中的第二膜、第二纤维、第二丝或第
二纱线的组合。虽然在图2a和图2b中未示出,但是纺织品区206b-d还提供了向柔性易弯曲的材料,诸如存在于纺织品区208中的柔性易弯曲的材料的过渡。
133.在某些方面中,类似于上文参考图1a和图1b论述的纺织品102的纺织品区106,来自纺织品区204的本文描述的第一膜、第一纤维、第一丝或第一纱线和来自纺织品区208的第二膜、第二纤维、第二丝或第二纱线的这种组合可以提供从补片210到衬衫200的纺织品区208中存在的柔性易弯曲的部分的无缝或一体的过渡。
134.虽然在图2a和图2b中对纺织品区204、纺织品区206a-d和纺织品区208的这种示例性描述涉及服装物品200的肘部区域,但是应当理解,纺织品区204、纺织品区206a-d和纺织品区208以及相关的性质可以被施加到衬衫或其他服装物品的其他区域,诸如服装物品的膝盖、大腿、臀部、胸部和/或下背部区域,或者被施加到需要加强的区域,诸如邻近紧固件(例如拉链、纽扣、按扣、拉索以及类似紧固件)的区域。
135.现在转向图3,提供了示意性纺织品300的平面视图。应当理解,纺织品300可以是本领域技术人员已知的任何类型的纺织品。适合用于本文公开的穿着物品和方法的纺织品的非限制性列表包括针织纺织品、编织纺织品、非编织纺织品、钩编纺织品和编结纺织品。
136.类似于图1a和图1b的纺织品102以及图2a和图2b的纺织品202,图3的纺织品300包括三种类型的纺织品区。例如,纺织品300包括纺织品区302,该纺织品区302可以包括本文描述的第一膜、第一纤维、第一丝或第一纱线;纺织品区306a和纺织品区306b,该纺织品区306a和纺织品区306b可以包括第二膜、第二纤维、第二丝或第二纱线;以及纺织品区304a和纺织品区304b,该纺织品区304a和纺织品区304b可以包括包含不同热塑性弹性体的膜、纤维或纱线的组合。在图3的纺织品300中,纺织品区304a和纺织品区304b可以被定位在纺织品区302的任一侧面上,而纺织品区306a和纺织品区306b可以分别被定位在纺织品区304和纺织品区304b的相对侧面上。
137.在某些方面中,本文描述的膜、纤维、丝、纱线和纺织品,当暴露于热成型工艺时,可以赋予穿着物品或运动装备物品结构或功能性质。此外,本文描述的第一膜、第一纤维、第一丝、第一纱线和第二膜、第二纤维、第二丝或第二纱线的组合可以为特定的穿着物品或运动装备物品提供结构支撑和三维结构。此外,在某些方面中,膜、纤维、丝、纱线和纺织品的这种组合可以在刚性热成型材料和柔性易弯曲的纤维之间提供一体的过渡。
138.在某些方面中,基于本文描述的第一膜、第一纤维、第一丝、第一纱线和第一纺织品以及纺织品、热成型纺织品和热成型膜部件的不同区中的第二膜、第二纤维、第二丝或第二纱线的相对定位,这些区可以具有不同集中度的第一膜、第一纤维、第一丝或第一纱线和第二膜、第二纤维、第二丝或第二纱线,并且因此在这些区中可以具有不同集中度的第一聚合物组合物和第二聚合物组合物。
139.如本文使用的,术语“集中度”指的是特定体积的集群或聚集。因此,术语集中度包括测量特定体积(例如,立方厘米)的材料的量(例如,以克计的重量)。例如,在针织纺织品中,纺织品的单个针织层的第一部分可以具有与纺织品的第二部分相比增加集中度的第一纱线,这是由于该第一纱线比相同大小的第二部分具有更多的线迹(例如,针织线迹、集圈线迹(tuck stitch)和/或浮线线迹(float stitch))。在另一个实例中,纺织品的第一部分可以包括比第二部分更大集中度的镶嵌的膜、纤维、丝或纱线。在另一个实例中,在非编织纺织品中,如果该纺织品用比相等大小的第二部分更多的第一纤维(例如,以克计的重量)
形成,则该纺织品的第一部分可以具有增加集中度的第一纤维。
140.在方面中,纺织品、热成型纺织品或热成型膜部件可以包括第一区和第二区,其中第一区包括比第二区多至少5重量百分比、或至少10重量百分比、或至少20重量百分比、或至少30重量百分比的第一聚合物组合物。
141.图4a-图4j描绘了可以存在于如本文公开的针织纺织品或针织热成型纺织品中的示例性的潜在针织结构。图4a描绘了由后针床504形成的针织线迹(或有时被称为平纹线迹(jersey stitch))结构502。应当理解,根据传统的线迹示意图,与后针床504相关联的那排小圆圈代表后针床504的针(例如,针505)。此外,对于前针床,例如图4b中描绘的前针床508也同样如此;也就是说,与前针床508相关联的那排小圆圈代表前针床508中的针(例如,针507)。
142.图4b描绘了由前针床508形成的针织线迹结构506。图4c描绘了具有由前针床512和后针床514形成的集圈线迹的浮线和集圈线迹结构510。图4d描绘了具有由前针床518和后针床520形成的集圈线迹的另一种浮线和集圈线迹结构516。图4e描绘了浮线线迹结构522。图4f描绘了具有由后针床528形成的针织线迹524a和由前针床526形成的集圈线迹524b的针织和集圈线迹结构524。图4g描绘了具有在前针床532上形成的针织线迹的针织和浮线线迹结构530。图4h描绘了具有在后针床536上形成的针织线迹的针织和浮线线迹结构534。图4i描绘了具有由前针床540形成的集圈线迹的集圈和浮线针织结构538。图4j描绘了具有由后针床544形成的集圈线迹的集圈和浮线针织结构542。
143.在某些方面中,可以期望在特定的区域或区中积聚本文描述的膜、纤维、丝或纱线,以便当热成型时为物品提供期望的厚度和刚度,例如以形成鞋类物品的面向地面的鞋外底。在这样的方面中,当使用针织纺织品时,该区域或区可以包括重复的线迹或镶嵌的膜、纤维、丝或纱线,以相对于其他区增加本文描述的第一聚合物组合物的集中度。
144.在某些方面中,在纺织品300的包括大量的本文描述的第一聚合物组合物的区域,例如纺织品区302中,锚定纱线可以在纺织品300中提供,以帮助限制本文描述的熔化的第一聚合物组合物的流动和/或在热成型后为该区提供一些柔性。例如,锚定纱线可以作为许多不同类型的针织结构,诸如图4e和图4g-图4j中描绘的一种或更多种结构存在于纺织品300中。在某些方面中,对于锚定纱线的线迹选择可以取决于锚定纱线延伸穿过的材料的期望的抗伸长性。例如,在集圈线迹或针织线迹之间浮动五根针的锚定纱线线迹与在集圈线迹或针织线迹之间仅浮动2根针或3根针的锚定纱线线迹相比将为锚定纱线延伸穿过的材料提供更大的抗拉伸性。在这样的实例中,浮线的长度之间的不同抗伸长性是非线性部分(例如,线迹环圈)比线性区段更易于伸长的结果,这导致不同量的抗伸长性。
145.在这样的方面中,锚定纱线可以呈现出的伸长率小于低加工温度聚合物组合物的伸长率,诸如包含低加工温度聚合物组合物的纱线或通过使这样的纱线热成型而产生的熔化的纱线部件的伸长率。例如,在方面中,锚定纱线可以呈现出比包含低加工温度聚合物组合物的纱线或通过使包含低加工温度聚合物组合物的纱线热成型而产生的熔化的纱线部件的伸长率小至少约10%的伸长率。在一个方面中,锚定纱线可以呈现出比包含低加工温度聚合物组合物的纱线或通过使包含低加工温度聚合物组合物的纱线热成型而产生的熔化的纱线部件的伸长率小至少约25%的伸长率。在另一个方面中,锚定纱线可以呈现出比包含低加工温度聚合物组合物的纱线或通过使包含低加工温度聚合物组合物的纱线热成
型而产生的熔化的纱线部件的伸长率小至少约50%的伸长率。在又另一个方面中,锚定纱线可以呈现出比包含低加工温度聚合物组合物的纱线或通过使包含低加工温度聚合物组合物的纱线热成型而产生的熔化的纱线部件的伸长率小至少约75%的伸长率。示例性的锚定纱线包括聚酰胺纱线、聚烯烃纱线和聚酯纱线,包括具有从约5克每旦尼尔至约10克每旦尼尔的韧度的纱线。
146.如上文论述的,可以包括纤维和/或包含本文描述的膜、纤维、丝或纱线的纱线的本文描述的纺织品可以被热成型以赋予穿着物品一些结构或性质。此外,如上文论述的,热成型工艺可以导致存在于纺织品中的本文描述的膜、纤维、丝或纱线的至少一部分熔化或变形并且随后固化。
147.图5a示意性地描绘了在热成型工艺之前的图3的纺织品300的鞋面针织层的纺织品区304a的一部分700。部分700包括具有第一纱线708的第一横列702和第二横列704。该部分还包括第二纱线710的第三横列706,该第二纱线710包括本文描述的膜、纤维、丝或纱线。在这样的方面中,第二纱线710的环圈的第三横列706可以与具有第一纱线708的第一横列702和第二横列707互连,例如相互环套。如本文使用的,“相互环套”指的是诸如在针织线迹中来自一个横列的环圈如何能够包绕另一个横列的环圈,并且还指的是如在钩编工艺中一个环圈如何能够使另一区段的纱线拉动穿过环圈(或穿过环圈并围绕形成环圈的纱线)以便形成第二个环圈。
148.图5b描绘了在暴露于热成型工艺之后的部分700。如通过比较图5a和图5b可以看到的,包括本文描述的膜、纤维、丝或纱线的第二纱线710由纱线材料热成型为熔化的纱线部件712。在某些方面中,热成型工艺的加热步骤至少部分地导致第二纱线710中的本文描述的膜、纤维、丝或纱线熔化并流动并且然后随后通过完成热成型工艺而固化成为熔化的纱线部件712。
149.在方面中,如图5a和图5b中可以看到的,热成型工艺还已经使图3的纺织品300的鞋面针织层的部分700的针织结构的至少一部分转变。例如,图7a中描绘的横列702、横列704和横列706已经被转变,使得部分700不再包括包含本文描述的膜、纤维、丝或纱线的纱线和第二纱线的互连的环圈横列,这至少部分地是由于第二横列706中的纱线710转变为熔化的纱线部件712。如图5b中可以看到的,虽然热成型工艺可以消除图3的纺织品300的鞋面针织层的部分700中的互连的环圈,但是剩余的横列702和横列704可以通过熔化的纱线部件712连接。在这样的方面中,图3的纺织品300的鞋面针织层的该部分700可以将横列702和横列704的位置彼此固定,这与当横列702和横列704在热成型之前经由横列706互连时相反。此外,在这样的方面中,第一横列702的环圈的顶部部分714仍然可以自由地与纱线的其他横列互连,允许人们调节由纺织品区304a提供的刚度和/或三维成形的水平。
150.图6描绘了图3的纺织品300的鞋面针织层的部分700沿着图5b中图示出的切割线8的横截面。如图6中可以看到的,第一纱线708的至少一部分可以被封装在熔化的纱线部件712内。取决于在热成型工艺期间使用的条件,熔化的纱线部件712可以固化成围绕第一纱线708的第一横列702和第二横列704的环圈的至少一部分的膜状结构。
151.如在图5b和图6中描绘的方面中可以看到的,第一纱线708在暴露于热成型工艺之后不熔化或变形。此外,在某些方面中,第一纱线708可以包含染料716(被描绘为第一纱线708内的斑点),该染料在暴露于热成型工艺之后不浸出。例如,如图5b和图6中可以看到的,
不存在染料716从第一纱线708到熔化的纱线部件712的相邻区域,例如相邻区域718中的可见的浸出。在某些方面中,至少约80重量百分比、至少约90重量百分比、至少约95重量百分比或至少99重量百分比的染料716保留在第一纱线708内或在图3的纺织品300的鞋面针织层的热成形部分700内。在相同的或可选择的方面中,在热成型后,不存在染料到与最终的穿着物品相关联的任何另外的材料中的可见的浸出,图3的纺织品300的鞋面针织层的部分700被并入到该最终的穿着物品中。
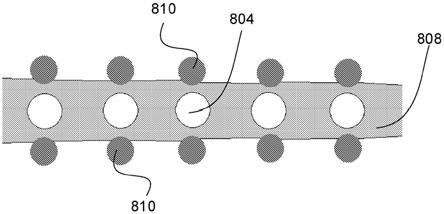
152.图7a示出了在热成型之前如本文公开的纺织品的横截面视图,该纺织品具有第一侧面800、第二侧面802和包括如本文公开的包覆的纱线的芯,包覆的纱线还具有芯纱804和包含聚合物组合物806的涂层。图7b示出了在热成型后的相同纺织品,其中芯纱804被布置在包覆的纱线的回流且再固化的聚合物组合物808内。
153.图7c示出了在热成型之前如本文公开的纺织品的横截面视图,该纺织品具有第一侧面800、第二侧面802和芯,该芯包括如本文公开的包覆的纱线和布置在纺织品的至少一个侧面上的另外的第二纱线810,包覆的纱线还具有芯纱804和包含聚合物组合物806的涂层。图7d示出了在热成型后的相同纺织品,其中芯纱804被布置在包覆的纱线的回流且再固化的聚合物组合物808内,并且第二纱线被布置在回流且再固化的聚合物组合物的表面处。
154.图7a示出了在热成型之前如本文公开的纺织品的横截面视图,该纺织品具有第一侧面800、第二侧面802和芯,该芯包括如本文公开的包覆的纱线以及布置在纺织品810的第一侧面和第二侧面上的另外的第二纱线,包覆的纱线还具有芯纱804和包含聚合物组合物806的涂层。图7b示出了热成型后的相同纺织品,其中芯纱804被布置在包覆的纱线的回流且再固化的聚合物组合物808内,并且第二纱线被布置在回流且再固化的聚合物组合物的两个表面处。
155.物品可以是制造的物品或物品的部件。制造的物品可以包括鞋类、服装(例如,衬衫、运动衫、裤子、短裤、手套、眼镜、袜子、带沿帽、便帽、夹克、内衣)、容装物(例如,背包、包)和用于家具(例如,椅子、长沙发、车辆座椅)的装饰用品、床上用品(例如,床单、毛毯)、桌布、毛巾、旗帜、帐篷、帆以及降落伞、或这些物品中的任何一个的部件。此外,纺织品或包括纺织品的物品可以与制品一起使用或者可以被布置在制品上,所述制品诸如击打设备(例如,球棒、球拍、棍棒、球棍、高尔夫球杆、桨等)、运动装备(例如,高尔夫球袋、棒球和足球手套、英式足球限制结构)、防护装备(例如,垫、头盔、防护件、帽舌、面罩、护目镜等)、机车装备(例如,自行车、摩托车、滑板、汽车、卡车、船、冲浪板、雪橇、滑雪板等)、用于多种运动的球或冰球、钓鱼或狩猎装备、家具、电子装备、建筑材料、眼睛防护物、钟表、珠宝以及类似物。
156.物品可以是鞋类物品。鞋类物品可以被设计用于多种用途,诸如体育用途、运动用途、军事用途、工作相关用途、娱乐用途或休闲用途。主要地,鞋类物品意图在未铺砌的表面(部分或全部)上户外使用,诸如在包括草、草皮、砾石、沙子、尘土、粘土、泥浆、路面及类似物中的一种或更多种的地面上户外使用,无论是作为运动表演表面还是作为一般户外表面。然而,鞋类物品对于室内应用,诸如例如包括尘土比赛表面的室内运动(例如,带有尘土内场的室内棒球场)也可以是合意的。
157.特别地,鞋类物品可以被设计用于室内或户外体育活动,诸如国际足球/英式足球、高尔夫、美式橄榄球、英式橄榄球、棒球、跑步、田径、自行车(例如,公路自行车和山地自
行车)及类似体育活动。鞋类物品可以任选地包括附着摩擦力元件(例如,凸耳、防滑件、嵌钉和鞋钉以及胎面图案),以在柔软和光滑的表面上提供附着摩擦力,其中本公开内容的部件可以在附着摩擦力元件之间或之中使用或应用,并且任选地在附着摩擦力元件的侧面上但是在附着摩擦力元件的接触地面或表面的表面上使用或应用。防滑件、嵌钉和鞋钉通常被包括在设计为用于运动诸如国际足球/英式足球、高尔夫、美式橄榄球、英式橄榄球、棒球以及类似运动的鞋类中,这些运动经常在未铺砌的表面上进行。凸耳和/或增强的胎面图案通常被包括在设计为用于在恶劣户外条件诸如越野跑、徒步旅行和军事用途下使用的包括靴子的鞋类中。
158.特别地,物品可以是服装物品(即,服装)。服装物品可以是为运动或休闲活动设计的服装物品。服装物品可以是被设计成提供保护免于因素(例如,风和/或雨)或免于冲击的服装物品。
159.特别地,物品可以是运动装备物品。运动装备物品可以被设计用于室内或户外体育活动,诸如国际足球/英式足球、高尔夫、美式橄榄球、英式橄榄球、棒球、跑步、田径、自行车(例如,公路自行车和山地自行车)以及类似体育活动。
160.图8a-图8q图示出了可以包括本公开内容的纺织品(包括本公开内容的热成型纺织品)的多种物品。如图8a-图8q中图示出的,散列的区域被定位在物品的多个区域和结构上。这些散列的区域意图说明可以包括本公开内容的纺织品的一般区域和结构,并且不一定意图代表由纺织品的表面界定的区域或表面的表面积的大小。在一些方面中,散列的区域指示区域的表面或结构的表面,该区域的表面或结构的表面可以由根据本公开内容的热成型纺织品的热塑性网络界定。在一个方面中,由热塑性网络界定的表面可以具有至少一平方厘米的总表面积。在另一个方面中,由热塑性网络界定的表面包括呈回流且再固化形式的包覆的纱线的聚合物组合物。
161.图8a-图8m图示出了包括本公开内容的纺织品(包括本公开内容的热成型纺织品)的鞋类、服装、运动装备、容装物、电子装备和视觉防护物。包括纺织品的结构由散列的区域12a’/12m
’‑
12a”/12m’表示。提供结构的位置仅仅是为了指示结构可以被定位的一个可能的区域。此外,在一些图中图示出了两个位置并且在其他图中图示出了一个位置,但是这仅仅是为了说明的目的,因为制品可以包括一个或多于一个结构,其中大小和位置可以基于制品来确定。
162.图8n(a)-图8n(b)图示出了包括鞋底结构1004和鞋面1002的鞋类物品100的透视图和侧视图。包括纺织品的结构由1022a和1022b表示。鞋底结构1004被固定到鞋面1002并且当穿着鞋类物品1000时鞋底结构1004在足部和地面之间延伸。鞋底结构1004的主要元件是鞋底夹层1014和鞋外底1012。鞋底夹层1014被固定到鞋面1002的下部区域,诸如斯创贝尔(未示出),并且可以包括包含弹性材料诸如聚合物泡沫或另一种适当的材料的缓冲元件。在其他构型中,鞋底夹层1014的缓冲元件可以并入流体填充室、板、调节器和/或进一步减弱力、提高稳定性或影响足部的运动的其他元件。鞋外底1012被固定到鞋底夹层1014的下表面,并且可以包括耐磨耗的弹性体材料诸如天然橡胶材料或合成橡胶材料。鞋外底可以被纹理化以赋予附着摩擦力,或者可以包括一个或更多个附着摩擦力元件。附着摩擦力元件可以是附连到鞋外底的单独的元件,或者可以与鞋外底一体地形成。鞋面1002可以由多种元件(例如,鞋带稳固件、鞋舌、鞋领、内侧面、外侧面、鞋面前片、鞋头、鞋跟稳定器)形
成,这些元件组合提供用于牢固地且舒适地接纳足部的结构。虽然鞋面1002的构型可以显著变化,但是多种元件通常界定鞋面1002内用于相对于鞋底结构1004接纳足部并且固定足部的空腔。鞋面1002内的空腔的表面被成形以容纳足部并且可以在足部的脚背区域和脚趾区域上方、沿着足部的内侧面和外侧面、在足部下并且围绕足部的足跟区域延伸。鞋面1002可以由被针织、缝合、结合或以其他方式连接在一起的一种或更多种材料制成,所述材料诸如膜、纺织品、缆线、纱线、纤维、泡沫、天然皮革、合成皮革及类似物。虽然鞋底结构1004和鞋面1002的这种构型提供了可以与鞋面结合使用的鞋底结构的实例,但是也可以使用鞋底结构1004和/或鞋面1002的多种其他常规的或非常规的构型。因此,鞋底结构1004和/或鞋面1002的构型和特征可以显著地变化。
163.图8o(a)和图8o(b)图示出了包括鞋底结构1034和鞋面1032的鞋类物品1030的透视图和侧视图。包括纺织品的结构由1036a和1036b/1036b’表示。鞋底结构1034被固定到鞋面1032并且当穿着鞋类物品1030时鞋底结构1034在足部和地面之间延伸。鞋面1032可以由多种元件(例如,鞋带、鞋舌、鞋领)形成,这些元件组合提供用于牢固地且舒适地接纳足部的结构。虽然鞋面1032的构型可以显著变化,但是多种元件通常界定鞋面1032内用于相对于鞋底结构1034接纳足部并且固定足部的空腔。鞋面1032内的空腔的表面被成形以容纳足部并且可以在足部的脚背区域和脚趾区域上方、沿着足部的内侧面和外侧面、在足部下并且围绕足部的足跟区域延伸。鞋面1032可以由被缝合或结合在一起的一种或更多种材料制成,所述材料诸如包括天然皮革和合成皮革的纺织品、模制的聚合物部件、聚合物泡沫及类似物。
164.鞋底结构1034的主要鞋底部件可以包括鞋前部部件1042、鞋跟部件1044和鞋外底1046。鞋前部部件1042和鞋跟部件1044中的每一个可以被直接地或间接地固定到鞋面1032的下部区域。在一些方面中,鞋外底1046可以包括一体地形成的鞋跟部件和鞋前部部件(未示出)中的一个或两个。鞋底部件可以包括封闭流体的聚合物材料,该流体可以是气体、液体或凝胶。例如,在步行和跑步期间,鞋前部部件1042和鞋跟部件1044可以在足部和地面之间压缩,从而减弱地面反作用力。也就是说,鞋前部部件1042和鞋跟部件1044可以被充注,和/或可以用流体加压以缓冲足部。在鞋外底1046是单独的鞋底部件的方面中,鞋外底1046可以被固定到鞋前部部件1042和鞋跟部件1044的下部区域,并且可以由被纹理化以赋予附着摩擦力的耐磨耗的材料形成。鞋底部件,诸如鞋前部部件1042或鞋跟部件1044或组合鞋前部和鞋跟部件(未示出),可以包括一种或更多种聚合物材料(例如,包括一种或更多种聚合物材料的层的膜),该一种或更多种聚合物材料形成包含诸如气体的流体的一个或更多个室。当鞋底部件包括多于一个室时,多于一个室可以是独立的或流体互连的。在一些构型中,鞋底结构1034可以包括形成鞋底结构的至少一个层或区域,例如,在鞋面1032与鞋前部部件1042和鞋跟部件1044中的一个或两者之间延伸的层或区域的泡沫材料,或者泡沫区域可以位于鞋前部部件1042和鞋跟部件1044的下部区域中的凹陷部(indentation)内。在其他构型中,鞋底结构1032可以并入例如进一步减弱力、提高稳定性或影响足部的运动的板、调节器、绷帮元件(lasting element)或运动控制构件。在一些构型中,鞋底结构或鞋底部件可以基本上由以下组成:包括一个或更多个附着摩擦力元件的一个或更多个板,诸如从鞋面的鞋头延伸到鞋跟的单个板;或者两个或更多个板,其中单个板被直接地或间接地附连到鞋面的区域的尖端、鞋面的鞋前部区域、鞋面的鞋中部区域、鞋面的鞋跟区域或其任何
组合。虽然鞋底结构1034和鞋面1032的所描绘的构型提供了可以与鞋面结合使用的鞋底结构的实例,但是也可以使用鞋底结构1034和/或鞋面1032的多种其他常规的或非常规的构型。因此,鞋底结构1034和/或鞋面1032的构型和特征可以显著地变化。
165.图8o(c)是描绘鞋面1032和鞋跟部件1044的a-a的横截面视图。纺织品1036b可以被布置在鞋跟部件1044的面向外的表面上,或者可选择地或任选地,纺织品1036b’可以被布置在鞋跟部件1044的面向内的侧面上。
166.图8p(a)和图8p(b)图示出了包括附着摩擦力元件1068的鞋类物品160的透视图和侧视图。包括纺织品的结构由1072a和1072b表示。鞋类物品1060包括鞋面1062和鞋底结构1064,其中鞋面1062被固定到鞋底结构1064。鞋底结构1064可以包括鞋头板1066a、鞋中部板1066b和鞋跟板1066c中的一个或更多个。板可以包括一个或更多个附着摩擦力元件1068,或者附着摩擦力元件可以被直接应用于鞋类物品的面向地面的表面。如图8p(a)和图8p(b)中示出的,附着摩擦力元件1068是防滑件,但是附着摩擦力元件可以包括凸耳、防滑件、嵌钉和鞋钉以及胎面图案,以在柔软和光滑的表面上提供附着摩擦力。一般来说,防滑件、嵌钉和鞋钉通常被包括在设计为用于运动诸如国际足球/英式足球、高尔夫、美式橄榄球、英式橄榄球、棒球及类似运动的鞋类中,而凸耳和/或增强的胎面图案通常被包括在设计为用于在恶劣户外条件诸如越野跑、徒步旅行和军事用途下使用的包括靴子的鞋类(未示出)中。被设计为用于在铺砌的表面上跑步的鞋类通常包括胎面图案。鞋底结构1064被固定到鞋面1062并且当穿着鞋类物品1060时鞋底结构1064在足部和地面之间延伸。
167.图8q(a)-图8q(j)图示出了包括鞋面1076的多种构型的示例性的运动鞋类物品的另外的视图。图8q(a)是示例性的运动鞋类物品的分解透视图,示出了鞋内底1074、鞋面1076、任选的鞋底夹层或任选的楦板1077和鞋外底1078,它们可以采取板的形式。包括所公开的纺织品的结构由1075a-1075d表示。图8q(b)是示例性的运动鞋类物品的俯视图,指示被配置成接纳穿着者的足部的开口183以及可以包括纺织品1082的踝部鞋领1081。踝部鞋领被配置成在穿着期间围绕穿着者的踝部定位,并且任选地可以包括缓冲元件。还图示出了示例性的运动鞋类物品的外侧面1080和内侧面1079。图8q(c)是图8q(b)中描绘的鞋类物品的后视图,示出了可以包括纺织品1085的任选的鞋跟夹1084。图8q(d)示出了示例性的运动鞋类物品的侧视图,该运动鞋类物品还可以任选地包括鞋舌1086、鞋带1088、鞋包头1089、鞋跟稳定器1090、装饰元件诸如标志1091和/或用于鞋带的鞋眼1092以及鞋头区域1093a、鞋跟区域1093b和鞋面前片1093c。在一些方面中,鞋跟稳定器1090可以被针织织物、编织织物或非编织织物、天然皮革或合成皮革、膜或其他鞋的鞋面材料的层覆盖。在一些方面中,鞋眼1092形成为一个连续的件;然而,它们还可以包括单独地围绕单个孔眼或多于一个孔眼的若干个单独的件或缆线。包括所公开的纺织品的结构由1087a-1087e表示。虽然未描绘,但是所公开的纺织品可以存在于鞋眼1092和/或鞋带1088上。在一些构型中,鞋底结构可以包括鞋底结构,诸如在部分或大体上全部的鞋底夹层中具有缓冲元件的鞋底夹层,并且纺织品可以被布置在鞋底结构的面向外的侧面上,包括被布置在鞋底夹层的面向外的侧面上。图8q(e)是另一种示例性的运动鞋类物品的侧视图。在某些方面中,鞋面可以包括一个或更多个容纳元件1094,诸如从示例性的运动鞋类物品的内侧面和外侧面的部分上方的鞋带结构延伸到鞋底结构的顶部的线材、缆线或模制的聚合物部件,以提供将足部锁定到鞋底结构,其中容纳元件可以具有布置在其上的面向外的侧面上的纺织品(未示出)。在
一些构型中,延条(未示出)可以跨过咬合线1095的部分或全部存在。
168.制造工艺
169.某些常规的热成型工艺包括仅对物品的一部分进行选择性热成型,例如通过掩蔽不期望暴露于热成型工艺的物品的部分,或使用接触或覆盖仅物品的一部分的工具。然而,这样的常规方法导致时间和能量密集型制造工艺,因为在热成型工艺之前和之后需要多个步骤以掩蔽和未掩蔽物品的部分,或者需要多组工具。其他常规的热成型工艺包括在组装成物品之前对物品部件进行热成型。这种常规工艺也是时间和资源密集型工艺,因为在组装物品之前需要多个步骤和机器来单独地形成物品部件。此外,由若干个单独的部件形成的物品导致单独的部件接合的地方的多个接缝,从而提供物品的弱点、穿着者的不太自然的感觉和/或对穿着者的实际不适或伤害。
170.本文公开的制造工艺解决了前述问题中的一个或更多个。本文公开的制造工艺使用本文公开的膜、纺织品、纱线和纤维中的一种或更多种。例如,在某些方面中,如下文进一步论述的,将如本文描述的膜、纤维、丝、纱线或纺织品具体且选择性地并入到物品中提供了将结构特征编排(program)到物品中的方法,物品可以在热成型后形成。在一些方面中,物品可以包括包含如本文描述的膜、纤维、丝或纱线的纺织品,例如,包含至少一种多于一根纤维或纱线的纺织品,在纺织品的至少一部分中包括如本文描述的膜、纤维、丝或纱线。在另一个方面中,物品可以包括第一成形物品,该第一成形物品包括如本文描述的膜、纤维、丝、纺织品、纱线;以及第二成形部件、第二膜、第二纺织品、第二纱线或第二多于一根纤维,例如用于鞋类物品的针织鞋面和如本文描述的膜。在另外的方面中,物品可以包括部件的聚集体,该聚集体的至少一部分包括如本文描述的膜、纤维、丝或纱线以及第二纤维,所公开的热成型工艺已经被应用于该第二纤维上。
171.由于在这样的结构特征取决于如本文描述的膜、纤维、丝或纱线在物品中的位置而置于物品中的方面中,在热成型后,这些结构特征变得彼此成一体,允许为穿着者或使用者提供更自然的感觉。例如,用于电子针织设备的针织编排可以用于确定结构特征的位置。然而,如已经指出的,制造工艺(以及与这些工艺相关联的优点)不限于使用本文公开的纺织品。例如,在所公开的物品中形成结构特征的工艺可以使用如本文描述的膜与纺织品,这也被设想为将结构特征编排到所公开的物品中的工艺。可选择地,将结构特征有效地编排到所公开的物品中的工艺可以使用包括如本文描述的膜、纤维、丝或纱线的成形部件与纺织品。
172.另外,如本文描述的膜、纤维、丝或纱线到物品的这种选择性并入提供了流线型制造工艺。例如,在某些方面中,整个物品可以通过布置部件并将布置的部件暴露于热成型工艺来形成,其中包括如本文描述的膜、纤维、丝或纱线的部件熔化、流动并再固化成更刚性的结构特征,而包括如本文未提供的膜、纤维、丝或纱线的部件在热成型工艺期间不变形。在这样的方面中,这允许整个物品暴露于热成型工艺,而不需要掩蔽或保护制造商不希望熔化、流动和再固化的区域,从而导致更省时和更节能的制造工艺。此外,在一些情况下,在本文描述的制造工艺中使用本文描述的物品还允许在物品中提供若干种不同的结构特征或其他有利特征,而不需要将单独的部件组合到最终物品中,因为这样的特征可以使用如本文描述的膜、纤维、丝或纱线在纺织品水平置于物品中。
173.在多个方面中,热成型工艺在高于本文描述的膜、纤维、纱线和纺织品中存在的热
塑性弹性体的熔化温度的温度发生。在方面中,热成型产生“固结的”纺织品。在一个方面中,固结的纺织品包括热成型纱线网络,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。在另一个方面中,热成型纱线网络是第一纺织品的热成型产品,该第一纺织品包括包含第一包覆的纱线的第一纱线网络,该第一包覆的纱线包括第一芯纱和第一涂层,其中第一涂层包含第一聚合物组合物,并且其中在热成型网络中,固结热成型纱线网络的第一聚合物组合物是第一包覆的纱线的第一涂层的第一聚合物组合物的回流且再固化的产物。在一些方面中,热成型纱线网络是如本文描述的第一纺织品的热成型产品。
174.还公开了一种制造纺织品的方法,该方法包括形成包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;从而形成包括第一芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
175.在另外的方面中,在固结的纺织品中,第一聚合物组合物围绕形成纺织品的一根或更多根纱线的至少一部分的外表面,第一聚合物组合物占据纱线之间的空间,并且第一聚合物组合物在纱线之间形成附接,使得纺织品的拉伸减小。在一个方面中,拉伸的减少可以仅沿着固结的纺织品的一个轴线(例如,x轴线、y轴线或与x轴线和y轴线成45度角的偏置轴线)或沿着固结的纺织品的多于一个轴线。
176.在某些方面中,芯纱可以是单丝纱线或多丝纱线。纱线可以基于天然纤维或人造纤维,包括聚酯、高韧度聚酯、聚酰胺纱线、金属纱线、拉伸纱线、碳纱线、玻璃纱线、聚乙烯纱线或聚烯烃纱线、双组分纱线、ptfe纱线、超高分子量聚乙烯(uhmwpe)纱线、液晶聚合物纱线、特种装饰纱线或反射纱线或包含纱线中的一种或更多种的多组分纱线。
177.在多个方面中,聚合物组合物还可以包含添加剂,诸如但不限于增稠剂、加工助剂、染料或着色剂中的一种或更多种。在另外的方面中,添加剂不是任选的,并且包括至少一种增稠剂。在还另外的方面中,添加剂不是任选的,并且包括至少一种加工助剂。在又另外的方面中,添加剂不是任选的,并且包括至少一种增稠剂和至少一种加工助剂。在某些方面中,增稠剂可以包括无机材料诸如二氧化硅、滑石或碳酸钙(caco3)。
178.在某些方面中,如本文描述的,增稠剂可以在第一聚合物组合物(即涂层组合物)的制备期间使用,以便改善生产率和缠结(matting)性质。在另外的方面中,增稠剂是二氧化硅粉末、滑石或caco3。增稠剂至少部分地起作用以增加第一聚合物组合物的粘度。
179.在某些方面中,第一聚合物组合物可以包含加工剂以便改善生产率。在另外的方面中,加工剂可以是褐煤蜡或具有季戊四醇的脂肪酸酯(c5-c9)。
180.在某些方面中,具有期望的颜色的包覆的纱线可以通过在用于包覆纱线的第一聚合物组合物的生产期间添加对应于期望的颜色的母料来生产。在另外的方面中,具有期望的硬度的用于包覆纱线的tpu化合物可以通过控制原材料的含量来制备。在还另外的方面中,包覆的纱线的厚度可以取决于由聚酯、尼龙、氨纶(spandex)或类似物制成的纱线的厚度而减小。
181.在多个方面中,当根据如下文描述的冷鞋底物料屈折测试在用于包覆纱线的第一聚合物组合物的热成型基板上测试时,用于包覆纱线的第一聚合物组合物具有约120,000至约180,000、或约140,000至约160,000、或约130,000至约170,000的冷鞋底物料屈折测试结果。
182.在某些方面中,包覆的纱线可以通过在常规挤出机中复合(compound)第一聚合物组合物并任选地还包括一种或更多种添加剂,并且然后将复合的第一聚合物组合物包覆在芯纱的表面上来制备。在另外的方面中,用于制备包覆的纱线的工艺包括以下步骤:1)制备成型的热塑性粒料;以及2)生产包覆的纱线。成型的热塑性粒料可以通过本文公开的方法制备,通过技术人员已知的类似方法制备,或从可商购的来源获得。
183.制备成型的热塑性粒料的步骤可以包括以下步骤:1)将热塑性弹性体与多种添加剂,例如增稠剂和/或加工助剂混合,并且将混合物进料到常规的复合挤出机的料斗中;2)在合适的温度和压力,在复合挤出机的圆筒中熔化、捏合和复合该混合物;3)在冷却水中切割通过复合挤出机的小片(dice)排出的复合的热塑性弹性体以形成粒料;以及4)将成型的热塑性弹性体粒料在合适的温度干燥持续约一段时间,并且将干燥的粒料在合适的温度老化持续合适的时间段。
184.在特定的实例中,制备成型的热塑性粒料的步骤包括以下步骤:1)将热塑性弹性体与多种添加剂,例如增稠剂和/或加工助剂混合,并且将混合物进料到常规的复合挤出机的料斗中;2)在约150摄氏度-250摄氏度的温度和约50kgf-150kgf的压力,在复合挤出机的圆筒中熔化、捏合和复合该混合物;3)在冷却水中切割通过复合挤出机的小片排出的复合的热塑性弹性体以形成粒料;以及4)将成型的热塑性弹性体粒料在60摄氏度-80摄氏度的温度干燥持续约4小时-6小时,并且将干燥的粒料在30摄氏度-50摄氏度的温度老化持续约7天或更长时间。
185.在某些方面中,生产包覆的纱线的步骤可以包括以下步骤:1)将如上文描述制备的成型的热塑性弹性体粒料与对应于期望的颜色的母料混合,并且将混合物进料到纱线包覆挤出机的料斗中;2)在合适的温度和合适的压力,在纱线包覆挤出机的圆筒中熔化成型的热塑性弹性体粒料和母料的混合物;3)将复合的热塑性弹性体和母料包覆在穿过喷嘴(nipple)和小片的纱线的表面上,以产生包覆的纱线;以及4)使用卷绕机将包覆的纱线围绕线筒(bobbin)卷绕。
186.在一个方面中,包覆的纱线可以具有如性质分析和表征程序中所描述测量的从0百分比至20百分比,任选地从0百分比至15百分比或从0百分比至10百分比的热收缩率。在另一个方面中,包覆的纱线可以具有如性质分析和表征程序中所描述测量的从约1克每旦尼尔至约10克每旦尼尔,任选地约2克每旦尼尔至约8克每旦尼尔或约2.5克每旦尼尔至约5克每旦尼尔的韧度。在还另一个方面中,包覆的纱线可以具有如性质分析和表征程序中所描述测量的从0百分比至20百分比,任选地从0百分比至15百分比或0百分比至10百分比的断裂应变。在这些方面的任一方面中,热收缩率、韧度和断裂应变与纱线对于商业针织机的适用性有关。在另外的方面中,具有所公开的性质的包覆的纱线适合于商业针织。
187.特别地,生产包覆的纱线的步骤可以包括以下步骤:1)将成型的热塑性弹性体粒料与对应于期望的颜色的母料混合,并且将混合物进料到纱线包覆挤出机的料斗中;2)在约150摄氏度-250摄氏度的温度和约50kgf-150kgf的压力,在纱线包覆挤出机的圆筒中熔
化成型的热塑性弹性体粒料和母料的混合物;3)将复合的热塑性弹性体和母料包覆在穿过喷嘴和小片的纱线的表面上,以产生包覆的纱线;以及4)使用卷绕机将包覆的纱线围绕线筒卷绕。
188.在一个方面中,纱线是包覆的纱线,该包覆的纱线包括包含第二聚合物组合物的芯纱和布置在芯纱上的涂层,涂层包含第一聚合物组合物,其中第一聚合物组合物具有第一熔化温度,其中第二聚合物组合物是具有第二变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少20摄氏度、任选地大至少50摄氏度、任选地大至少75摄氏度、或任选地大至少100摄氏度。
189.在一个方面中,纱线是包覆的纱线,该包覆的纱线包括包含第二聚合物组合物的芯纱和布置在芯纱上的涂层,涂层包含第一聚合物组合物,其中第一聚合物组合物具有第一熔化温度,其中第二聚合物组合物是具有第二变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少20摄氏度,其中第二聚合物组合物是第一热固性组合物。
190.在一个方面中,纱线是包覆的纱线,该包覆的纱线包括包含第二聚合物组合物的芯纱和布置在芯纱上的涂层,涂层包含第一聚合物组合物,其中第一聚合物组合物具有第一熔化温度,其中第二聚合物组合物是具有第二变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少20摄氏度,其中第二聚合物组合物是第一热固性组合物,并且其中第二变形温度和第一熔化温度之间的差异为至少20摄氏度、至少50摄氏度、至少75摄氏度或至少100摄氏度。
191.在多个方面中,热成型工艺在高于第一聚合物组合物的第一熔化温度但低于第二聚合物组合物的变形温度的温度发生。在该方面中,芯纱(即第二聚合物组合物)在包覆工艺期间不变形或软化。
192.在多个方面中,热成型工艺在低于已经被染色的第二聚合物组合物的变形温度的温度发生,使得这样的染料在热成型工艺期间不从纱线或纤维中渗出并进入周围。因此,为了形成本文描述的多种纺织品和物品,第二聚合物组合物的变形温度低于用于将芯纤维染色的温度。
193.在特定的实例中,本文描述的膜、纤维、丝和纱线当存在于纱线中并用于商业针织设备时具有熔化特性和可接受的收缩率水平。
194.因此,在一个方面中,提供了一种用于制造物品的工艺。物品可以是鞋类物品的部件、服装物品的部件,或者是运动装备物品的部件。例如,运动装备物品的部件可以是带沿帽、包的部件、球的部件和防护装备的部件。
195.在一个方面中,用于制造物品的工艺包括将如本文描述的第一膜、第一纤维、第一丝或第一纱线或如本文描述的纺织品放置在表面上;当第一膜、第一纤维、第一丝、第一纱线或纺织品在表面上时,将第一膜、第一纤维、第一丝、第一纱线或纺织品的温度升高到高于第一聚合物组合物的熔化温度的温度;以及在升高温度之后,当第一膜、第一纤维、第一丝、第一纱线或纺织品保留在表面上时,将温度降低到低于第一聚合物组合物的熔化温度的温度,从而形成物品。
196.在一个方面中,本文公开了一种用于制造物品的方法,该方法包括将第一纺织品附连到第二部件,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的
纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。在另一个方面中,本文公开了一种制造物品的方法,该方法包括使第一纺织品热成型,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物,并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括包含第一芯纱和第一聚合物组合物的热成型纱线网络的热成型纺织品,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。在还另一个方面中,本文公开了一种用于制造物品的方法,该方法包括将第一纺织品附连到第二部件,其中第一纺织品包括包含第一芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。在一些方面中,用于制造物品的方法还包括制造如本文公开的纺织品的工艺。还公开了通过所公开的方法和工艺制造的物品。
197.在一个方面中,提供了一种用于制造用于鞋类物品的鞋面的方法,该方法包括将第一纺织品附连到第二部件,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,该第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。在另一个方面中,本文公开了一种用于制造用于鞋类物品的鞋面的方法,该方法包括使包括第一纺织品的鞋面热成型,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和第一涂层,该第一涂层包含设置在第一芯纱的外表面的至少一部分上的第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物,并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,该热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。在还另一个方面中,本文公开了一种用于制造用于鞋类物品的鞋面的方法,该方法包括将第一纺织品附连到第二部件,其中第一纺织品包括包含第一芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。还公开了通过所公开的方法和工艺制造的鞋面。
198.在一些方面中,多于一个涂层可以被施加到本文公开的纱线。在一个方面中,本文公开了包含任选的第二涂层和/或任选的第三涂层的纱线。在一些方面中,第一涂层被施加到整个芯纱,并且第二涂层和/或第三涂层被施加在第一涂层的顶部上。在其他方面中,第一涂层被施加到芯纱的仅一部分,并且第二涂层和/或第三涂层被施加到芯纱的未被第一涂层包覆的部分。在这些方面的任一方面中,当第二涂层和/或第三涂层是聚合物时,第二涂层和/或第三涂层显示出与第一涂层的熔化特性相似的熔化特性。在一些方面中,第二涂层和/或第三涂层在比第一涂层的tm低的温度熔化。
199.在另一个方面中,提供了一种用于制造用于鞋类物品的鞋底夹层-鞋外底单元的工艺。该工艺包括将用于鞋类物品的鞋底夹层缓冲元件和鞋外底部件彼此附连,其中第一聚合物组合物界定鞋外底的外表面的至少一部分,该外表面被配置成是面向地面的或接触地面的。
200.在另一个方面中,提供了一种用于制造用于鞋类物品的鞋面的工艺。在一个方面中,方法涉及将鞋面和鞋外底彼此附连以形成鞋类物品,其中第一聚合物组合物界定鞋面的外表面的至少一部分。
201.在另一个方面中,提供了一种用于制造用于鞋类物品的鞋外底的工艺。在一个方面中,方法涉及将鞋面和鞋外底彼此附连以形成鞋类物品,其中第一聚合物组合物界定鞋外底的外表面的至少一部分,该外表面被配置成是面向地面的或接触地面的。
202.在另一个方面中,提供了一种用于制造用于鞋类物品的鞋底夹层-鞋外底单元的工艺,该鞋底夹层-鞋外底单元包括鞋底夹层缓冲元件和鞋外底元件。在一个方面中,方法涉及将鞋面和鞋外底彼此附连以形成鞋类物品,其中第一聚合物组合物界定鞋底夹层-鞋外底单元的外表面的至少一部分,该外表面被配置成是面向地面的或接触地面的。
203.在另一个方面中,提供了一种用于制造用于服装物品的鞋面的工艺。该工艺包括编织第一横列,编织第一横列包括交错第一纱线和第二纱线。第一纱线和/或第二纱线包括如本文描述的膜、纤维、丝或纱线。在一些方面中,第一纱线的至少一部分是经纱;并且其中第二纱线的至少一部分是纬纱。在可选择的方面中,第一纱线的至少一部分是纬纱;并且其中第二纱线的至少一部分是经纱。在一个方面中,当纺织品是编织纺织品时,第一纱线网络包括交错的纱线组,该交错的纱线组包括在经线方向上、或在纬线方向上、或在经线方向和纬线方向两者上的第一包覆的纱线。
204.在还另外的方面中,提供了一种用于制造用于鞋的鞋面的工艺。该工艺包括接收鞋面,该鞋面包括第一纱线和第二纱线。第一纱线和/或第二纱线包括如本文描述的膜、纤维、丝或纱线。在鞋面的第一部分中,第一纱线和第二纱线中的至少一种形成多于一个互连的环圈。该工艺还包括将鞋面放置在鞋楦上。此外,该工艺包括加热整个鞋面,在鞋楦上时加热到高于本文描述的膜、纤维、丝或纱线中存在的热塑性弹性体的熔化温度的温度。在加热整个鞋面之后,冷却整个鞋面,在鞋楦上时冷却到低于热塑性弹性体的熔化温度的温度,从而形成热成型鞋面。
205.在又另一个方面中,提供了一种用于制造用于鞋的鞋面的工艺。该工艺包括接收鞋面,该鞋面包括一种或更多种如本文描述的第一膜、第一纤维、第一丝或第一纱线以及一种或更多种第二膜、第二纤维或第二纱线。鞋面包括面向地面的鞋外底区域,并且其中一种或更多种第一纤维的至少一部分存在于面向地面的鞋外底区域上。该工艺还包括将鞋面放置在鞋楦上,使得面向地面的鞋外底区域的至少一部分覆盖鞋楦的底部的至少一部分。该工艺还包括加热整个鞋面,在鞋楦上时加热到高于本文描述的膜、纤维或纱线中存在的热塑性弹性体的熔化温度的温度。在加热整个鞋面之后,冷却整个鞋面,在鞋楦上时冷却到低于热塑性弹性体的熔化温度的温度,从而形成热成型鞋面。
206.在又另外的方面中,提供了一种用于制造用于鞋类物品的针织鞋面的工艺。该工艺包括针织包括第一纱线和第二纱线的环圈的第一横列。第一纱线包括如本文描述的膜、纤维、丝或纱线。该工艺还包括针织包括第一纱线和第二纱线的环圈的第二横列。第一横列
的至少一部分和第二横列的至少一部分形成多于一个互连的环圈。
207.在一个方面中,第一纱线和第二纱线可以被针织以形成纺织品。在纺织品形成之后,在一些方面中,可以期望将另外的聚合物部件直接添加到针织纺织品。在一个方面中,另外的聚合物部件可以用于形成鞋类物品的部件,诸如英式足球靴凸耳尖端、鞋外底、延条或另一个部件。在一个方面中,另外的聚合物部件可以具有与本文公开的涂层组合物相同的组成,但是不作为纱线涂层并入。在另外的方面中,另外的聚合物部件可以通过另一种方法诸如注射包覆成型(injection overmolding)加工。在一个方面中,由于熔融的注射部件和纱线涂层组合物具有相同的化学组成,因此熔融的注射部件与针织纺织品可混溶并很好地粘附,而不需要底漆或粘合剂结合制备。
208.除非被特别标识为执行的顺序,否则本文描述的方法步骤、过程和操作不应被解释为必须要求它们以所论述或图示出的特定顺序执行。可以采用另外的或可选择的步骤。
209.示例性的预热成型工艺和热成型工艺
210.如上文论述的,在某些方面中,上文描述的物品和纺织品,例如图3的纺织品300,可以形成穿着物品的至少一部分,诸如鞋类物品。在这样的方面中,纺织品可以形成用于鞋类物品的鞋面,其中鞋面包括面向地面的鞋外底部分。
211.在某些方面中,物品或纺织品可以在形成用于鞋类物品的鞋面时与另外的材料组合。例如,在一个或更多个方面中,纺织品可以与踝部鞋领衬里、踝部鞋领泡沫、鞋面衬里或鞋面泡沫层中的一个或更多个组合或分层。在某些方面中,在使纺织品热成型之前,这些另外的材料中的一种或更多种可以例如通过针织、缝合或粘合被固定到纺织品。
212.在一个方面中,膜、纤维、丝、纱线和纺织品可以使用模制表面诸如平坦的板或常规的两件式模具被热成型。物品可以在接触模制表面之前被加热,或者可以在接触模制表面的同时被加热。任选地,压力可以在加热期间或之后被施加。当物品以平坦的形式被热成型时,整个物品不需要被加热(例如,部分可以被掩蔽,或者可以使用成形的加热元件)。
213.在特定的实例中,包括本文公开的第一聚合物组合物的膜、纤维、丝、纱线、纺织品或鞋类部件可以在模制表面诸如鞋楦上被热成型。在物品是包括鞋面或鞋面的部件(例如,是将变成鞋面的一部分的纺织品,是鞋面,或者是鞋面和鞋外底单元)的鞋类的部件的实例中,为了制备用于热成型工艺的物品,物品被放置在鞋楦上,使得物品缠绕在鞋楦的一部分上,或者鞋楦进入鞋面的内部。例如,物品可以包绕鞋楦以覆盖以下的全部或一部分:鞋楦的底部部分、鞋楦的鞋前部部分、鞋楦的鞋跟部分或其任何组合。在某些方面中,鞋楦可以由聚合物材料诸如高加工温度聚合物组合物形成。在特定的方面中,鞋楦可以由具有大于250摄氏度或大于300摄氏度的熔化温度tm或降解温度的聚合物材料诸如例如有机硅聚合物形成。鞋楦可以由其他类型的材料制成,只要这样的材料不会在热成型工艺期间变形或熔化或者不会以其他方式不利地影响鞋面的热成型。
214.在某些方面中,第一层可以被放置在物品诸如鞋类物品或鞋类物品的部件之前的模制表面诸如鞋楦上。例如,第一层诸如衬里可以任选地被放置在模制表面诸如鞋楦上方。因此,根据本公开内容的膜、纤维、丝、纱线或纺织品然后被放置成使得其覆盖衬里的至少一部分。因此,如本文描述的膜、纤维、丝或纱线的至少一部分覆盖衬里的至少一部分。
215.在另外的方面中,外层可以任选地被定位在物品的至少一部分上并覆盖物品的至少一部分,该物品被定位在模制表面上。可以包括包含第一聚合物组合物的膜、纤维、丝、纱
线或纺织品的外层可以任选地被放置在纺织品或物品的至少一部分诸如鞋面上方,该纺织品或物品被定位在模制表面诸如鞋楦上。例如,与鞋面的面向地面的鞋外底部分相关联的纺织品区可以覆盖鞋楦的底部部分的全部或至少一部分,或者与鞋楦接触的纺织品或物品的至少一部分。因此,与鞋面相关联的纺织品区可以覆盖鞋楦的鞋面区域的全部或至少一部分,或者可以覆盖与鞋楦接触的纺织品或鞋面的全部或至少一部分。因此,包含如本文描述的第一聚合物组合物的膜、纤维、丝、纱线、纺织品或部件的至少一部分与外层的至少一部分接触,或者形成外层的至少一部分。
216.在某些方面中,成形部件,诸如鞋跟稳定器或鞋包头,可以任选地被放置在鞋面或组合鞋面和鞋外底单元的外表面上。可选择地,成形部件,诸如鞋跟稳定器或鞋包头,可以任选地被放置在鞋面的内表面上并且与其接触热成型。应当理解,成形部件(无论是鞋面的外表面还是鞋面的内表面)的放置是在施加如本文下面描述的掩模、保护性套、真空或其任何组合之前完成的。
217.在某些方面中,在热成型工艺期间,如本文描述的膜、纤维、丝或纱线可以熔化和流动。在多个方面中,可以期望掩蔽物品的区域或者限制或引导如本文描述的熔化的膜、纤维、丝或纱线的流动,或者这两种情况。在这样的方面中,保护性套可以被施加在物品上方,该物品被定位在模制表面上。例如,保护性套可以被定位在鞋面上方,该鞋面被定位在鞋楦上。在某些方面中,保护性套可以由具有的熔化温度大于第二聚合物组合物的熔化温度的聚合物材料形成。在特定的方面中,保护性套可以由具有大于250摄氏度或大于300摄氏度的熔化温度tm或降解温度的弹性体聚合物材料,诸如例如有机硅聚合物形成。保护性套可以由其他类型的材料制成,只要这样的材料不会在热成型工艺期间变形或熔化或者不会以其他方式不利地影响鞋面的热成型。在方面中,保护性套可以向被热成型的物品的外表面施加压缩力,这可以有助于限制和/或引导如本文描述的熔化的第一聚合物组合物的流动。另外地或可选择地,在模制表面和定位在模制表面上的物品的组合上,并且任选地,当存在定位在物品上的保护性套时可以抽取真空。例如,在真空下的袋可以被压缩在物品或保护性套的外部,以向物品或物品和保护性套施加压缩力,以确保物品与模制表面平齐接触,或者与模制表面和保护性套平齐接触。另外,保护性套或真空袋可以用于在热成型工艺期间在回流的第一聚合物组合物上形成纹理。
218.如上文论述的,热成型工艺包括将第一聚合物组合物,例如膜、纤维、丝、纱线、纺织品的温度升高到可以导致存在的如本文描述的第一聚合物组合物的至少一部分熔化和流动或变形的温度。此外,热成型工艺包括随后降低第一聚合物组合物的温度,以将如本文描述的回流的第一聚合物组合物固化成期望的构造和/或形状,诸如鞋类物品。
219.如上文论述的,期望热成型工艺不使包含具有大于膜、纤维、丝或纱线中存在的第一聚合物组合物的熔化温度的变形温度的第二聚合物组合物的成形部件、纺织品、纤维和/或纱线变形或改变。在一个或更多个方面中,热成型可以将未掩蔽的材料或仅第一聚合物组合物的温度升高到从约90摄氏度至约240摄氏度的温度。在方面中,热成型可以将未掩蔽的材料或仅第一聚合物组合物的温度升高到从约90摄氏度至约200摄氏度的温度。在一个方面中,热成型可以将未掩蔽的材料或仅第一聚合物组合物的温度升高到从约110摄氏度至约180摄氏度的温度。
220.在某些方面中,未掩蔽的材料或仅第一聚合物组合物的温度可以被升高持续约10
秒至约5分钟。在方面中,未掩蔽的材料或仅第一聚合物组合物的温度可以被升高持续约30秒至约5分钟。在一个方面中,未掩蔽的材料或仅第一聚合物组合物的温度可以被升高持续约30秒至约3分钟。
221.在某些方面中,热成型可以将模具表面上的材料暴露于约50kpa至约300kpa的压力。在方面中,热成型可以将模具表面上的材料暴露于约50kpa至约250kpa的压力。在一个方面中,热成型可以将模具表面上的材料暴露于从约100kpa至约300kpa的压力。
222.在某些方面中,在经历冷却步骤之前,未掩蔽的材料或仅第一聚合物组合物可以在上文的条件下连续多次暴露于热成型。例如,在一些方面中,在经历冷却步骤之前,未掩蔽的材料或仅第一聚合物组合物可以在上文的条件下连续2次至10次暴露于上文描述的温度。在可选择的实例中,在一些方面中,在经历冷却步骤之前,未掩蔽的材料或仅第一聚合物组合物可以在上文的条件下连续两次暴露于上文描述的温度。
223.在多个方面中,在升高未掩蔽的材料或仅第一聚合物组合物的温度之后,未掩蔽的材料或仅第一聚合物组合物的温度被降低到低于如本文描述的膜、纤维、丝或纱线中存在的第一聚合物组合物的熔化温度tm的温度,持续足以使纱线流动的第一聚合物组合物固化的持续时间。例如,未掩蔽的材料或仅第一聚合物组合物可以使用热能源加热,所述热能源包括但不限于常规加热器,诸如对流加热、常规烘箱、空气循环烘箱或强制热空气烘箱、蒸汽、定向微波加热(targeted microwave heat)、紫外辐射、红外加热以及前述中任何的组合。在方面中,热量可以使用热板、热压机或具有刚性蛤壳模具(clamshell mold)的高吨位压机被施加。热能源还可以包括多于一个热能源,诸如多于一个类似的源,例如多于一个加热线圈或红外发射器。可选择地,多于一个热能源可以包括多于一个一种或更多种不同的热能源,例如多于一个加热线圈和多于一个红外发射器,它们可以同时地或顺序地使用,或者可选择地,以在任何给定时间使用多于一个热能源中的仅一个热能源的模式使用。
224.在一些方面中,可以进行加热,使得热量从另一种材料或物体传递到未掩蔽的材料或仅第一聚合物组合物。例如,模制表面,诸如板、多部分闭合模具或鞋楦,本身可以被直接加热,例如经由作为电阻加热元件的配置。在可选择的方面中,模制表面诸如鞋楦可以在将鞋面、纺织品或物品定位在其上之前被立即预热至期望的温度。在前述方面中,模制表面本身可以充当将热量传递到整个鞋面的加热区。
225.在一些方面中,加热可以使用射频加热,例如微波辐射进行,使得射频经由射频场与组合物诸如第一聚合物组合物的相互作用来加热该组合物,该组合物是膜、纤维、丝、纱线、纺织品或物品的一部分。
226.在某些方面中,在加热未掩蔽的材料之后,未掩蔽的材料被冷却到低于如本文描述的纤维、丝或纱线中存在的第一聚合物组合物的熔化温度tm的温度。在这样的方面中,未掩蔽的材料可以在冷却区中暴露于降低的温度。冷却区可以将材料暴露于约0千帕的压力。当处于冷却区中时,材料可以暴露于约-25摄氏度至约25摄氏度的温度。在方面中,当处于冷却区中时,材料可以暴露于约-10摄氏度至约25摄氏度的温度。在一个方面中,当处于冷却区中时,材料可以暴露于从约-10摄氏度至约10摄氏度的温度。材料可以暴露于上文论述的冷却区温度或范围中的一个或更多个持续约10秒至约5分钟。材料可以暴露于上文论述的冷却区温度或范围中的一个或更多个持续约10秒至约3分钟。材料可以暴露于上文论述的冷却区温度或范围中的一个或更多个持续约10秒至约2.5分钟。
227.纺织品可以以许多不同的方式制备。在一个方面中,纺织品可以被制备为大件(例如,被制备为轧件(rolled good)),从大件上切割出一个或更多个件。在另一个方面中,纺织品可以被形成为单个件(例如,针织成具有大致期望的大小和形状的单个元件)。
228.在一个方面中,纺织品(例如,大件或单个元件)可以在从大件上切割出较小的件之前或在修整单个元件之前被热成型。在另一个方面中,纺织品可以被切割或修整(例如,将大件切割成较小的件,或者从单个元件修整多余的材料),并且然后被热成型。
229.在一个方面中,纺织品(例如,切割件或单个元件)可以在其被热成型之前附接到第二部件(例如,通过缝合)。在另一个方面中,纺织品(例如,切割件或单个元件)可以在其已经附接到第二部件之后被热成型。
230.在一个方面中,纺织品(例如,未附接的切割件或单个元件,或者附接到第二部件的切割件或单个元件)可以被热成型为平坦的。在另一个方面中,在纺织品被热成型之前,三维构造可以被赋予纺织品(例如,通过将其缝合或焊接到自身或第二部件,使得纺织品呈现弯曲的形状,诸如鞋类物品的鞋面的形状)。
231.在一个方面中,纺织品可以被热成型为与模制表面接触(例如,以赋予弯曲的表面或表面纹理)。模制表面可以是平坦的,或者可以具有三维形状,诸如用于鞋类物品的鞋楦。在另一个方面中,当热成型时,纺织品可以仅在几个接触点处被支撑(例如,由夹具上的几个销支撑)。
232.在一个方面中,纺织品可以在热成型工艺期间用大于大气压的力压靠在模制表面上。在另一个方面中,没有超过大气压的另外的压力可以在热成型工艺期间被施加到纺织品。
233.在一个方面中,整个纺织品的温度可以在热成型工艺期间升高(例如,整个纺织品可以被加热)。在另一个方面中,纺织品的仅特定区域的温度可以在热成型工艺期间升高(例如,通过仅向纺织品的那些区域施加热量,或者通过用绝缘材料诸如有机硅掩蔽纺织品的其他区域)。
234.膜、纤维、丝和纱线
235.如上文论述的,纺织品和成形部件可以包括单独的或与其他材料(例如,不落在本文描述的膜、纤维、丝和纱线下的第二膜、第二纤维、第二丝或第二纱线)组合的如所描述的膜、纤维、丝和纱线的选择性并入。在一个方面中,根据本公开内容,本文描述的膜、纤维和丝可以用于形成纱线,纱线进而可以用于形成纺织品,包括针织纺织品、编织纺织品、钩编纺织品或编结纺织品。根据本公开内容,本文描述的膜、纤维、丝和纱线还可以用于形成非编织纺织品。在一个方面中,当纺织品是非编织纺织品时,第一纱线网络包括包含第一包覆的纱线的缠结的或结合的纱线。在另一个方面中,缠结的或结合的纱线可以是机械缠结的纱线、热结合的纱线、通过溶剂处理结合的纱线、化学结合的纱线或其任何组合。
236.在某些方面中,本文描述的纱线中的一种或更多种可以是单丝纱线或多丝纱线。在某些方面中,纱线可以是纺纱。在多个方面中,纱线中的一种或更多种可以使用常规技术形成,所述常规技术包括但不限于熔融纺丝、溶液纺丝或电纺丝。
237.在某些方面中,本文描述的纤维可以是不同大小的纤维,包括不适合于纺丝成商业纱线的纤维。本文描述的纱线包括适合用于商业针织机的纱线以及不是单独地适合用于商业针织机的纱线。在一个方面中,本文描述的芯纱具有约150旦尼尔至约1,500旦尼尔、或
约150旦尼尔至约1,000旦尼尔、或约250旦尼尔至约1,500旦尼尔、或约250旦尼尔至约1,000旦尼尔、或约500旦尼尔至约1,000旦尼尔、或约500旦尼尔至约750旦尼尔、或约750旦尼尔至约1,000旦尼尔的线性质量密度。在另一个方面中,芯纱具有从约60微米至约200微米、或约80微米至约150微米、或约90微米至约120微米的直径。
238.在某些方面中,本文描述的纱线和/或纤维可以用于提供特定的功能。例如,在某些方面中,如本文描述的纱线可以被热成型以形成具有防水性质或耐水性质的膜。
239.在一个方面中,本文描述的包覆的纱线可以具有从约0.6至约0.9千克的施加的力、或从约0.7至约0.9千克的施加的力、或约0.8至约0.9千克的施加的力、或大于0.9千克的施加的力的断裂强度。
240.如上文论述的,在某些方面中,本文描述的膜、纤维、丝和纱线可以被染色,例如出于美学目的。在多个方面中,膜、纤维、丝和纱线可以使用常规染色技术诸如包装染色或溶液染色来染色。通常,包装染色是在已经成型的膜、纤维、丝和纱线上进行的工艺,而溶液染色在形成膜、纤维、丝或纱线之前向热塑性聚合物组合物添加着色剂。在某些方面中,如本文描述的膜、纤维、丝和纱线不被着色或染色,这可以导致包括第一聚合物组合物的区域是清晰的或几乎透明的。
241.在方面中,本文描述的纱线可以由仅包含单一热塑性弹性体的膜、纤维或丝产生。在其他方面中,纤维可以包含两种或更多种不同的热塑性弹性体的共混物。
242.在一个方面中,纱线是包覆的纱线,其中芯纱包含第二聚合物组合物,并且涂层布置在芯纱上,涂层包含第一聚合物组合物,其中第一聚合物组合物具有第一熔化温度。在一个方面中,第二聚合物组合物是具有第二变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度大至少20摄氏度、大至少50摄氏度、大至少75摄氏度或大至少100摄氏度。在另一个方面中,第二聚合物组合物是具有第二熔化温度或第二变形温度的第二热塑性组合物,并且第二变形温度比第一聚合物组合物的第一熔化温度大约20摄氏度、大约50摄氏度、大约75摄氏度或大约100摄氏度。
243.在一个方面中,第一聚合物组合物包含聚合物组分。在一个方面中,第一聚合物组合物可以包含单一聚合物组分(例如,单一热塑性弹性体)。在其他方面中,第一聚合物组合物可以包含两种或更多种聚合物组分(例如,两种或更多种不同的热塑性弹性体)。
244.在一个方面中,第二聚合物组合物是第一热固性组合物。在一个方面中,第二聚合物组合物包括第二热固性组合物。芯纱可以是在第一聚合物材料在包覆工艺期间被挤出的温度保持其强度的任何材料。芯纱可以是天然纤维或再生的纤维或丝、或合成的纤维或丝。在一个方面中,芯纱可以包括棉、丝、羊毛、人造丝、尼龙、氨纶、聚酯、聚酰胺、聚氨酯或聚烯烃。在一个方面中,芯纱包含聚对苯二甲酸乙二醇酯(pet)。在一个方面中,第二聚合物组合物具有大于200摄氏度、大于220摄氏度、大于240摄氏度或在约200摄氏度至约300摄氏度之间的变形温度。
245.在一个方面中,芯纱是短纱线、多丝纱线或单丝纱线。在一个方面中,芯纱是多捻的(polytwisted)。在一个方面中,芯纱具有约100旦尼尔至约300旦尼尔、或约100旦尼尔至约250旦尼尔、或约100旦尼尔至约200旦尼尔、或约100旦尼尔至150旦尼尔、或约150旦尼尔至300旦尼尔、或约200旦尼尔至300旦尼尔、或约250旦尼尔至300旦尼尔的线密度。在一个方面中,芯纱具有约60微米至200微米、约60微米至160微米、约60微米至120微米、约60微米
至100微米、约100微米至200微米或约140微米至200微米的厚度。
246.在一个方面中,芯纱是具有约100旦尼尔至约200旦尼尔、约125旦尼尔至约175旦尼尔或约150旦尼尔至160旦尼尔的厚度的聚对苯二甲酸乙二醇酯。在一个方面中,芯纱是具有约20百分比至约30百分比、约22百分比至约30百分比、约24百分比至约30百分比、约20百分比至约28百分比或约20百分比至约26百分比的伸长率百分比的聚对苯二甲酸乙二醇酯。在一个方面中,芯纱是具有约1克每旦尼尔至约10克每旦尼尔、约3克每旦尼尔至约10克每旦尼尔、约5克每旦尼尔至约10克每旦尼尔、约1克每旦尼尔至约7克每旦尼尔或约1克每旦尼尔至约5克每旦尼尔的韧度的聚对苯二甲酸乙二醇酯。
247.在一个方面中,包覆的纱线可以通过经由环形模具或孔将涂层(即,第一聚合物组合物)挤出到芯纱上,使得涂层围绕芯纱轴向地居中来生产。施加到芯纱的涂层的厚度可以取决于纱线的应用而变化。在一个方面中,包覆的纱线被用于生产针织纺织品。在一个方面中,包覆的纱线具有多达1.00毫米、或多达约0.75毫米、或多达约0.5毫米、或多达约0.25毫米、或多达约0.2毫米、或多达约0.1毫米的标称平均外径。在另一个方面中,涂层具有约0.1毫米至约1.00毫米、或约0.1毫米至约0.80毫米、或约0.1毫米至约0.60毫米的标称平均外径。在另一个方面中,纱线上的涂层具有约50微米至约200微米、或约50微米至约150微米、或约50微米至约125微米的平均径向涂层厚度。
248.在一个方面中,芯纱具有约100旦尼尔至约200旦尼尔、约125旦尼尔至约175旦尼尔或约150旦尼尔至160旦尼尔的厚度,并且涂层具有约0.10毫米至约0.50毫米、或约0.10毫米至约0.25毫米、或约0.10毫米至约0.20毫米的标称平均外径。在一个方面中,芯纱是具有约100旦尼尔至约200旦尼尔、约125旦尼尔至约175旦尼尔或约150旦尼尔至约160旦尼尔的厚度的聚对苯二甲酸乙二醇酯,并且涂层具有约0.10毫米至约0.50毫米、或约0.10毫米至约0.25毫米、或约0.10毫米至约0.20毫米的标称平均外径。
249.在另外的方面中,包覆的纱线具有从约0.2毫米至约0.6毫米、或约0.3毫米至约0.5毫米、或约0.4毫米至约0.6毫米的净总直径(net total diameter)。在一些方面中,包括但不限于矿物油或硅油的润滑油可以以按重量计从约0.5百分比至约2百分比、或按重量计从约0.5百分比至约1.5百分比、或按重量计从约0.5百分比至约1百分比存在于纱线上。在一些方面中,润滑组合物可以在形成纺织品的工艺之前或期间被施加到包覆的纱线的表面。在一些方面中,当热塑性组合物在润滑组合物的存在下回流和再固化时,热塑性组合物和润滑组合物是可混溶的。在回流和再固化之后,回流且再固化的组合物可以包括润滑组合物。
250.在一个方面中,芯纱具有约8百分比至约30百分比、约10百分比至约30百分比、约15百分比至约30百分比、约20百分比至约30百分比、约10百分比至约25百分比或约10百分比至约20百分比的伸长率百分比。在一个方面中,芯纱具有约1克每旦尼尔至约10克每旦尼尔、约2克每旦尼尔至约8克每旦尼尔、约4克每旦尼尔至约8克每旦尼尔或约2克每旦尼尔至约6克每旦尼尔的韧度。
251.在另一个方面中,纱线可以用作并入到纺织品(例如针织物、编织物等)中的镶嵌物(inlaid)。在一个方面中,芯纱具有约200旦尼尔至约300旦尼尔、约225旦尼尔至约275旦尼尔或约250旦尼尔至260旦尼尔的厚度。在一个方面中,芯纱是具有约200旦尼尔至约300旦尼尔、约225旦尼尔至约275旦尼尔或约250旦尼尔至260旦尼尔的厚度的聚对苯二甲酸乙
二醇酯。在一个方面中,涂层具有多达约3.0毫米、多达约2.5毫米、多达约2毫米、多达约1.5毫米、多达约1.0毫米或多达约0.5毫米的标称平均外径。在一个方面中,芯纱具有约200旦尼尔至约300旦尼尔、约225旦尼尔至约275旦尼尔或约250旦尼尔至约260旦尼尔的厚度,并且涂层具有约0.5毫米至约3.0毫米、或约1.0毫米至约2.5毫米或约1.5毫米至约2.0毫米的标称平均外径。在一个方面中,芯纱是具有约200旦尼尔至约300旦尼尔、约225旦尼尔至约275旦尼尔或约250旦尼尔至约260旦尼尔的厚度的聚对苯二甲酸乙二醇酯,并且涂层具有约0.5毫米至约3.0毫米、或约1.0毫米至约2.5毫米、或约1.5毫米至约2.0毫米的标称平均外径。
252.本文描述的膜、纤维、丝和纱线具有使它们适合于生产诸如纺织品及类似物的物品的若干种独特的性质。在一个方面中,膜、纤维、丝和纱线具有改善的耐磨性。在其他方面中,由本文描述的膜、纤维、丝和纱线生产或并入本文描述的膜、纤维、丝和纱线的纺织品和物品具有改善的耐磨性。例如,当膜、纤维、丝和纱线被用于生产鞋类物品的外鞋底时,外鞋底将具有改善的耐用性,因为外鞋底不太可能随着时间的推移损失质量。
253.在一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用阿克隆磨耗测试(akron abrasion test)确定的小于0.50立方厘米,任选地小于0.40立方厘米、小于0.30立方厘米、小于0.20立方厘米或小于0.10立方厘米的阿克隆磨耗。在另一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用阿克隆磨耗测试确定的约0.05立方厘米至约0.5立方厘米、约0.10立方厘米至约0.45立方厘米或约0.05立方厘米至约0.20立方厘米的阿克隆磨耗。
254.在一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用阿克隆磨耗测试确定的小于500毫克,任选地小于400毫克、小于300毫克、小于200毫克或小于100毫克的阿克隆磨耗。在另一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用阿克隆磨耗测试确定的约50毫克至约500毫克、约100毫克至约400毫克或约100毫克至约150毫克的阿克隆磨耗。
255.在一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用din磨耗测试确定的小于0.30立方厘米,任选地小于0.20立方厘米、小于0.10立方厘米、小于0.05立方厘米或小于0.07立方厘米的din磨耗。在另一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用din磨耗测试确定的约0.01立方厘米至约0.30立方厘米、约0.05立方厘米至约0.20立方厘米或约0.05立方厘米至约0.10立方厘米的din磨耗。
256.在一个方面中,当热成型时,膜、纤维、丝和纱线的第一聚合物组合物具有按照使用din磨耗测试确定的小于300毫克,任选地小于200毫克、小于100毫克、小于50毫克或小于30毫克的din磨耗。在另一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有按照使用din磨耗测试确定的约10毫克至约300毫克、约50毫克至约250毫克或约50毫克至约100毫克的din磨耗。
257.在某些方面中,本文描述的膜、纤维和纱线当并入到纺织品或物品中时,产品具有改善的附着摩擦力性质。在一个方面中,膜、纤维或纱线的摩擦系数可以用于测量多种表面上的附着摩擦力性质。
258.在一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有
按照使用摩擦系数测试确定的在干表面(例如光滑的、平坦的或纹理化的表面,诸如例如木质镶木地板场地(wooden parquet court)、混凝土、沥青、层压材料、砖或瓷砖)上的大于0.6,任选地大于0.7、大于0.8、大于0.9、大于1.0的干动态摩擦系数(dry dynamic coefficient of friction)(cof)。在另一个方面中,当热成型时,使用摩擦系数测试,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有大于0.15,任选地大于0.2、大于0.25或大于0.3的干动态cof。
259.在一个方面中,当热成型时,膜、纤维、丝、纱线和聚合物的第一聚合物组合物具有按照使用摩擦系数测试确定的大于0.25,任选地大于0.30、大于0.35、大于0.40或大于0.50的湿动态cof。在另一个方面中,当热成型时,使用摩擦系数测试,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有大于0.15,任选地大于0.2、大于0.25或大于0.3的湿动态cof。
260.在某些方面中,期望相同的干表面和湿表面(例如,光滑的混凝土或球场)的动态摩擦系数尽可能接近。在一个方面中,干表面和湿表面的动态摩擦系数之间的差异小于15百分比。在另一个方面中,干表面和湿表面的动态摩擦系数之间的差异为从约0百分比至约15百分比、约1百分比至约10百分比、约1百分比至约5百分比或约2百分比至约5百分比。
261.在一个方面中,当热成型时,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有从约100摄氏度至约210摄氏度,任选地从约110摄氏度至约195摄氏度、从约120摄氏度至约180摄氏度或从约120摄氏度至约170摄氏度的熔化温度。在另一个方面中,第一聚合物组合物具有大于约120摄氏度且小于约170摄氏度,以及任选地大于约130摄氏度且小于约160摄氏度的熔化温度。
262.在另外的方面中,当熔化温度大于100摄氏度时,如果物品例如在运送或储存期间短暂地遇到类似的温度,则由第一聚合物组合物形成或并入第一聚合物组合物的物品的完整性被保持。在另一个方面中,当熔化温度大于100摄氏度或大于120摄氏度时,由第一聚合物组合物形成或并入第一聚合物组合物的物品可以在不熔化或不可控制地熔合出于诸如填充、区域表面(zonal surface)或舒适特征的目的并入物品中的任何聚酯组分,以及用于紧贴合身和贴合特征的拉伸纱线的情况下被蒸煮。
263.在一个方面中,当熔化温度大于120摄氏度时,并入本文公开的第一聚合物组合物或第二聚合物组合物的材料在热铺砌表面、球场表面、人造或天然足球场或类似的比赛表面、跑道或场地上使用期间不太可能软化和/或变得发粘。在一个方面中,第一聚合物组合物或第二聚合物组合物的熔化温度越高且其熔化焓越大,并入第一聚合物组合物或第二聚合物组合物或者由第一聚合物组合物或第二聚合物组合物构造的鞋类物品或运动装备物品承受接触加热偏移(excursion)、摩擦表面加热事件或环境加热偏移的能力越大。在一个方面中,这样的热偏移可以当物品接触热地面表面、球场表面或草皮表面时产生,或者当物品接触另一个表面诸如地面、另一只鞋、球或类似表面时从来自摩擦或磨耗的摩擦加热产生。
264.在另一个方面中,当熔化温度小于约210摄氏度、或小于约200摄氏度、或小于约190摄氏度、或小于约180摄氏度、或小于约175摄氏度,但大于约120摄氏度、或大于约110摄氏度、或大于约103摄氏度时,聚合物包覆的纱线可以被熔化,用于模制和/或热成型由其针织的纺织品的给定区域,以便在短的时间段内赋予期望的设计特征和美学特征的目的。
265.在一个方面中,低于140摄氏度的熔化温度可以防止或减少染料从并入鞋类或其
他物品中的聚酯纱线迁移的风险。在另外的方面中,染料从包装染色聚酯纱线或丝的迁移是一个扩散受限的过程,并且短时间暴露于大于140摄氏度的温度,诸如在热成型期间,不广泛地损害、变色鞋类或其他物品的外观或不以其他方式使鞋类或其他物品的外观不可接受。然而,在另一个方面中,如果聚合物涂层的熔化温度大于约210摄氏度,则可能发生热损害和染料迁移。
266.在一个方面中,高熔化焓指示需要较长的加热时间以确保聚合物被完全熔化并且将很好地流动。在另一个方面中,低熔化焓需要较少的加热时间以确保完全熔化和良好流动。
267.在另外的方面中,高冷却放热指示从熔融到固体的快速转变。在另一个方面中,较高的重结晶温度指示聚合物能够在较高的温度固化。在一个方面中,高温固化对于热成型可以是有益的。在一个方面中,高于95摄氏度的重结晶可以促进热成型之后的快速凝固,减少循环时间,减少冷却需求,并且改善鞋部件在组装和使用期间的稳定性。
268.在一个方面中,本文公开的涂层组合物的粘度可以影响涂层组合物的性质和加工。在另外的方面中,在低剪切速率(例如,小于1倒数秒)的高粘度指示对流动、位移和更固体状行为的阻力。在另一个方面中,在较高剪切速率(例如,大于10倒数秒)的低粘度适合于高速挤出。在一个方面中,随着粘度增加,充分地流动和变形以包覆芯纱基底的能力变得具有挑战性。在另一个方面中,呈现出高剪切稀化指数(high shear thinning indice)的材料(例如,在10倒数秒或100倒数秒的粘度低于在1倒数秒的粘度的情况)对于挤出可能具有挑战性,并且如果以太高的速度包覆或挤出,则可能熔体破裂。
269.在一个方面中,膜、纤维、丝、纱线和纺织品的第一聚合物组合物在160摄氏度使用2.16kg的重量具有按照使用确定熔体流动指数的方法(astm d1238-13)确定的至少0.2克每10分钟,任选地至少2克每10分钟、至少5克每10分钟、至少10克每10分钟、至少15克每10分钟、至少20克每10分钟、至少25克每10分钟、至少30克每10分钟、至少40克每10分钟或至少50克每10分钟的熔体流动指数。在另一个方面中,当热成型时,膜、纤维、丝和纱线的第一聚合物组合物在200摄氏度使用10kg的重量具有按照使用确定熔体流动指数的方法(astm d1238-13)确定的至少0.2克每10分钟,任选地至少5克每10分钟、至少10克每10分钟、至少15克每10分钟、至少20克每10分钟、至少25克每10分钟、至少30克每10分钟、至少40克每10分钟或至少50克每10分钟的熔体流动指数。在一个方面中,具有合适的熔体流量或熔体流动指数允许第一聚合物组合物在如本文公开的针织纺织品纤维或编织纺织品纤维周围和之间充分地回流。在另一个方面中,具有合适的熔体流量允许当针织纺织品或编织纺织品被热成型时形成表层状结构。
270.在一个方面中,膜、纤维、丝、纱线和纺织品的第一聚合物组合物具有约50肖氏a至约90肖氏a,任选地从约55肖氏a至约85肖氏a、从约60肖氏a至约80肖氏a、从约60肖氏a至约70肖氏a或从约67肖氏a至约77肖氏a的硬度计肖氏a硬度。
271.在一个方面中,膜、纤维、丝、纱线或纺织品的第一聚合物组合物具有从约0.8至约1.5,任选地从约0.8至约1.30或从约0.88至约1.20的比重。在另一个方面中,膜、纤维、丝、纱线或纺织品的第一聚合物组合物具有按照通过确定比重的方法(astm d792)确定的从约0.80克每立方厘米至约1.30克每立方厘米或从约1.0克每立方厘米至约1.2克每立方厘米的比重。
272.在一个方面中,膜、纤维、丝、纱线或纺织品的第一聚合物组合物具有上文提供的第一性质中的两种或更多种,或者任选地三种或更多种、四种或更多种、五种或更多种、六种或更多种、七种或更多种或全部十种上文提供的第一性质。
273.在一个或更多个方面中,本文描述的纺织品可以呈现出从约1兆帕至约500兆帕的模量。在某些方面中,包覆的纱线可以呈现出从约5兆帕至约150兆帕、或从约20兆帕至约130兆帕、或从约30兆帕至约120兆帕、或从约40兆帕至约110兆帕的模量。如本文使用的术语“模量”指的是下文在性质分析和表征程序部分中描述的相应的测试方法。在一个方面中,具有高模量的材料比具有低模量的材料相对更硬,具有低模量的材料更柔性。在另一个方面中,当第一聚合物组合物被用作纱线的涂层并且并入到如本文描述的纺织品和物品中时,包括具有较低模量的热塑性聚合物组合物的纺织品和物品将比包括具有高模量的热塑性聚合物组合物的物品更柔性。
274.除了第一性质之外,当热成型时,膜、纤维、丝、纱线或纺织品的第一聚合物组合物具有一种或更多种第二性质。在一个方面中,当热成型时,膜、纤维、丝、纱线或纺织品的第一聚合物组合物具有小于50摄氏度,任选地小于30摄氏度、小于0摄氏度、小于-10摄氏度、小于-20摄氏度或小于-30摄氏度的玻璃化转变温度。在一个方面中,当热成型时,膜、纤维、丝和纱线的第一聚合物组合物在25摄氏度具有按照使用确定模量、韧度和伸长率(纱线)的方法确定的大于7兆帕、任选地大于8兆帕的断裂应力。在一个方面中,当热成型时,膜、纤维、丝和纱线的第一聚合物组合物在25摄氏度具有按照使用确定模量、韧度和伸长率(纱线)的方法确定的大于2兆帕,任选地大于2.5兆帕或大于3兆帕的在300百分比模量的拉伸应力。在一个方面中,当热成型时,膜、纤维、丝和纱线的第一聚合物组合物在25摄氏度具有按照使用确定模量、韧度和伸长率(纱线)的方法确定的大于400百分比,任选地大于450百分比、任选地大于500百分比、或大于550百分比的断裂伸长率。在另一个方面中,当热成型时,膜、纤维、丝和纱线的第一聚合物组合物具有第二性质中的两种或更多种,或者任选地三种或更多种、或全部四种第二性质。
275.在一个方面中,本文描述的纺织品或包括本文描述的纺织品的物品可以经历如在性质分析和表征程序中描述的阿克隆磨耗测试。在一个方面中,在300次阿克隆磨耗测试循环之后,纺织品或物品在300次循环之后具有从0重量百分比至0.05重量百分比,任选地从0重量百分比至0.04重量百分比、或从0重量百分比至0.03重量百分比、或从0重量百分比至0.02重量百分比的质量损失。在另一个方面中,在3000次阿克隆磨耗测试循环之后,纺织品或物品具有从0重量百分比至0.2重量百分比、或从0重量百分比至0.15重量百分比、或从0重量百分比至0.1重量百分比、或从0重量百分比至0.05重量百分比的质量损失。在还另一个方面中,本文描述的纺织品或包括本文描述的纺织品的物品可以经历如在性质分析和表征程序中描述的斯托尔磨耗测试(stoll abrasion testing)。在一个方面中,物品或纺织品在至少1600次循环之后或在至少2000次循环之后或在至少2500次循环之后不示出显著的斯托尔磨耗损失或退化。
276.在一个方面中,本文公开的纺织品可以经历如在性质分析和表征程序中描述的bally屈折测试。在一个方面中,纺织品在干bally屈折测试中在至少100次循环之后不呈现出开裂。在另一个方面中,纺织品在湿bally屈折测试中在至少15,000次循环之后不呈现出开裂。
277.在另一个方面中,当本文公开的纺织品被包括作为用于鞋类物品的鞋面的部件时,纺织品-球冲击测试或靴子-球冲击测试可以如性质分析和表征程序中描述的进行。在一个方面中,纺织品或包括纺织品的鞋面产生从约220转每分钟至约240转每分钟或约220转每分钟至约230转每分钟的球旋转速率。在另外的方面中,每分钟转数可以是右旋的(正的或顺时针的)或左旋的(负的或逆时针的)。在一个方面中,对于产生具有合适的曲率的球路径以便在例如英式足球(橄榄球)场上躲避对方球员,较高数量的每分钟转数是期望的。
278.在一个方面中,在热成型之后,第一聚合物组合物具有选自以下的一种或更多种第一性质:
279.a)按照使用阿克隆磨耗测试确定的从0.00立方厘米至0.50立方厘米,任选地0.00立方厘米至0.40立方厘米、0.00立方厘米至0.30立方厘米、0.00立方厘米至0.20立方厘米或0.00立方厘米至0.10立方厘米的阿克隆磨耗;
280.b)按照使用din磨耗测试确定的从0.00立方厘米至0.30立方厘米、从0.00立方厘米至0.20立方厘米、0.00立方厘米至0.10立方厘米或0.00立方厘米至0.05立方厘米的din磨耗;
281.c)按照使用摩擦系数测试确定的从0.5至1.0,任选地0.7至1.0、0.8至1.0、0.9至1.0或大于1.0的干动态摩擦系数(cof);
282.d)按照使用摩擦系数测试确定的从0.25至0.50,任选地0.30至0.50、0.35至0.50、0.40至0.50或大于0.50的湿动态cof;
283.e)使用摩擦系数测试的0.15至0.3,任选地0.2至0.3、0.25至0.3或大于0.3的干动态cof;
284.f)使用摩擦系数测试的0.15至0.3,任选地0.2至0.3、0.25至0.3或大于0.3的湿动态cof;
285.g)从约100℃至约210℃,任选地从约110℃至约195℃、从约120℃至约180℃或从约120℃至约170℃的熔化温度;
286.h)在160℃使用2.16kg的重量,按照使用astm d1238-13确定的至少0.2克每10分钟至至少50克每10分钟,任选地至少2克每10分钟至至少50克每10分钟、至少5克每10分钟至至少50克每10分钟、至少10克每10分钟至至少50克每10分钟、至少15克每10分钟至至少50克每10分钟、至少20克每10分钟至至少50克每10分钟、至少25克每10分钟至至少50克每10分钟、至少30克每10分钟至至少50克每10分钟、至少40克每10分钟至至少50克每10分钟或至少50克每10分钟的熔体流量;
287.i)在200℃使用10kg的重量,按照使用astm d1238-13确定的至少0.2克每10分钟至至少50克每10分钟,任选地至少2克每10分钟至至少50克每10分钟、至少5克每10分钟至至少50克每10分钟、至少10克每10分钟至至少50克每10分钟、至少15克每10分钟至至少50克每10分钟、至少20克每10分钟至至少50克每10分钟、至少25克每10分钟至至少50克每10分钟、至少30克每10分钟至至少50克每10分钟、至少40克每10分钟至至少50克每10分钟或至少50克每10分钟的熔体流量;
288.j)从约50肖氏a至约90肖氏a,任选地从约55肖氏a至约85肖氏a、从约60肖氏a至约80肖氏a或从约60肖氏a至约70肖氏a的硬度;
289.k)从-10摄氏度至50摄氏度,任选地从-10摄氏度至30摄氏度、或从-10摄氏度至20
摄氏度、或从-10摄氏度至10摄氏度的玻璃化转变温度;
290.l)从约0.8至约1.5,任选地从约0.85至约1.30或从约0.88至约1.20的比重;
291.m)在300次循环之后小于0.05重量百分比,任选地在300次循环之后从约0.01重量百分比至约0.05重量百分比的质量损失;
292.n)在3,000次循环之后小于0.20重量百分比,任选地在3,000次循环之后从约0.01重量百分比至约0.20重量百分比、约0.1重量百分比至约0.20重量百分比或约0.5重量百分比至约0.20重量百分比的质量损失;
293.o)至少1,600次循环或约1,600次循环至约2,500次循环的斯托尔耐磨性;
294.p)至少100次循环或从约100次循环至约1,000次循环的bally屈折;以及
295.q)至少5,000次循环或从约5,000次循环至约20,000次循环的湿bally屈折。
296.在一个方面中,在热成型之后,包含第一聚合物组合物的针织纺织品或编织纺织品具有期望的性能性质。在另外的方面中,所公开的热成型针织纺织品或编织纺织品优于在用于鞋类物品的鞋面中包括的传统材料,诸如袋鼠皮革和duragon表层(商品名指的是聚酯纺织品上的预成型的聚氨酯层压的表层)。例如,热成型针织纺织品示出与层压的duragon表层相似的干摩擦系数和湿摩擦系数(例如,靴子与球的相互作用);然而,如本文描述的针织纺织品可以以流线型、更一体的、较低浪费的构造方式生产。在其他方面中,与duragon表层相比,包含本文公开的包覆的纱线的热成型纺织品和/或鞋类鞋面总体上呈现出较高的湿cof值和干cof值,以及在干cof和湿cof之间的较低的差异程度。在其他方面中,在热成型之后,第一聚合物组合物具有选自以下的一种或更多种性质:
297.a)在25摄氏度,按照使用确定模量(基板)的方法确定的至少7兆帕至8兆帕,任选地大于8兆帕的断裂应力;
298.b)在25摄氏度,按照使用确定模量(基板)的方法确定的至少2兆帕至3兆帕,任选地2.5兆帕至3兆帕或大于3兆帕的在300百分比模量的拉伸应力;
299.c)在25℃,按照使用确定模量(基板)的方法确定的至少450百分比至550百分比,任选地从500百分比至550百分比或大于550百分比的断裂伸长率;
300.d)如通过在性质分析和表征程序中描述的用于确定摩擦系数的方法确定的从0百分比至20百分比的干动态摩擦系数和干静态摩擦系数之间的差异;
301.e)如通过在性质分析和表征程序中描述的用于确定摩擦系数的方法确定的从0百分比至20百分比的湿动态摩擦系数和湿静态摩擦系数之间的差异;以及
302.f)如通过在性质分析和表征程序中描述的用于确定摩擦系数的方法确定的从0百分比至20百分比的湿静态摩擦系数和干静态摩擦系数之间的差异。
303.在某些方面中,本文描述的膜、纤维和纱线可以呈现出大于1克/旦尼尔的韧度。在一个方面中,本文描述的膜、纤维和纱线可以呈现出从约1克/旦尼尔至约5克/旦尼尔的韧度。在一个或更多个方面中,本文描述的膜、纤维和纱线可以呈现出从约1.5克/旦尼尔至约4.5克/旦尼尔的韧度。在一个方面中,本文描述的膜、纤维和纱线可以呈现出从约2克/旦尼尔至约4.5克/旦尼尔的韧度。如本文使用的“韧度”指的是纤维或纱线的性质,并且使用下文在性质分析和表征程序部分中描述的相应的测试方法和取样程序来确定。
304.在某些方面中,可以期望使用适合于在商业针织设备上使用的纱线。纱线在50摄氏度的自由收缩率(free-standing shrinkage)是可以预测用于在商业针织机上使用的合
适的纱线的一种性质。在某些方面中,本文描述的膜、纤维、丝和纱线当从20摄氏度加热到70摄氏度时可以呈现出小于15百分比的自由收缩率。在多个方面中,本文描述的膜、纤维和纱线当从20摄氏度加热到70摄氏度时可以呈现出约0百分比至约60百分比、约0百分比至约30百分比或约0百分比至约15百分比的自由收缩率。如本文使用的术语“自由收缩率”指的是纱线的性质和下文在性质分析和表征程序部分中描述的相应的测试方法。
305.在一个或更多个方面中,纱线在70摄氏度的自由收缩率可以是纱线暴露于某些环境条件而对纱线的物理结构没有任何实质变化的能力的有用指标。在某些方面中,包含低加工温度聚合物组合物的纱线当从20摄氏度加热到70摄氏度时可以呈现出从约0%至约60%的自由收缩率。在一个或更多个方面中,包含低加工温度聚合物组合物的纱线当从20摄氏度加热到70摄氏度时可以呈现出从约0%至约30%的自由收缩率。在一个方面中,包含低加工温度聚合物组合物的纱线当从20摄氏度加热到70摄氏度时可以呈现出从约0%至约20%的自由收缩率。
306.如上文论述的,在某些方面中,如本文描述的第一聚合物组合物和第二聚合物组合物具有不同的性质。在多个方面中,这些不同的性质允许如本文描述的包覆的纤维在热成型工艺期间熔化和流动,并且随后冷却和固化成与在热成型工艺之前的结构不同的结构(例如,从纱线热成型为熔化的纱线部件),而当热成型工艺在低于未包覆的纤维的熔化温度的温度进行时,未包覆的纤维在这样的工艺期间不能变形或熔化并且可以保持其结构(例如,作为纱线)。在这样的方面中,在热成型工艺期间由如本文描述的包覆的纤维形成的熔化的纱线部件可以与未改变的结构(例如,纱线或纤维)一体地连接,这可以提供三维结构和/或针对穿着物品上的特定点的其他性质。
307.示例性的热塑性弹性体
308.在多个方面中,本文描述的聚合物组合物包含一种或更多种热塑性弹性体。在方面中,“弹性体”可以被定义为在25摄氏度具有按照使用astm d-412-98确定的大于400百分比的断裂伸长率的材料。在另一个方面中,弹性体可以被形成为基板,其中基板具有从10千克力至35千克力(kgf)、或从约10千克力至约25千克力、或从约10千克力至约20千克力、或从约15千克力至约35千克力、或从约20千克力至约30千克力的断裂强度。在另一个方面中,拉伸断裂强度或极限强度,如果针对横截面面积进行调整,可以大于70千克
·
力每平方厘米或大于80千克
·
力每平方厘米。在另一个方面中,弹性体基板可以具有从450百分比至800百分比、或从500百分比至800百分比、或从500百分比至750百分比、或从600百分比至750百分比、或从450百分比至700百分比的断裂应变。在还另一个方面中,弹性体基板可以具有从3千克力每毫米至8千克力每毫米、或约3千克力每毫米至约7千克力每毫米、约3.5千克力每毫米至约6.5千克力每毫米、或约4千克力每毫米至约5千克力每毫米的在100百分比应变的载荷。在一个方面中,弹性体基板可以具有从850千克
·
毫米至2200千克
·
毫米、或从约850千克
·
毫米至约2000千克
·
毫米、或从约900千克
·
毫米至约1750千克
·
毫米、或从约1000千克
·
毫米至约1500千克
·
毫米、或从约1500千克
·
毫米至约2000千克
·
毫米的韧性(toughness)。在方面中,弹性体基板可以具有从约35至约155、或从约50至约150、或从约50至约100、或从约50至约75、或从约60至约155、或从约80至约150的刚度。在还另一个方面中,弹性体基板可以具有从约35至约80、或从约35至约75、或从约40至约60、或从约45至约50的撕裂强度。
309.在方面中,示例性的热塑性弹性体包括均聚物和共聚物。术语“聚合物”指的是具有一种或更多种单体物质的聚合的分子,并且包括均聚物和共聚物。术语“共聚物”指的是具有两种或更多种单体物质的聚合物,并且包括三元共聚物(即具有三种单体物质的共聚物)。在某些方面中,热塑性弹性体可以是无规共聚物。在一个方面中,热塑性弹性体可以是嵌段共聚物。例如,热塑性弹性体可以是嵌段共聚物,该嵌段共聚物具有是相对较硬的相同化学结构(链段)的聚合物单元的重复嵌段(硬链段)以及是相对较软的聚合物链段的重复嵌段(软链段)。在多个方面中,在包括具有重复的硬链段和软链段的嵌段共聚物的嵌段共聚物中,物理交联可以存在于嵌段内或嵌段之间,或嵌段内和嵌段之间两者。硬链段的特定实例包括异氰酸酯链段和聚酰胺链段。软链段的特定实例包括聚醚链段和聚酯链段。如本文使用的,聚合物链段可以被称为是特定类型的聚合物链段,诸如例如,异氰酸酯链段、聚酰胺链段、聚醚链段、聚酯链段及类似链段。应当理解,链段的化学结构源自所描述的化学结构。例如,异氰酸酯链段是包括异氰酸酯官能团的聚合的单元。当提及特定化学结构的聚合物链段的嵌段时,嵌段可以包含多达10mol%的其他化学结构的链段。例如,如本文使用的,聚醚链段被理解为包括多达10mol%的非聚醚链段。
310.在一个方面中,第一聚合物组合物包含由存在于聚合物组合物中的所有聚合物组成的聚合物组分;任选地其中聚合物组分包括两种或更多种聚合物,其中两种或更多种聚合物在两种或更多种聚合物中的每一种的单独的链段的化学结构方面,或者在两种或更多种聚合物中的每一种的分子量方面,或者在两者方面彼此不同。
311.在多个方面中,热塑性弹性体可以包括热塑性共聚酯弹性体、热塑性聚醚嵌段酰胺弹性体、热塑性聚氨酯弹性体、基于聚烯烃的共聚物弹性体、热塑性苯乙烯共聚物弹性体、热塑性离聚物弹性体或其任何组合中的一种或更多种。在一个方面中,第一聚合物组合物包括热塑性弹性体苯乙烯共聚物。在另外的方面中,热塑性弹性体苯乙烯共聚物可以是苯乙烯丁二烯苯乙烯(sbs)嵌段共聚物、苯乙烯乙烯/丁烯苯乙烯(sebs)树脂、苯乙烯丙烯腈(san)树脂或其任何组合。在一个方面中,第一聚合物组合物包含热塑性弹性体聚酯聚氨酯、热塑性聚醚聚氨酯或其任何组合。在一些方面中,热塑性弹性体聚酯聚氨酯可以是芳香族聚酯、脂肪族组合物或其组合。应当理解,还设想了下文未具体描述的其他热塑性聚合物材料,用于在如本文描述的包覆的纤维和/或未包覆的纤维中使用。在一个方面中,包含热塑性弹性体的第一聚合物组合物具有大于约110摄氏度且小于约170摄氏度的熔化温度。在另一个方面中,包含热塑性弹性体的第一聚合物组合物具有约110摄氏度至约170摄氏度、约115摄氏度至约160摄氏度、约120摄氏度至约150摄氏度、约125摄氏度至约140摄氏度、约110摄氏度至约150摄氏度或约110摄氏度至约125摄氏度的熔化温度。
312.在多个方面中,当根据如本文下面描述的astm d3418-97测定时,热塑性弹性体具有小于50摄氏度的玻璃化转变温度(tg)。在一些方面中,当根据如本文下面描述的astm d3418-97测定时,热塑性弹性体具有约-60摄氏度至约50摄氏度、约-25摄氏度至约40摄氏度、约-20摄氏度至约30摄氏度、约-20摄氏度至约20摄氏度或约-10摄氏度至约10摄氏度的玻璃化转变温度(tg)。在一个方面中,热塑性弹性体的玻璃化转变温度被选择为使得物品并入本文公开的包覆的纱线,其中包覆的纱线包括包含热塑性弹性体的涂层材料,热塑性材料当并入到鞋类物品中时在正常穿着期间高于其玻璃化转变温度(即,更类似橡胶且更不脆)。
313.在一个方面中,热塑性弹性体包含:(a)多于一个第一链段;(b)多于一个第二链段;以及任选地(c)多于一个第三链段。在多个方面中,热塑性弹性体是嵌段共聚物。在一些方面中,热塑性弹性体是链段共聚物。在另外的方面中,热塑性弹性体是无规共聚物。在还另外的方面中,热塑性弹性体是缩合共聚物。
314.在另外的方面中,热塑性弹性体可以具有约50,000道尔顿至约1,000,000道尔顿;约50,000道尔顿至约500,000道尔顿;约75,000道尔顿至约300,000道尔顿;约100,000道尔顿至约200,000道尔顿的重均分子量。
315.在另外的方面中,热塑性弹性体可以具有基于第一链段和第二链段中的每一个的重量的从约1:1至约1:2;或基于第一链段和第二链段中的每一个的重量的约1:1至约1:1.5的第一链段与第二链段的比。
316.在另外的方面中,热塑性弹性体可以具有基于第一链段和第三链段中的每一个的重量的从约1:1至约1:5;基于第一链段和第三链段中的每一个的重量的约1:1至约1:3;基于第一链段和第三链段中的每一个的重量的约1:1至约1:2;基于第一链段和第三链段中的每一个的重量的约1:1至约1:3的第一链段与第三链段的比。
317.在另外的方面中,热塑性弹性体可以具有衍生自第一组分的第一链段,该第一组分具有约250道尔顿至约6000道尔顿;约400道尔顿至约6,000道尔顿;约350道尔顿至约5,000道尔顿;或约500道尔顿至约3,000道尔顿的数均分子量。
318.在一些方面中,热塑性弹性体可以包括相分离的域(phase separated domain)。例如,多于一个第一链段可以相分离成主要包含第一链段的域。此外,衍生自具有不同化学结构的链段的多于一个第二链段可以相分离成主要包含第二链段的域。在一些方面中,第一链段可以包括硬链段,并且第二链段可以包括软链段。在其他方面中,热塑性弹性体可以包括包含多于一个第一共聚酯单元的相分离的域。
319.在一个方面中,在热成型之前,第一聚合物组合物具有从约20摄氏度至约-60摄氏度的玻璃化转变温度。在一个方面中,在热成型之前,第一聚合物组合物具有按照通过astm d3389确定的从约10毫克至约40毫克的taber耐磨性。在一个方面中,在热成型之前,第一聚合物组合物具有按照通过astm d2240确定的从约60至约90的硬度计硬度(肖氏a)。在一个方面中,在热成型之前,第一聚合物组合物具有按照通过astm d792确定的从约0.80g/cm3至约1.30g/cm3的比重。在一个方面中,在热成型之前,第一聚合物组合物在160摄氏度使用2.16千克的测试重量具有约2克/10分钟至约50克/10分钟的熔体流动指数。在一个方面中,在热成型之前,第一聚合物组合物在190摄氏度或200摄氏度当使用10千克的测试重量时具有大于约2克/10分钟的熔体流量。在一个方面中,在热成型之前,第一聚合物组合物具有约1兆帕至约500兆帕的模量。
320.热塑性聚氨酯弹性体
321.在某些方面中,热塑性弹性体是热塑性聚氨酯弹性体。热塑性聚氨酯弹性体可以是热塑性嵌段聚氨酯共聚物。热塑性聚氨酯共聚物可以是包含硬链段和软链段的共聚物,包含硬链段的嵌段和软链段的嵌段。硬链段可以包括异氰酸酯链段或者由异氰酸酯链段组成。在相同的或可选择的方面中,软链段可以包括聚醚链段、或聚酯链段或聚醚链段与聚酯链段的组合,或者由聚醚链段、或聚酯链段或聚醚链段与聚酯链段的组合组成。在一个方面中,热塑性材料或热塑性材料的聚合物组分可以包括弹性体热塑性聚氨酯硬链段和软链
段,或者基本上由弹性体热塑性聚氨酯硬链段和软链段组成,所述弹性体热塑性聚氨酯硬链段和软链段诸如具有重复嵌段的硬链段和重复嵌段的软链段的弹性体热塑性聚氨酯。
322.在方面中,热塑性聚氨酯弹性体中的一种或更多种可以通过使一种或更多种异氰酸酯与一种或更多种多元醇聚合以产生具有氨基甲酸酯键(-n(co)o-)的共聚物链来产生,如下文在式1中所示,其中异氰酸酯各自优选地包括每分子两个或更多个异氰酸酯(-nco)基团,诸如每分子2个、3个或4个异氰酸酯基团(尽管还可以任选地包括单官能的异氰酸酯,例如作为链终止单元)。
[0323][0324]
在这些实施方案中,每个r1和r2独立地是脂肪族链段或芳香族链段。任选地,每个r2可以是亲水性链段。
[0325]
除非另外指示,否则本文描述的任何官能团或化合物可以是被取代的或未被取代的。“被取代的”基团或化合物,诸如烷基、烯基、炔基、环烷基、环烯基、芳基、杂芳基、烷氧基、酯、醚或羧酸酯指的是烷基基团、烯基基团、炔基基团、环烷基基团、环烯基基团、芳基基团、杂芳基基团、烷氧基基团、酯基团、醚基团或羧酸酯基团具有至少一个被非氢基团(即取代基)取代的氢基团。非氢基团(或取代基)的实例包括但不限于烷基、环烷基、烯基、环烯基、炔基、醚、芳基、杂芳基、杂环烷基、羟基、氧基(或氧代)、烷氧基、酯、硫酯、酰基、羧基、氰基、硝基、氨基、酰氨基、硫和卤素。当被取代的烷基基团包含多于一个非氢基团时,取代基可以结合到相同的碳原子或者两个或更多个不同的碳原子。
[0326]
另外,异氰酸酯还可以用一种或更多种扩链剂来扩链,以桥接两种或更多种异氰酸酯。这可以产生如下文式2中所示的聚氨酯共聚物链,其中r3包括扩链剂。如同每个r1和r3一样,每个r3独立地是脂肪族链段或芳香族链段。
[0327][0328]
式1和式2中的每个链段r1或第一链段可以基于所使用的特定的异氰酸酯而独立地包括直链或支链的c
3-30
链段,并且可以是脂肪族的、芳香族的,或者包括脂肪族部分和芳
香族部分的组合。术语“脂肪族”指的是不包括具有离域π电子的环共轭的环体系(cyclically conjugated ring system)的、饱和或不饱和的有机分子。相比之下,术语“芳香族”指的是具有离域π电子的环共轭的环体系,其呈现出比具有定域π电子的假想环体系更大的稳定性。
[0329]
基于反应物单体的总重量,每个链段r1可以以按重量计5百分比至85百分比、按重量计从5百分比至70百分比、或按重量计从10百分比至50百分比的量存在。
[0330]
在脂肪族实施方案中(来自脂肪族异氰酸酯),每个链段r1可以包括直链脂肪族基团、支链脂肪族基团、脂环族基团或其组合。例如,每个链段r1可以包括直链或支链的c
3-20
亚烷基链段(例如,c
4-15
亚烷基或c
6-10
亚烷基)、一个或更多个c
3-8
亚环烷基链段(例如,环丙基、环丁基、环戊基、环己基、环庚基或环辛基)及其组合。
[0331]
用于产生聚氨酯共聚物链的合适的脂肪族二异氰酸酯的实例包括六亚甲基二异氰酸酯(hdi)、异佛尔酮二异氰酸酯(ipdi)、亚丁基二异氰酸酯(bdi)、二异氰酸基环己基甲烷(hmdi)、2,2,4-三甲基六亚甲基二异氰酸酯(tmdi)、二异氰酸基甲基环己烷、二异氰酸基甲基三环癸烷、降冰片烷二异氰酸酯(ndi)、环己烷二异氰酸酯(chdi)、4,4'-二环己基甲烷二异氰酸酯(h12mdi)、二异氰酸基十二烷、赖氨酸二异氰酸酯及其组合。
[0332]
在芳香族实施方案中(来自芳香族异氰酸酯),每个链段r1可以包括一个或更多个芳香族基团,诸如苯基、萘基、四氢萘基、菲基、亚联苯基(biphenylenyl)、茚满基、茚基、蒽基和芴基。除非另外指示,否则芳香族基团可以是未被取代的芳香族基团或被取代的芳香族基团,并且还可以包括杂芳香族基团。“杂芳香族”指的是单环或多环的(例如,稠合双环和稠合三环的)芳香族环体系,其中一至四个环原子选自氧、氮或硫,并且其余的环原子是碳,并且其中该环体系通过任何环原子连接到分子的其余部分。合适的杂芳基基团的实例包括吡啶基、吡嗪基、嘧啶基、吡咯基、吡唑基、咪唑基、噻唑基、四唑基、噁唑基、异噁唑基、噻二唑基、噁二唑基、呋喃基、喹啉基、异喹啉基、苯并噁唑基、苯并咪唑基和苯并噻唑基。
[0333]
用于产生聚氨酯共聚物链的合适的芳香族二异氰酸酯的实例包括甲苯二异氰酸酯(tdi)、与三羟甲基丙烷(tmp)的tdi加合物、亚甲基二苯基二异氰酸酯(mdi)、二甲苯二异氰酸酯(xdi)、四甲基亚二甲苯基二异氰酸酯(tmxdi)、氢化的二甲苯二异氰酸酯(hxdi)、萘1,5-二异氰酸酯(ndi)、1,5-四氢萘二异氰酸酯、对亚苯基二异氰酸酯(ppdi)、3,3'-二甲基二苯基-4,4'-二异氰酸酯(dddi)、4,4'-二苄基二异氰酸酯(dbdi)、4-氯-1,3-亚苯基二异氰酸酯及其组合。在一些实施方案中,共聚物链大体上不含芳香族基团。
[0334]
在特定的方面中,聚氨酯共聚物链由包括hmdi、tdi、mdi、h
12
脂肪族化合物及其组合的二异氰酸酯产生。例如,本公开内容的如本文描述的包覆的纤维可以包括一个或更多个聚氨酯共聚物链,该聚氨酯共聚物链由包括hmdi、tdi、mdi、h
12
脂肪族化合物及其组合的二异氰酸酯产生。
[0335]
在某些方面中,根据本公开内容,可以使用被交联的聚氨酯链(例如保留热塑性性质的部分交联的聚氨酯共聚物)或可以被交联的聚氨酯链。使用多官能异氰酸酯产生交联的或可交联的聚氨酯共聚物链是可能的。用于产生聚氨酯共聚物链的合适的三异氰酸酯的实例包括与三羟甲基丙烷(tmp)的tdi、hdi和ipdi加合物、缩脲二酮(即二聚异氰酸酯)、聚合mdi及其组合。
[0336]
式2中的链段r3可以基于所使用的特定扩链剂多元醇而包括直链或支链的c
2-c
10
链段,并且可以是例如脂肪族的、芳香族的或聚醚。用于产生聚氨酯共聚物链的合适的扩链剂多元醇的实例包括乙二醇、乙二醇的低级低聚物(例如二乙二醇、三乙二醇和四乙二醇)、1,2-丙二醇、1,3-丙二醇、丙二醇的低级低聚物(例如,二丙二醇、三丙二醇和四丙二醇)、1,4-丁二醇、2,3-丁二醇、1,6-己二醇、1,8-辛二醇、新戊二醇、1,4-环己烷二甲醇、2-乙基-1,6-己二醇、1-甲基-1,3-丙二醇、2-甲基-1,3-丙二醇、二羟基烷基化芳香族化合物(例如,氢醌和间苯二酚的双(2-羟乙基)醚、二甲苯-α,α-二醇、二甲苯-α,α-二醇的双(2-羟乙基)醚)及其组合。
[0337]
式1和式2中的链段r2可以包括聚醚基团、聚酯基团、聚碳酸酯基团、脂肪族基团或芳香族基团。基于反应物单体的总重量,每个链段r2可以以按重量计5百分比至85百分比、按重量计从5百分比至70百分比、或按重量计从10百分比至50百分比的量存在。
[0338]
任选地,在一些实例中,热塑性聚氨酯弹性体可以是具有相对高的亲水性程度的热塑性聚氨酯。例如,热塑性聚氨酯可以是其中式1和式2中的链段r2包括聚醚基团、聚酯基团、聚碳酸酯基团、脂肪族基团或芳香族基团的热塑性聚醚聚氨酯,其中脂肪族基团或芳香族基团被具有相对较大的亲水性程度的一个或更多个侧基(即相对“亲水性的”基团)取代。该相对“亲水性的”基团可以选自由以下组成的组:羟基、聚醚、聚酯、聚内酯(例如,聚乙烯吡咯烷酮(pvp))、氨基、羧酸酯、磺酸酯、磷酸酯、铵(例如,叔铵和季铵)、两性离子基团(例如,甜菜碱,诸如聚(羧基甜菜碱)(pcb)和膦酸铵,诸如磷脂酰胆碱)及其组合。在这样的实例中,r2的这种相对亲水性的基团或链段可以形成聚氨酯主链的一部分,或者可以作为侧基接枝到聚氨酯主链。在一些实例中,亲水性侧基或链段可以通过连接基结合到脂肪族基团或芳香族基团。基于反应物单体的总重量,每个链段r2可以以按重量计5百分比至85百分比、按重量计从5百分比至70百分比、或按重量计从10百分比至50百分比的量存在。
[0339]
在一些实例中,热塑性聚氨酯弹性体的至少一个r2链段包括聚醚链段(即,具有一个或更多个醚基团的链段)。合适的聚醚包括但不限于聚环氧乙烷(peo)、聚环氧丙烷(ppo)、聚四氢呋喃(polytetrahydrofuran)(pthf)、聚四亚甲基氧醚(polytetramethylene oxide)(p tmo)及其组合。如本文使用的术语“烷基”指的是含有一个至三十个碳原子,例如一个至二十个碳原子或一个至十个碳原子的直链和支链的饱和烃基团。术语cn意指烷基基团具有“n”个碳原子。例如,c4烷基指的是具有4个碳原子的烷基基团。c
1-7
烷基指的是具有涵盖整个范围(即,1个至7个碳原子)以及所有亚组(例如,1-6个、2-7个、1-5个、3-6个、1个、2个、3个、4个、5个、6个和7个碳原子)的碳原子数的烷基基团。烷基基团的非限制性实例包括甲基、乙基、正丙基、异丙基、正丁基、仲丁基(2-甲基丙基)、叔丁基(1,1-二甲基乙基)、3,3-二甲基戊基和2-乙基己基。除非另外指示,否则烷基基团可以是未被取代的烷基基团或被取代的烷基基团。
[0340]
在热塑性聚氨酯弹性体的一些实例中,至少一个r2链段包括聚酯链段。聚酯链段可以衍生自一种或更多种二羟基醇(例如乙二醇、1,3-丙二醇、1,2-丙二醇、1,4-丁二醇、1,3-丁二醇、2-甲基戊二醇、1,5-二乙二醇、1,5-戊二醇、1,5-己二醇、1,2-十二烷二醇、环己烷二甲醇及其组合)与一种或更多种二羧酸(例如己二酸、琥珀酸、癸二酸、辛二酸、甲基己二酸、戊二酸、庚二酸、壬二酸、硫代二丙酸和柠康酸及其组合)的聚酯化。聚酯还可以衍生自聚碳酸酯预聚物,诸如聚(六亚甲基碳酸酯)二醇(poly(hexamethylene carbonate)glycol)、聚(亚丙基碳酸酯)二醇、聚(四亚甲基碳酸酯)二醇和聚(九亚甲基碳酸酯)二醇。
合适的聚酯可以包括例如聚己二酸乙二醇酯(pea)、聚(己二酸-1,4-丁二醇酯)、聚(四亚甲基己二酸酯)、聚(六亚甲基己二酸酯)、聚己内酯、聚六亚甲基碳酸酯、聚(亚丙基碳酸酯)、聚(四亚甲基碳酸酯)、聚(九亚甲基碳酸酯)及其组合。
[0341]
在多种热塑性聚氨酯弹性体中,至少一个r2链段包括聚碳酸酯链段。聚碳酸酯链段可以衍生自一种或更多种二羟基醇(例如乙二醇、1,3-丙二醇、1,2-丙二醇、1,4-丁二醇、1,3-丁二醇、2-甲基戊二醇、1,5-二乙二醇、1,5-戊二醇、1,5-己二醇、1,2-十二烷二醇、环己烷二甲醇及其组合)与碳酸亚乙酯的反应。
[0342]
在热塑性聚氨酯弹性体的多个实例中,至少一个r2链段可以包括被具有相对较大的亲水性程度的一个或更多个基团即相对“亲水性的”基团取代的脂肪族基团。一个或更多个相对亲水性的基团可以选自由以下组成的组:羟基、聚醚、聚酯、聚内酯(例如,聚乙烯吡咯烷酮)、氨基、羧酸酯、磺酸酯、磷酸酯、铵(例如,叔铵和季铵)、两性离子基团(例如,甜菜碱,诸如聚(羧基甜菜碱)(pcb)和膦酸铵,诸如磷脂酰胆碱)及其组合。在一些实例中,脂肪族基团是直链的,并且可以包括,例如,c
1-20
亚烷基链或c
1-20
亚烯基链(例如,亚甲基、亚乙基、亚丙基、亚丁基、亚戊基、亚己基、亚庚基、亚辛基、亚壬基、亚癸基、亚十一烷基、亚十二烷基、亚十三烷基、亚乙烯基、亚丙烯基、亚丁烯基、亚戊烯基、亚己烯基、亚庚烯基、亚辛烯基、亚壬烯基、亚癸烯基、亚十一烯基、亚十二烯基、亚十三烯基)。术语“亚烷基”指的是二价的烃。术语cn意指亚烷基基团具有“n”个碳原子。例如,c
1-6
亚烷基指的是具有例如1个、2个、3个、4个、5个或6个碳原子的亚烷基基团。术语“亚烯基”指的是具有至少一个双键的二价烃。
[0343]
在一些情况下,至少一个r2链段包括被一个或更多个相对亲水性的基团取代的芳香族基团。一个或更多个亲水性基团可以选自由以下组成的组:羟基、聚醚、聚酯、聚内酯(例如,聚乙烯吡咯烷酮)、氨基、羧酸酯、磺酸酯、磷酸酯、铵(例如,叔铵和季铵)、两性离子基团(例如,甜菜碱,诸如聚(羧基甜菜碱)(pcb)和膦酸铵基团,诸如磷脂酰胆碱)及其组合。合适的芳香族基团包括但不限于苯基、萘基、四氢萘基、菲基、亚联苯基、茚满基、茚基、蒽基、芴基、吡啶基、吡嗪基、嘧啶基、吡咯基、吡唑基、咪唑基、噻唑基、四唑基、噁唑基、异噁唑基、噻二唑基、噁二唑基、呋喃基、喹啉基、异喹啉基、苯并噁唑基、苯并咪唑基和苯并噻唑基基团及其组合。
[0344]
在多个方面中,脂肪族基团和芳香族基团可以被一个或更多个相对亲水性和/或带电荷的侧基取代。在一些方面中,亲水性侧基包括一个或更多个(例如,2个、3个、4个、5个、6个、7个、8个、9个、10个或更多个)羟基基团。在多个方面中,亲水性侧基包括一个或更多个(例如,2个、3个、4个、5个、6个、7个、8个、9个、10个或更多个)氨基基团。在一些情况下,亲水性侧基包括一个或更多个(例如,2个、3个、4个、5个、6个、7个、8个、9个、10个或更多个)羧酸酯基团。例如,脂肪族基团可以包括一个或更多个聚丙烯酸基团。在一些情况下,亲水性侧基包括一个或更多个(例如,2个、3个、4个、5个、6个、7个、8个、9个、10个或更多个)磺酸酯基团。在一些情况下,亲水性侧基包括一个或更多个(例如,2个、3个、4个、5个、6个、7个、8个、9个、10个或更多个)磷酸酯基团。在一些实例中,亲水性侧基包括一个或更多个铵基团(例如叔铵和/或季铵)。在其他实例中,亲水性侧基包括一个或更多个两性离子基团(例如甜菜碱,诸如聚(羧基甜菜碱)(pcb)和膦酸铵基团诸如磷脂酰胆碱基团)。
[0345]
在一些方面中,r2链段可以包括能够结合抗衡离子以使热塑性弹性体离子地交联
并且形成离聚物的带电荷的基团。在这些方面中,例如,r2是具有氨基侧基、羧酸酯侧基、磺酸酯侧基、磷酸酯侧基、铵侧基或两性离子侧基或其组合的脂肪族基团或芳香族基团。
[0346]
在多种情况下,当存在亲水性侧基时,该“亲水性”侧基是至少一个聚醚基团,诸如两个聚醚基团。在其他情况下,亲水性侧基是至少一种聚酯。在多种情况下,亲水性侧基是聚内酯基团(例如,聚乙烯吡咯烷酮)。亲水性侧基中的每个碳原子可以任选地被例如c
1-6
烷基基团取代。在这些方面的一些方面中,脂肪族基团和芳香族基团可以是接枝聚合物基团,其中侧基是均聚物基团(例如聚醚基团、聚酯基团、聚乙烯吡咯烷酮基团)。
[0347]
在一些方面中,亲水性侧基是聚醚基团(例如聚环氧乙烷基团、聚乙二醇基团)、聚乙烯吡咯烷酮基团、聚丙烯酸基团或其组合。
[0348]
如本文描述的,热塑性聚氨酯弹性体可以通过例如聚合物上的氨基甲酸酯(urethane)或氨基甲酸酯(carbamate)基团(硬链段)之间的非极性相互作用或极性相互作用被物理地交联。在这些方面中,式1中的组分r1以及式2中的组分r1和r3形成通常被称为“硬链段”的聚合物部分,并且组分r2形成通常被称为“软链段”的聚合物部分。在这些方面中,软链段可以被共价地结合到硬链段。在一些实例中,具有物理交联的硬链段和软链段的热塑性聚氨酯弹性体可以是亲水性热塑性聚氨酯弹性体(即包含如本文公开的亲水性基团的热塑性聚氨酯弹性体)。
[0349]
在一个方面中,在热成型之前,热塑性聚氨酯弹性体是具有以下性质的芳香族聚酯热塑性弹性体聚氨酯或脂肪族聚酯热塑性弹性体聚氨酯:(1)从约20摄氏度至约-60摄氏度的玻璃化转变温度;(2)按照通过astm d3389确定的从约10毫克至约40毫克的taber耐磨性;(3)按照通过astm d2240确定的从约60至约90的硬度计硬度(肖氏a);(4)按照通过astm d792确定的从约0.80g/cm3至约1.30g/cm3的比重;(5)在160摄氏度使用2.16千克的测试重量,约2克/10分钟至约50克/10分钟的熔体流动指数;(6)在190摄氏度或200摄氏度当使用10千克的测试重量时,大于约2克/10分钟的熔体流量;以及(7)约1兆帕至约500兆帕的模量。
[0350]
适合于本文的用途的具有较大亲水性的可商购的热塑性聚氨酯弹性体包括但不限于以商品名“tecophilic”,诸如tg-500、tg-2000、sp-80a-150、sp-93a-100、sp-60d-60(lubrizol,countryside,il),“estane”(例如,58238,t470a;lubrizol,countryside,il),以及“elastollan”(例如,9339,b70a;basf)的热塑性聚氨酯弹性体。
[0351]
在多个方面中,热塑性聚氨酯弹性体可以部分地共价交联,如本文先前描述的。
[0352]
热塑性苯乙烯共聚物弹性体
[0353]
在某些方面中,热塑性弹性体是热塑性弹性体苯乙烯共聚物。这些共聚物的实例包括但不限于苯乙烯丁二烯苯乙烯(sbs)嵌段共聚物、苯乙烯乙烯/丁烯苯乙烯(sebs)树脂、聚缩醛树脂(pom)、苯乙烯丙烯腈树脂(san)或其共混物、合金或化合物。示例性的可商购的热塑性弹性体苯乙烯共聚物包括monoprene in5074、sp066070和sp16975(teknor apex,pawtucket,ri,usa),它们是苯乙烯乙烯/丁烯苯乙烯(sebs)树脂。在一些方面中,共混物、合金和化合物应当是可熔化相容的,或者可以与添加剂、油或接枝的化学部分相容,以便实现混溶性。
[0354]
在一个方面中,热塑性弹性体苯乙烯共聚物包括如下文式3中所示的至少一个嵌段:
[0355][0356]
在另一个方面中,热塑性弹性体苯乙烯共聚物可以是包含第一聚苯乙烯嵌段(式4的嵌段m)、聚丁二烯嵌段(式4的嵌段o)和第二聚苯乙烯嵌段(式4的嵌段p)的sbs嵌段共聚物,其中sbs嵌段共聚物具有下文式4中示出的一般结构:
[0357][0358]
在另一个方面中,热塑性弹性体苯乙烯共聚物可以是sebs嵌段共聚物,其包含第一聚苯乙烯嵌段(式5的嵌段x);聚烯烃嵌段(式5的嵌段y),其中聚烯烃嵌段包括交替的聚乙烯嵌段(式5的嵌段v)和聚丁烯嵌段(式4的嵌段w);以及第二聚苯乙烯嵌段(式5的嵌段z),如下文式5中所看到的。
[0359][0360][0361]
在一个方面中,sebs聚合物具有从约0.88克每立方厘米至约0.92克每立方厘米的密度。在另外的方面中,sebs聚合物的密度可以比交联的橡胶、交联的聚氨酯和热塑性聚氨酯材料小高达15百分比至25百分比。在另外的方面中,较小密度的涂层组合物为所采用的相同体积的材料提供了重量节约和每份成本节约,同时实现了类似的性能。
[0362]
添加剂
[0363]
在一些方面中,本文描述的膜、纤维和纱线还可以包括添加剂。添加剂可以被直接并入到膜、纤维和纱线中,或者可选择地施加于膜、纤维和纱线。可以使用的添加剂包括但不限于染料、颜料、着色剂、紫外光吸收剂、受阻胺光稳定剂、抗氧化剂、加工助剂或加工剂、增塑剂、润滑剂(lubricant)、乳化剂、颜料、染料、光学增白剂、流变学添加剂、催化剂、热稳定剂、流动控制剂、滑爽剂(slip agent)、润滑剂(lubricating agent)、交联剂、交联促进剂(crosslinking booster)、卤素清除剂、烟雾抑制剂、耐火剂(flameproofing agent)、抗静电剂、填充剂或前述中的两种或更多种的混合物。当使用时,添加剂可以以从约0.01重量百分比至约10重量百分比、约0.025重量百分比至约5重量百分比或约0.1重量百分比至3重量百分比的量存在,其中重量百分比是基于膜、纤维、丝或纱线中的材料组分的总和。
[0364]
单独的组分可以与热塑性弹性体的其他组分在连续混合器或分批混合器中,例如在相互啮合的转子混合器诸如杂混混合器(intermix mixer)、双螺杆挤出机中,在切向转子混合器诸如使用双辊磨机的banbury混合器中,或这些的一些组合中混合在一起,以制造包含热塑性聚合物和添加剂的组合物。混合器可以经由单个步骤或多个步骤将组分共混在一起,并且可以经由分散混合或分布混合将组分混合以形成所得到的热塑性组合物。此步骤通常被称为“复合”。
[0365]
除非另外定义,否则本文使用的所有技术术语和科学术语具有与本公开内容所属的领域的普通技术人员通常理解的相同的含义。还将理解,术语,诸如在通常使用的字典中定义的术语,应当被解释为具有与其在说明书的上下文以及相关领域中的含义相一致的含义,并且不应当以理想化或过度正式的意义来解释,除非本文明确地定义。
[0366]
术语“包括(comprises)”、“包括(comprising)”、“包含(including)”和“具有(having)”是包含性的,并且因此指定特征、步骤、操作、元件和/或部件的存在,但不排除一个或更多个其他特征、步骤、操作、元件、部件和/或其组的存在或添加。
[0367]
如本说明书和所附权利要求中所使用的,除非上下文另外清楚地指出,否则单数形式“一(a)”、“一(an)”和“该(the)”包括复数指示物。因此,例如,提及“包覆的纤维”、“未包覆的纤维”或“针织鞋面”包括但不限于两种或更多种这样的包覆的纤维。
[0368]
如本文使用的,术语“和/或”包括相关的所列举项目中的一个或更多个的任何组合和所有组合。
[0369]
术语第一、第二、第三等可以在本文中用于描述不同的元件、部件、区域、层和/或区段。这些元件、部件、区域、层和/或区段不应当受这些术语限制。这些术语可以仅用于将一个元件、部件、区域、层或区段与另一个区域、层或区段区别。术语诸如“第一”、“第二”和其他数字术语不暗示序列或顺序,除非上下文清楚地指示。因此,下文论述的第一元件、第一部件、第一区域、第一层或第一区段可以被称为第二元件、第二部件、第二区域、第二层或第二区段,而不偏离示例性构型的教导。
[0370]
如本文使用的,修饰词“上”、“下”、“顶”、“底”、“向上”、“向下”、“竖直”、“水平”、“纵向”、“横向”、“前”、“后”等,除非另外定义或从本公开内容中是清楚的,是意指由站立于平坦水平表面上的用户所穿着的鞋类物品的上下文中放置鞋类物品的多种结构或结构的取向的相对术语。
[0371]
应当注意,比率、集中度、量和其他数值数据可以在本文中以范围格式表达。在所
陈述的范围包含极值中的一个或两个的情况下,排除那些所包含的极值中的任一个或两个的范围也包括在本公开内容中,例如短语“x至y”包括从
‘
x’至
‘
y’的范围以及大于
‘
x’且小于
‘
y’的范围。范围还可以被表示为上限,例如
‘
约x、y、z或更小’并且应当被解释为包括
‘
约x’、
‘
约y’和
‘
约z’的具体范围以及
‘
小于x’、
‘
小于y’和
‘
小于z’的范围。同样地,短语
‘
约x、y、z或更大’应当被解释为包括
‘
约x’、
‘
约y’和
‘
约z’的具体范围以及
‘
大于x’、
‘
大于y’和
‘
大于z’的范围。此外,短语“约
‘
x’至
‘y’”
,其中
‘
x’和
‘
y’是数值,包括“约
‘
x’至约
‘y’”
。应理解,这样的范围格式为了方便和简洁被使用,并且因此,应当以灵活的方式被解释为不仅包括明确叙述为范围极值的数值,而且还包括该范围内涵盖的所有单独的数值或子范围,如同每个数值和子范围被明确地叙述。为了说明,“约0.1百分比至5百分比”的数字范围应当被解释为不仅包括约0.1百分比至约5百分比的明确地叙述的值,而且还包括在所指示范围内的单独的值(例如,1百分比、2百分比、3百分比和4百分比)和子范围(例如,0.5百分比、1.1百分比、2.4百分比、3.2百分比和4.4百分比)。
[0372]
如本文使用的,术语“约(about)”、“约(approximate)”、“在(at)或约”以及“大体上”意指,所讨论的量或值可以是精确值或者提供与权利要求书中所叙述的或本文所教导的等效的结果或效应的值。也就是说,应理解,量、大小、制剂、参数和其他的数量和特性不是且不需要是精确的,但可以如期望是近似的和/或更大或更小的,反映公差、转换因子、四舍五入、测量误差及类似参数以及本领域技术人员已知的其他因素,使得获得等效的结果或效应。在一些情况下,提供等效的结果或效应的值不能被合理地确定。在这样的情况下,通常应理解,如本文使用的,“约”和“在或约”意指所指示的标称值
±
10百分比的变化,除非另外指示或推断。通常,量、大小、制剂、参数或其他的数量或特性是“约”、“约”或“在或约”,无论是否明确地陈述为是这样。应理解,在“约”、“约”、或“在或约”在定量值之前被使用的情况下,参数还包括特定的定量值本身,除非另外具体地陈述。
[0373]
提及“化学化合物”指的是化学化合物的一个或更多个分子,而不受限于该化学化合物的单个分子。此外,一个或更多个分子可以是或可以不是相同的,只要它们落入该化学化合物的类别下。因此,例如“聚酰胺”被解释为包括聚酰胺的一个或更多个聚合物分子,其中聚合物分子可以是或可以不是相同的(例如不同的分子量和/或异构体)。
[0374]
术语“至少一个”元件和元件“中的一个或更多个”可互换地使用,并且具有相同的含义,含义包括单个元件和多于一个元件,并且还可以在元件的结尾通过(一个或更多个)后缀表示。例如,“至少一种聚酰胺”、“一种或更多种聚酰胺”以及“(一种或更多种)聚酰胺”可以可互换地使用并且具有相同的含义。
[0375]
如本文使用的,术语“任选的”或“任选地”意指随后描述的部件、事件或情况可以发生或可以不发生,并且该描述包括其中所述部件、事件或情况发生的情形和其中所述部件、事件或情况不发生的情形。
[0376]
当在权利要求书中叙述时,术语“接收”,诸如对于“接收用于鞋类物品的鞋面”,不意图要求所接收的项目的任何特定的递送或接收。而是,术语“接收”仅仅用于叙述将在权利要求的后续要素中提及的项目,以用于清楚和易于阅读的目的。
[0377]
如本文使用的,可以可互换地使用的术语“重量百分比”和“wt百分比”指示基于组合物的总重量的给定组分的按重量计的百分比,除非另外指出。也就是说,除非另外指出,否则所有重量百分比值是基于组合物的总重量。应当理解,在所公开的组合物或制剂中所
有组分的重量百分比值的总和等于100。
[0378]
使用标准命名法来描述化合物。例如,未被任何指示的基团取代的任何位置被理解为使其化合价通过如指示的键或氢原子填充。不在两个字母或符号之间的破折号(
“‑”
)用于指示用于取代基的附接点。例如,-cho通过羰基基团的碳附接。除非另外定义,否则本文使用的技术术语和科学术语具有与本发明所属技术领域的技术人员通常理解的相同的含义。
[0379]
除非另外指出,否则本文中提及的温度是在标准大气压(即1atm)确定的。
[0380]
性质分析和表征程序
[0381]
本文描述的多种性质和特性的评估通过如本文下面描述的多种测试程序进行。
[0382]
样品摩擦系数。纺织品或基板样品的静态摩擦系数(cof)或动态摩擦系数(cof)使用测试方法astm d1894确定。在该方法中,样品被切割成一定大小并安装在橇(sled)上,并且100克重量的板被放置在橇上。在测试期间,将加重的橇拉动跨过被测试的材料的测试表面。例如,静态和动态湿cof和干cof可以通过将橇拉动跨过混凝土表面以确定样品和混凝土的cof来确定。样品针对该表面的摩擦系数通过记录法向力(100克加上橇重量)并且测量将橇拖曳跨过测试表面所需的施加的力来捕获。然后,摩擦系数(cof)是从两个力的比计算的。干cof通过针对干测试表面测试干样品来确定,并且湿cof通过针对用室温水润湿的测试表面测试经由将样品在室温水中浸泡持续10分钟用水润湿的样品来确定。
[0383]
纺织品-球摩擦系数测试。使用下文描述的部件取样程序或纺织品取样程序制备的样品针对来自“merlin”英式足球(nike inc.,beaverton,or,usa)的片料(panel)的样品的静态摩擦系数(cof)和动态摩擦系数(cof)使用测试方法astm d1894的修改版本来确定。在该方法中,样品被切割成一定大小并安装在丙烯酸基底上,并且球材料被切割成一定大小并安装在橇上。在球材料已经安装在橇上后,橇具有3.9英寸
×
1英寸的接触面积(contact footprint)和约1.7千克的重量。在测试期间,样品和球材料被定位成球材料的外表面接触样品的表面,该样品的表面预期形成鞋类物品的外表面,并且将橇拉动跨过样品。干样品和干球材料被用于确定静态干cof或动态干cof。为了确定静态湿cof或动态湿cof,样品和球材料都在测试之前不久在室温水中浸泡持续10分钟。每次测量被重复至少3次,并且对运行的结果进行平均。
[0384]
整个鞋类摩擦系数测试。使用satra tm144测试方法进行对整个鞋类物品的测试以确定鞋外底的cof,该satra tm144测试方法形成en iso 13287和astm f2913-11测试方法的基础。测试在整个鞋类物品,即附接到包括待测试的鞋外底的鞋底结构的鞋面上进行。整个鞋类物品可以是新的、未穿过的鞋类物品,或者可以是已经根据整个鞋类磨耗测试机械地磨耗的鞋类物品。将待测试的每个鞋类物品在进行测试之前在测试实验室中老化24小时。该测试使用鞋跟和鞋前部基底接触模式运行,以生成摩擦系数数据。每个鞋类物品可以在湿条件和干条件中在两个表面的一个上进行测试:(1)缸砖(quarry tile),和(2)光滑的混凝土。使用整个鞋类摩擦系数测试测试的鞋类当是新的时可以随后使用整个鞋类磨耗测试经历磨耗,并且然后使用整个鞋类摩擦系数测试进行重新测试,以模拟在相当于值数天或数英里的模拟的磨耗之后鞋类在表面上的附着摩擦力和防滑性。摩擦系数是从将鞋的鞋外底横向平移跨过基底的施加的力除以如测试方法中规定的加载在样品上的施加的法向力计算的。
[0385]
整个鞋类磨耗测试。使用satra tm362测试方法对整个鞋类物品的鞋外底进行生物力学磨耗测试。在该测试中,模拟了在真实的磨耗表面上的步行动作。样品鞋类被安装在机械腿上,并且地板机构旋转以模拟在鞋底的前段(forepart)与步行表面接触的情况下在步行期间的转弯。由鞋类施加在样品地板表面上的力遵循不同的概况,该概况可以通过添加或减去重量来调整。使用180磅的标准载荷,并且速度可以被调整以复制正常的步行、跑步和/或冲刺。步行表面是纹理化的混凝土平板。将样品在气候控制的实验室中调节持续24小时并且插入机器中。针对48小时的模拟的足部撞击(foot strike)或约96,000步(其约为100英里的步行)测试每个样品。质量损失在测试的24小时和48小时被记录。
[0386]
熔化温度和玻璃化转变温度测试。根据astm d3418-97使用可商购的差示扫描量热计(“dsc”)确定根据下文描述的材料取样程序制备的样品的熔化温度和/或玻璃化转变温度。简而言之,将10毫克-60毫克样品放置到铝dsc盘中,并且然后用压片机密封盖。dsc被配置成以20摄氏度/分钟的加热速率从-100摄氏度扫描到225摄氏度,在225摄氏度保持持续2分钟,并且然后以-20摄氏度/分钟的速率冷却到25摄氏度。然后使用标准技术分析由该扫描产生的dsc曲线,以确定玻璃化转变温度和熔化温度。熔化焓通过对熔化吸热进行积分并且通过样品的质量进行归一化来计算。冷却后的结晶焓通过对冷却吸热进行积分并且通过样品的质量进行归一化来计算。
[0387]
变形温度测试。根据在针对塑料的维卡软化温度的astm tm d1525-09标准测试方法中详细描述的测试方法,优选地使用载荷a和速率a确定根据下文描述的材料取样程序或部件取样程序制品的样品的维卡软化温度。简而言之,维卡软化温度是这样的温度,在该温度,平头针(flat-ended needle)在特定载荷下将样本穿透至1毫米的深度。温度反映当材料在升高的温度应用中被使用时所预期的软化点。它被认为是这样的温度,在该温度,样本通过具有1平方毫米圆形横截面或方形横截面的平头针被穿透至1毫米的深度。对于维卡a测试,使用10牛顿(n)的载荷,而对于维卡b测试,载荷是50牛顿。测试涉及将测试样本放置在测试设备中,使得穿透的针停留在其距离边缘至少1毫米的表面上。按照维卡a测试或维卡b测试的要求,将载荷施加到样本。然后将样本下降到处于23摄氏度的油浴中。以每小时50摄氏度或120摄氏度的速率将浴升温,直到针穿透1毫米。测试样本必须是在3毫米和6.5毫米之间厚,并且宽度和长度至少10毫米。可以堆叠不多于三层以实现最小厚度。
[0388]
熔体流动指数测试。根据在针对通过挤压式塑性计进行热塑性塑料的熔体流量的astm d1238-13标准测试方法中详细描述的测试方法,使用其中描述的程序a确定根据下文描述的材料取样程序制备的样品的熔体流动指数。简而言之,熔体流动指数测量热塑性塑料在规定的温度和载荷通过孔挤出的速率。在测试方法中,约7克的材料被加载到熔体流动设备的桶中,该桶已经被加热到针对该材料规定的温度。针对该材料规定的重量被施加到柱塞,并且熔融材料被迫通过模具。收集定时挤出物并称重。对于给定的施加的载荷和施加的温度,熔体流动指数值以g/10min计算。如astm d1238-13中描述的,熔体流动指数可以在160摄氏度使用2.16kg的重量,或在200摄氏度使用10kg的重量来确定。
[0389]
熔融聚合物粘度测试。该测试使用根据下文描述的基板或膜取样程序制备的2毫米基板或膜进行。圆形模具被用于从基板或膜上切割50毫米样本圆盘。测试样本被安装在ares-g2(位移控制的)流变仪上的50毫米直径的铝平行板上。将顶板降低,使得测试样本在确定的法向力载荷下与两个圆盘表面接触,并且将工作台(stage)加热至210摄氏度。将样
品平衡直到熔融持续确定的数分钟的停留时间,并且以低应变振幅施加振荡剪切频率扫描以收集速率相关数据。在给定的剪切频率速率产生振荡运动所需的施加的剪切应力的比率产生所测量的粘度值。剪切速率相关的粘度数据可以从0.1倒数秒到1000倒数秒收集。
[0390]
基板模量测试。在以下修改的情况下根据在对于硫化橡胶和热塑性橡胶和热塑性弹性体-拉伸的astm d412-98标准测试方法中详细描述的测试方法,确定根据下文描述的基板或膜取样程序制备的样品的模量。样品尺寸为astm d412-98 die c,并且所使用的样品厚度为2.0毫米加或减0.5毫米。所使用的夹具类型是具有金属锯齿夹具面(metal serrated grip face)的气动夹具。所使用的夹具距离为75毫米。所使用的加载速率为500毫米/分钟。模量(初始)通过获取初始线性区域中应力(mpa)相对于应变的斜率来计算。该测试还可以用于确定其他拉伸性质诸如断裂强度、断裂应变、在100百分比应变的载荷、韧性、刚度、撕裂强度及类似性质。
[0391]
纱线旦尼尔和厚度测试。为了确定旦尼尔,根据下文描述的纱线取样程序制备纱线的样品。测量已知长度的纱线样品及其相应的重量。将其换算成每9000米纱线的克数。为了确定包覆的纱线的厚度,首先用剃刀切割纱线并在显微镜下观察,其中涂层厚度相对于芯纱直径按比例确定。
[0392]
纱线模量、韧度和伸长率测试。纱线的模量针对根据上文描述的纱线取样程序制备的样品来确定,并且根据en iso 2062(纺织品-包装纱线)—使用定速伸张(cre)测试器测定单端断裂力和断裂伸长率(en iso 2062(textiles-yarns from packages)
–
determination of single-end breaking force and elongation at break using constant rate of extension(cre)tester)中详细描述的测试方法进行测试。使用对测试方法的以下修改。制备5个测试样本,其中样品长度为600毫米。所使用的设备是英斯特朗通用测试系统(instron universal testing system)。安装英斯特朗气动绳索和螺纹夹具(instron pneumatic cord and thread grips)或类似的气动夹具,其中夹具距离为250毫米。当使用英斯特朗气动绳索和螺纹夹具时,夹具距离被设定为145+1毫米并且标距长度被设定为250+2毫米。预载荷被设定为5克,并且所使用的加载速率为250毫米/分钟。模量(初始)通过获取初始线性区域中应力(mpa)相对于应变的斜率来计算。记录最大拉力值。纱线样品的韧度和伸长率根据en iso 2062中详细描述的测试方法确定,其中预载荷被设定为5克。在断裂之前施加的最大拉力值处记录伸长率。韧度可以被计算为断裂样本所需的载荷与样本的线密度的比率。
[0393]
硬度计硬度测试。根据astm d-2240硬度计硬度中详细描述的测试方法使用肖氏a标度确定根据下文描述的材料取样程序、部件取样程序、基板或膜取样程序或纺织品取样程序制备的样品的材料的硬度。
[0394]
比重测试。根据astm d792中详细描述的测试方法使用体积位移确定根据下文描述的材料取样程序、部件取样程序、基板或膜取样程序、纱线取样程序或纺织品取样程序制备的样品的比重。
[0395]
纱线收缩率测试。纱线的自由收缩率可以通过以下方法来确定。纱线样品根据下文描述的纱线取样程序来制备,并且在约室温(例如20摄氏度)用最小的拉伸将其切割成约30毫米的长度。将经切割的样品放置在50摄氏度或70摄氏度的烘箱中持续90秒。将样品从烘箱中移除并且测量。使用样品的烘箱前测量值和烘箱后测量值,通过将烘箱后测量值除
以烘箱前测量值,并且乘以100来计算收缩百分比。
[0396]
冷鞋底物料屈折测试。冷鞋底物料屈折测试使用根据下文描述的基板或膜取样程序制备的样品根据以下测试方法确定。本测试的目的是评价样品在寒冷环境中反复屈折至60度时的抗裂性。基板样品被设定大小以装配在屈折测试机内部。每种材料作为五个独立的样品被测试。屈折测试机能够以每分钟100
±
5次循环的速率使样品屈折至60度。机器的心轴直径是10毫米。用于该测试的合适的机器包括emerson ar-6、satra s t
m 141f、gotech gt-7006和shin ii scientific si-ltco(daesung scientific)。根据所使用的屈折机器的具体参数,将样品插入机器中。机器被放置在设定为-6摄氏度的冷冻机中以用于测试。打开电机以开始屈折,并且对屈折循环计数,直到样品开裂。样品的开裂意味着材料的表面被物理分开。实际上没有穿透表面的线的可见折痕不是裂纹。样品被测量到已经开裂但还没有一分为二的程度。
[0397]
bally屈折测试。基于包括iso 5402、iso 32100、satra tm55、din 53351和bs-3144的标准方法的bally屈折测试使用根据下文描述的部件取样程序、基板或膜取样程序或纺织品取样程序制备的样品如下进行。该测试方法需要最少6个样品。样品为60毫米
×
75毫米,并且可以被手工切割或模切。将每个样品折叠并插入测试设备中,使得其从底部夹具突出的距离等于样品厚度。样品的折叠的前边缘垂直于测试机的基部。然后,将样品反复屈折。在测试时间段期间对样品进行视觉检查。如果样品已经开裂,则记录当开裂发生时的大致循环次数。如果该样品是在机器上正在被测试的唯一样品,则测试停止,因为材料已经失效。如果其他样品正在被测试,则测试继续,直到所有样品都已经失效或直到100,000次循环已经完成,以先发生者为准。
[0398]
湿bally屈折测试。湿bally屈折测试被设计以评估样品纺织品、膜或其他样本抵抗由反复屈折导致的水渗透的能力,并且使用根据下文描述的部件取样程序、基板或膜取样程序或纺织品取样程序制备的样品如下进行。需要最少4个样品。样本为60毫米
×
75毫米,并且可以被手工切割或模切。将1克的氯化钠溶解在1升的蒸馏水中并且搅拌以产生氯化钠溶液。将氯化钠溶液倒入水槽中,并且放置到测试机中。可以使用gotech gt-7071-dwn仪器(gotech testing machines,台中市,中国台湾)或类似的仪器以用于分析。将样本折叠成u形并且夹入仪器中,使得待测试水渗透的样本的侧面面向外部。然后,将样品反复屈折。如果样本通过至少5000次屈折循环保持完整,则它可以被认为是“耐水的”。如果样品对于至少15,000次屈折循环保持完整,则它可以被认为是“防水的”。如果在所有循环已经进行之前样本泄漏,触发传感器,则样本被称为不合格(fail)。
[0399]
斯托尔磨耗测试。耐磨性,包括模拟鞋类鞋面刮擦的耐磨性,可以使用斯托尔磨耗测试使用根据下文描述的部件取样程序、基板或膜取样程序或纺织品取样程序制备的样品来测量。用于斯托尔磨耗测试的最小样品数量为3个。本文使用的样品被手工切割或模切成具有112毫米直径的圆形物。斯托尔磨耗测试在astm d3886中被更充分地描述,并且可以在atlas通用磨耗测试机上进行。在斯托尔磨耗测试中,将磨耗介质(abrading medium)在固定的、安装好的测试样品上移动,并且监控样品的视觉外观。斯托尔磨耗测试在压力下进行,以模拟在正常使用下的磨耗。
[0400]
阿克隆磨耗测试。耐磨性,包括模拟接触地面的区域的鞋类鞋底结构刮擦的耐磨性,可以使用阿克隆磨耗测试使用根据下文描述的部件取样程序、基板或膜取样程序或纺
织品取样程序制备的样品来测量。样品带从样品中切割,其中该带为约2-3毫米厚,0.5英寸(127毫米)宽和8英寸(2032毫米)长。将带安装在橡胶轮的周边,并且将该轮安装成使得该带以微小的角度(约15度)且在已知的力(约6磅或2.72千克)下抵靠研磨砂砾表面推压。将该带运行多次循环以准备表面,用刷子和真空清洁,并且称重。然后,将该带靠着研磨轮(abrasive wheel)安装并且运行约3000次另外的循环,然后再次清洁和称重。质量损失可以基于材料的密度进行调整。测量的质量损失和体积损失代表耐磨性水平。
[0401]
din磨耗测试。样品根据下文描述的部件取样程序、基板或膜取样程序或纺织品取样程序来制备。对使用astm标准钻孔器切割的具有16
±
0.2毫米的直径和6毫米的最小厚度的圆柱形样品测试磨耗损失。在gotech gt-7012-d磨耗测试机上使用astm d 5963-97a的方法b测量磨耗损失。测试在22摄氏度进行,其中磨耗路径为40米。测试中使用的1号标准橡胶具有1.336克每立方厘米(g/cm3)的密度。磨耗损失量越小,耐磨性越好。
[0402]
水渗透测试。使用根据下文描述的部件取样程序、基板或膜取样程序或纺织品取样程序制备的样品如下确定样品的水渗透。待测试的样本被安装在支撑基部上,其中表面与水平面成45度角。支撑基部包括152毫米直径的样本保持器内环。在测试之前,允许样本在实验室环境中平衡持续至少2小时。将测试样本切割成220毫米直径的圆形物。诸如皮革或硬合成皮革的较厚或较硬的材料将具有在样品的外边缘中切割的3个凹口。样本可以被手工切割或模切。将较软的材料的测试样本切割成相同大小,其中长度方向标记在测试样本上。衬纸由白色或灰白色纸巾、咖啡滤纸或类似的薄吸水纸制备。还将衬纸切割成220毫米直径的圆形物。每个测试样本准备一张衬纸,并且衬纸不被重复使用。将衬纸和样本放置在样品固定装置(fixture)中,继而将样品固定装置放置在喷雾测试装置中。样品长度方向应当与水流方向平行。将漏斗调整到喷雾喷嘴和测试样本之间6英寸(152.4毫米)的高度。喷雾喷嘴必须位于测试样本的中心上方。将250
±
2毫升的蒸馏水添加到漏斗,这使水喷雾到测试样本上。在喷雾结束10秒内,评价顶表面的防水性。在评价顶表面之后,将样品固定装置从支撑基部移除,并且评价衬纸以确定水是否渗透穿过样品。在视觉评估之后报告水渗透,并且根据湿润程度将样品评定为“合格(pass)”或“不合格”。如果没有观察到顶表面的粘附或润湿,如果观察到顶表面的轻微随机粘附或润湿,或者如果在喷雾点处观察到顶表面的润湿,则样品被认为合格。超出喷雾点和/或包括后表面的进一步润湿指示样品未通过水渗透测试。
[0403]
纺织品-球冲击测试。纺织品的测试样品根据下文描述的部件取样程序或纺织品取样程序来制备。纺织品的10英寸
×
8英寸的测试样品被安装在具有10英寸周长的金属圆筒的外表面上。测试样品和圆筒被安装在机器人的摆动臂上,摆动臂以50英里每小时的速率摆动,并且冲击静止球的赤道。所使用的球是充气至0.80巴的规定大小的nike“merlin”英式足球。高速摄像机用于记录紧接在冲击后的球位置。使用跨过由高速摄像机记录的多帧图像的球在空间中的位置和旋转,然后使用软件计算紧接在冲击之后球的速度和旋转速率。每次测量被重复至少3次,并且对运行的结果进行平均。
[0404]
鞋面-球冲击测试。整个男士尺码10.5的足球靴或男士尺码10.5的足球靴的鞋面被安装在机器人的摆动臂上,并且被定位成使得球冲击靴子的鞋面前片的内侧面、鞋带或鞋带附近(当靴子包括系带结构时),并且当机器人的摆动臂以50英里每小时的速率摆动时,鞋面冲击球的赤道。所使用的球是充气至0.80巴的规定大小的nike“merlin”英式足球。
高速摄像机用于记录紧接在冲击后的球位置。使用跨过由高速摄像机记录的多帧图像的球在空间中的位置和旋转,然后使用软件计算紧接在冲击之后球的速度和旋转速率。每次测量被重复至少3次,并且对运行的结果进行平均。
[0405]
比重测试
[0406]
使用数字天平或densicom测试仪(qualitest,plantation,florida,usa)测量使用基板取样程序或部件取样程序获取的样品的比重(sg)。将每个样品称重(g),并且然后浸没在蒸馏水浴(在22℃加或减2℃)中。为了避免错误,去除样品的表面上的气泡,例如,通过在将样品浸入水中之前在样品上擦拭异丙醇或者在样品被浸入之后使用刷子。记录样品在蒸馏水中的重量。比重用以下式计算:
[0407][0408]
取样程序
[0409]
使用上文描述的测试,本文公开的材料和由其形成的物品的多种性质可以使用用以下取样程序制备的样品来表征:
[0410]
材料取样程序。材料取样程序可以用于获得聚合物组合物或聚合物的纯样品,或者在一些情况下,获得用于形成聚合物组合物或聚合物的材料的样品。材料以介质形式被提供,诸如薄片、颗粒、粉末、粒料及类似物。如果聚合物材料或聚合物的来源以纯形式不可得,则可以从包含聚合物材料或聚合物的部件或元件(诸如复合元件或鞋底结构)上切割样品,从而分离材料的样品。
[0411]
基板或膜取样程序。制备聚合物组合物或聚合物的样品。然后,将聚合物或聚合物组合物的一部分模制到被设定大小以装配测试设备的膜或基板中。例如,当使用鞋底物料屈折测试仪时,通过在模具中使聚合物组合物或聚合物热成型,基板或膜样品被设定大小以装配在所使用的鞋底物料屈折测试仪内部,该样品具有约15厘米(cm)
×
2.5厘米(cm)的尺寸和约1毫米(mm)至4毫米(mm)的厚度。对于聚合物的基板样品,可以通过以下来制备样品:熔化聚合物、将熔融的聚合物装入模具中、将聚合物再固化成模具的形状、以及从模具中移除固化的模制的样品。可选择地,聚合物的样品可以被熔化,并且然后挤出成被切割成一定大小的膜。对于聚合物组合物的样品,可以通过以下来制备样品:将聚合物组合物的成分共混在一起、熔化聚合物组合物的热塑性成分、将熔融的聚合物组合物装入模具中、将聚合物组合物再固化成模具的形状、以及从模具中移除固化的模制的样品。可选择地,聚合物材料的样品可以通过混合和熔化聚合物组合物的成分来制备,并且然后熔融的聚合物组合物可以被挤出成被切割成一定大小的膜。对于聚合物或聚合物组合物的膜样品,膜被挤出为对于膜具有大体上恒定的膜厚度(在平均膜厚度的
±
10百分比内)的网状物或片材,并且冷却以固化所得到的网状物或片材。然后从所得到的网状物或片材上切割具有4平方厘米的表面积的样品。可选择地,如果膜材料的来源以纯形式不可得,则可以从鞋类部件的基底上切割膜,或者从共挤出的片材或网状物的背衬基底上切割膜,从而分离该膜。在任一种情况下,然后从所得到的分离的膜上切割具有4平方厘米的表面积的样品。
[0412]
部件取样程序。该程序可以用于从鞋类物品的部件、鞋类物品、服装物品的部件、服装物品、运动装备物品的部件或运动装备物品获得材料的样品,包括聚合物组合物或纺
织品的样品,或纺织品的一部分,诸如热成型网络的样品。使用刀片从物品或部件上切割包含呈非湿态的材料(例如,在25摄氏度和20百分比相对湿度)的样品。如果材料被结合到一种或更多种另外的材料,则该程序可以包括将另外的材料与待测试的材料分离。例如,为了在鞋底结构的面向地面的表面上测试材料,相对的表面可以被去皮、磨光、刮擦或以其他方式清洁,以去除附连到待测试的材料的任何粘合剂、纱线、纤维、泡沫及类似物。所得到的样品包括该材料,并且可以包括结合到该材料的任何另外的材料。
[0413]
样品在沿着为如存在于物品或部件上的材料提供大体上恒定的材料厚度(在平均材料厚度的加或减10百分比内)的物品或部件的位置处被获取,诸如对于鞋类物品,在面向地面的表面的鞋前部区域、鞋中部区域或鞋跟区域中。对于上文描述的许多测试方案,使用具有4平方厘米(cm2)的表面积的样品。将样品切割成一定大小和形状(例如,狗骨形样品)以装配到测试设备中。在材料不存在于具有4平方厘米表面积的任何区段的物品或部件上和/或对于具有4平方厘米表面积的区段的材料厚度不是大体上恒定的情况下,可以获取具有较小横截面表面积的样品大小,并且相应地调整特定面积的测量值。
[0414]
纱线取样程序。在测试之前,将待测试的纱线在室温(20摄氏度至24摄氏度)储存持续24小时。丢弃前3米的材料。在约室温(例如20摄氏度)用最小的拉伸,将样品纱线切割成约30毫米的长度。
[0415]
纺织品取样程序。在测试之前,将待测试的纺织品在室温(20摄氏度至24摄氏度)储存持续24小时。在约室温(例如20摄氏度)用最小的拉伸,将纺织品样品切割成如通过待使用的测试方法规定的大小。
[0416]
在进行实施例之前,应理解,本公开内容不限于所描述的特定方面,并且因此当然可以变化。在查阅了以下附图和详细描述后,对于本领域技术人员而言,泡沫组合物及其组分的其他系统、方法、特征和优点将是明显的或将变得明显。意图所有这样的另外的系统、方法、特征和优点被包括在该描述内、被包括在本公开内容的范围内并且由所附权利要求保护。还应理解,本文使用的术语仅用于描述特定方面的目的,并且不意图是限制性的。技术人员将认识到本文描述的方面的许多变型和调整。这些变型和调整意图被包括在本公开内容的教导中,并且被本文的权利要求所涵盖。
[0417]
方面
[0418]
示例性方面的以下清单支持本文提供的公开内容并且被本文提供的公开内容支持。
[0419]
方面1.一种纺织品,包括:
[0420]
第一纱线网络,所述第一纱线网络包含第一包覆的纱线,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
[0421]
方面2.根据方面1所述的纺织品,其中纺织品是针织纺织品或钩编纺织品,并且第一纱线网络包括第一包覆的纱线的连接的环圈。
[0422]
方面3.根据方面1所述的纺织品,其中纺织品是编织纺织品,并且第一纱线网络包括交错的纱线组,所述交错的纱线组包括在经线方向上、或在纬线方向上、或在经线方向和纬线方向两者上的第一包覆的纱线。
[0423]
方面4.根据方面1所述的纺织品,其中纺织品是非编织纺织品,并且第一纱线网络
包括包含第一包覆的纱线的缠结的或结合的纱线。
[0424]
方面5.根据方面4所述的纺织品,其中缠结的或结合的纱线包括机械缠结的纱线、热结合的纱线、通过溶剂处理结合的纱线、化学结合的纱线或其任何组合。
[0425]
方面6.根据方面1-5中任一项所述的纺织品,其中第一芯纱包含第二聚合物组合物,并且其中第一涂层的第一聚合物组合物具有第一熔化温度。
[0426]
方面7.根据方面6所述的纺织品,其中第二聚合物组合物是具有第二变形温度的第二热塑性组合物,并且第二变形温度比第一热塑性组合物的第一熔化温度大至少20摄氏度(℃)、或任选地大至少50℃、或任选地大至少100℃。
[0427]
方面8.根据方面6或7所述的纺织品,其中第二聚合物组合物是第二热固性组合物。
[0428]
方面9.根据方面1-8中任一项所述的纺织品,其中第一芯纱包括包含聚酯或聚酰胺的第一芯纱组合物。
[0429]
方面10.根据方面1-9中任一项所述的纺织品,其中第一芯纱具有从约100旦尼尔至约300旦尼尔的线密度,或者具有从约60微米至200微米的直径。
[0430]
方面11.根据方面1-10中任一项所述的纺织品,其中第一涂层围绕芯纱轴向地居中,并且第一涂层厚度导致多达约1.0毫米的包覆的纱线的标称平均外径。
[0431]
方面12.根据方面1-11中任一项所述的纺织品,其中第一涂层围绕第一芯纱轴向地居中,并且第一涂层厚度导致约0.1毫米至约0.6毫米的包覆的纱线的标称平均外径。
[0432]
方面13.根据方面1-12中任一项所述的纺织品,其中第一涂层具有约50微米至约200微米的平均径向涂层厚度。
[0433]
方面14.根据方面1-13中任一项所述的纺织品,其中第一聚合物组合物具有大于约110℃且小于约190℃的熔化温度。
[0434]
方面15.根据方面1-13中任一项所述的纺织品,其中第一聚合物组合物具有大于约120℃且小于约170℃,以及任选地大于约130℃且小于约160℃的熔化温度。
[0435]
方面16.根据方面1-15中任一项所述的纺织品,其中第一聚合物组合物具有小于20℃的玻璃化转变温度。
[0436]
方面17.根据方面1-16中任一项所述的纺织品,其中第一聚合物组合物具有从约20℃至约-60℃的玻璃化转变温度。
[0437]
方面18.根据方面1-17中任一项所述的纺织品,其中第一聚合物组合物具有按照通过astm d3389确定的从约10毫克至约40毫克的taber耐磨性。
[0438]
方面19.根据方面1-18中任一项所述的纺织品,其中第一聚合物组合物具有按照通过astm d2240确定的从约60至约90、从约60至约90、或从约65至约85、或从约70至约80的硬度计硬度(肖氏a)。
[0439]
方面20.根据方面1-19中任一项所述的纺织品,其中第一聚合物组合物具有按照通过astm d792确定的从约0.80克每立方厘米至约1.30克每立方厘米或从约1.0克每立方厘米至约1.2克每立方厘米的比重。
[0440]
方面21.根据方面1-20中任一项所述的纺织品,其中第一聚合物组合物在160℃使用2.16千克的测试重量具有按照使用astm d1238-13确定的约2克/10分钟至约50克/10分钟的熔体流动指数。
[0441]
方面22.根据方面1-21中任一项所述的纺织品,其中第一聚合物组合物在190℃或200℃当使用10千克的测试重量时具有按照使用astm d1238-13确定的大于约2克/10分钟的熔体流动指数。
[0442]
方面23.根据方面1-22中任一项所述的纺织品,其中第一聚合物组合物具有按照使用基板模量测试确定的约1兆帕至约500兆帕的模量。
[0443]
方面24.根据方面1-23中任一项所述的纺织品,其中第一聚合物组合物包含由存在于聚合物组合物中的所有聚合物组成的聚合物组分;任选地其中聚合物组分包括两种或更多种聚合物,其中两种或更多种聚合物在两种或更多种聚合物中的每一种的单独的链段的化学结构方面,或者在两种或更多种聚合物中的每一种的分子量方面,或者在两者方面彼此不同。
[0444]
方面25.根据方面1-24中任一项所述的纺织品,其中第一聚合物组合物包含热塑性弹性体苯乙烯共聚物、热塑性弹性体聚氨酯或其组合;任选地其中第一聚合物组合物的聚合物组分由热塑性弹性体苯乙烯共聚物、热塑性弹性体聚氨酯或其组合组成。
[0445]
方面26.根据方面25所述的纺织品,其中热塑性弹性体苯乙烯共聚物包括苯乙烯丁二烯苯乙烯(sbs)嵌段共聚物、苯乙烯乙烯/丁烯苯乙烯(sebs)共聚物、苯乙烯丙烯腈共聚物(san)或其任何组合。
[0446]
方面27.根据方面25所述的纺织品,其中热塑性弹性体聚氨酯包括热塑性弹性体聚酯聚氨酯、热塑性聚醚聚氨酯或其任何组合。
[0447]
方面28.根据方面27所述的纺织品,其中热塑性弹性体聚氨酯包括芳香族聚酯热塑性弹性体聚氨酯。
[0448]
方面29.根据方面25-28中任一项所述的纺织品,其中热塑性弹性体聚氨酯包括脂肪族聚酯热塑性弹性体聚氨酯。
[0449]
方面30.根据方面1-29中任一项所述的纺织品,其中纺织品还包括润滑组合物。
[0450]
方面31.根据方面30所述的纺织品,其中润滑组合物为纺织品的从约0.1重量百分比至约3重量百分比。
[0451]
方面32.根据方面30或31所述的纺织品,其中润滑组合物包括矿物油、硅油或其组合。
[0452]
方面33.根据方面1-32中任一项所述的纺织品,其中第一包覆的纱线在25℃具有按照使用astm de-412确定的大于7兆帕,任选地大于8兆帕、或大于8兆帕的断裂应力。
[0453]
方面34.根据方面1-33中任一项所述的纺织品,其中第一包覆的纱线在25℃具有按照使用astm de-412确定的大于2兆帕,任选地大于2.5兆帕或大于3兆帕的在300百分比模量的拉伸应力。
[0454]
方面35.根据方面1-34中任一项所述的纺织品,其中第一包覆的纱线具有按照使用纱线模量、韧度和伸长率测试确定的大于450百分比,任选地大于500百分比或大于550百分比的断裂伸长率。
[0455]
方面36.根据方面1-35中任一项所述的纺织品,其中第一包覆的纱线具有按照使用纱线模量、韧度和伸长率测试确定的约1克每旦尼尔至约10克每旦尼尔的韧度。
[0456]
方面37.一种纺织品,包括:
[0457]
热成型纱线网络,所述热成型网络包括第一芯纱和第一聚合物组合物,其中第一
聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
[0458]
方面38.根据方面37所述的纺织品,其中热成型纱线网络是第一纺织品的热成型产品,所述第一纺织品包括包含第一包覆的纱线的第一纱线网络,所述第一包覆的纱线包括第一芯纱和第一涂层,第一涂层包含第一聚合物组合物,其中在热成型网络中,固结热成型纱线网络的第一聚合物组合物是第一包覆的纱线的第一涂层的第一聚合物组合物的回流且再固化的产物。
[0459]
方面39.根据方面37或38所述的纺织品,其中热成型纱线网络是根据方面1至36中任一项所述的纺织品的热成型产品。
[0460]
方面40.根据方面37至39中任一项所述的纺织品,其中纺织品具有按照通过阿克隆磨耗测试确定的在300次循环之后的小于0.05重量百分比的质量损失。
[0461]
方面41.根据方面37至39中任一项所述的纺织品,其中纺织品具有按照通过阿克隆磨耗测试确定的在3,000次循环之后的小于0.20重量百分比的质量损失。
[0462]
方面42.根据方面37至41中任一项所述的纺织品,其中纺织品通过斯托尔磨耗测试的至少1,200次循环、或任选地至少1,300次循环、或至少1,600次循环。
[0463]
方面43.根据方面37至42中任一项所述的纺织品,其中纺织品通过bally屈折测试的至少75次循环、或至少100次循环、或至少125次循环。
[0464]
方面44.根据方面37至43中任一项所述的纺织品,其中纺织品通过湿bally屈折测试的至少3,000次循环、或至少5,000次循环、或至少7,000次循环。
[0465]
方面45.根据方面37至44中任一项所述的纺织品,其中纺织品产生按照使用纺织品-球冲击测试确定的至少220转每分钟的球旋转速率、或约220转每分钟至约240转每分钟的球旋转速率。
[0466]
方面46.根据方面37至45中任一项所述的纺织品,其中第一聚合物组合物具有按照使用阿克隆磨耗测试确定的小于0.50立方厘米,任选地小于0.40立方厘米、小于0.30立方厘米、小于0.20立方厘米或小于0.10立方厘米的磨耗损失。
[0467]
方面47.根据方面37至46中任一项所述的纺织品,其中第一聚合物组合物具有按照使用din磨耗测试确定的小于0.30立方厘米、小于0.20立方厘米、小于0.10立方厘米、小于0.05立方厘米或小于0.30立方厘米的磨耗损失。
[0468]
方面48.根据方面37至47中任一项所述的纺织品,其中第一聚合物组合物具有按照使用样品摩擦系数测试针对干光滑的混凝土确定的至少1.0的干动态摩擦系数。
[0469]
方面49.根据方面37至48中任一项所述的纺织品,其中第一聚合物组合物具有按照使用样品摩擦系数测试针对湿光滑的混凝土确定的至少0.5的湿动态摩擦系数。
[0470]
方面50.根据方面37至49中任一项所述的纺织品,其中按照针对光滑的混凝土确定的第一聚合物组合物的干动态摩擦系数和湿系数之间的差异为按照使用样品摩擦系数测试确定的小于40百分比,任选地小于30百分比或小于20百分比。
[0471]
方面51.根据方面37至50中任一项所述的纺织品,其中纺织品的热成型网络具有按照使用样品摩擦系数测试针对干光滑的混凝土确定的至少0.8的干动态摩擦系数。
[0472]
方面52.根据方面37至51中任一项所述的纺织品,其中纺织品的第一热成型网络
具有按照使用样品摩擦系数测试针对湿光滑的混凝土确定的至少0.5的湿动态摩擦系数。
[0473]
方面53.根据方面37至52中任一项所述的纺织品,其中按照针对光滑的混凝土确定的纺织品的热成型网络的干动态摩擦系数和湿系数之间的差异为按照使用样品摩擦系数测试确定的小于50百分比,任选地小于40百分比或小于30百分比。
[0474]
方面54.根据方面37至53中任一项所述的纺织品,其中纺织品的干表面和湿表面的静态摩擦系数之间的差异为按照使用样品摩擦系数测试确定的小于40百分比,任选地小于30百分比或小于20百分比。
[0475]
方面55.根据方面37至54中任一项所述的纺织品,其中纺织品的热成型网络具有按照使用纺织品-球摩擦系数测试确定的至少1.0的干动态摩擦系数。
[0476]
方面56.根据方面37至55中任一项所述的纺织品,其中纺织品的第一热成型网络具有按照使用纺织品-球摩擦系数测试确定的至少0.5的湿动态摩擦系数。
[0477]
方面57.根据方面37至56中任一项所述的纺织品,其中干动态摩擦系数和湿动态摩擦系数之间的差异为按照使用纺织品-球摩擦系数测试确定的小于40百分比,任选地小于30百分比或小于20百分比。
[0478]
方面58.根据方面37至57中任一项所述的纺织品,其中纺织品的热成型网络具有按照使用纺织品-球摩擦系数测试确定的至少1.2的干静态摩擦系数。
[0479]
方面59.根据方面37至58中任一项所述的纺织品,其中纺织品的热成型网络具有按照使用纺织品-球摩擦系数测试确定的至少0.9的湿静态摩擦系数。
[0480]
方面60.根据方面37至59中任一项所述的纺织品,其中纺织品的热成型网络的干静态摩擦系数和湿静态摩擦系数之间的差异为按照使用纺织品-球摩擦系数测试确定的小于40百分比,任选地小于30百分比或小于20百分比。
[0481]
方面61.一种物品,包括根据方面1至60中任一项所述的纺织品。
[0482]
方面62.根据方面61所述的物品,其中物品是服装物品的部件、鞋类物品的部件或运动装备物品的部件,或者是服装物品、鞋类物品或运动装备物品。
[0483]
方面63.一种用于鞋类物品的鞋面,包括:
[0484]
纺织品,其中纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
[0485]
方面64.根据方面63所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的。
[0486]
方面65.根据方面63所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的;或者当鞋面是成品鞋类物品的一部分时,界定鞋面的表面的至少一部分,该表面被配置成是面向内的;或者当鞋面是成品鞋类物品的一部分时,形成鞋面的内层的至少一部分;或者它们的任何组合。
[0487]
方面66.根据方面63至65中任一项所述的鞋面,其中纺织品是根据方面1至36中任一项所述的纺织品。
[0488]
方面67.一种用于鞋类物品的鞋面,包括:
[0489]
第一纺织品,所述第一纺织品包括热成型纱线网络,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占
据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
[0490]
方面68.根据方面67所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的。
[0491]
方面69.根据方面67所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的;或者当鞋面是成品鞋类物品的一部分时,界定鞋面的表面的至少一部分,该表面被配置成是面向内的;或者当鞋面是成品鞋类物品的一部分时,形成鞋面的内层的至少一部分;或者它们的任何组合。
[0492]
方面71.根据方面67至70中任一项所述的鞋面,其中纺织品包括根据方面1至60中任一项所述的纺织品。
[0493]
方面72.根据方面67-71中任一项所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,纺织品界定鞋面的表面的至少一部分,该表面被配置成是面向外的。
[0494]
方面73.根据方面67-71中任一项所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,纺织品界定被配置成是面向外的鞋面的总表面积的从约15百分比至约100百分比、或从约15百分比至约35百分比、或从约40百分比至约70百分比、或从约75百分比至约100百分比。
[0495]
方面74.根据方面67-73中任一项所述的鞋面,其中当鞋面是成品鞋类物品的一部分时,热成型纺织品的热成型网络界定鞋面的表面的至少一部分,该表面被配置成是面向外的。
[0496]
方面75.根据方面67-74中任一项所述的鞋面,其中热成型网络包括面向外的侧面,当鞋面是成品鞋类物品的一部分时,热成型网络的面向外的侧面界定鞋面的表面的至少一部分,该表面被配置成是面向外的,并且热成型网络的面向外的侧面的总表面积的约15百分比至100百分比、或约15百分比至35百分比、或约40百分比至70百分比、或约75百分比至100百分比包括第一聚合物组合物。
[0497]
方面76.根据方面67-75中任一项所述的鞋面,其中基于鞋面中存在的纺织品的总重量,第一聚合物组合物构成纺织品的按重量计约15百分比至95百分比、或按重量计约15百分比至35百分比、或按重量计约40百分比至70百分比、或按重量计约75百分比至95百分比。
[0498]
方面77.根据方面67-76中任一项所述的鞋面,其中纺织品产生按照使用鞋面-球冲击测试确定的至少210转每分钟的球旋转速率、或约210转每分钟至约230转每分钟的球旋转速率。
[0499]
方面78.一种用于鞋类物品的鞋外底,包括:
[0500]
纺织品,所述纺织品包括热成型纱线网络,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
[0501]
方面79.根据方面78所述的鞋外底,其中热成型网络界定鞋外底的面向外的表面的至少一部分,任选地其中当鞋外底是成品鞋类物品的一部分时面向外的表面被配置成是面向地面的或接触地面的。
[0502]
方面80.根据方面78或79所述的鞋外底,其中热成型纺织品界定鞋外底的鞋跟区域、鞋头区域或鞋中部区域或其任何组合的至少一部分。
[0503]
方面81.根据方面78至80中任一项所述的鞋外底,其中纺织品的热成型网络,当是新的时,具有按照使用整个鞋类摩擦系数测试针对光滑的混凝土确定的大于1.0的干动态摩擦系数。
[0504]
方面82.根据方面78至81中任一项所述的鞋外底,其中纺织品的热成型网络,当是新的时,具有按照使用整个鞋类摩擦系数测试针对光滑的混凝土确定的大于0.5的湿动态摩擦系数。
[0505]
方面83.根据方面78至82中任一项所述的鞋外底,其中纺织品的热成型网络当是新的时的干动态摩擦系数和湿动态摩擦系数之间的差异为按照使用整个鞋类摩擦系数测试针对光滑的混凝土确定的小于40百分比,任选地小于30百分比或小于20百分比。
[0506]
方面84.根据方面78至83中任一项所述的鞋外底,其中纺织品的热成型网络,在根据整个鞋类磨耗测试被磨耗之后,具有按照使用整个鞋类摩擦系数测试针对光滑的混凝土确定的大于0.9的干动态摩擦系数。
[0507]
方面85.根据方面78至84中任一项所述的鞋外底,其中纺织品的热成型网络,在根据整个鞋类磨耗测试被磨耗之后,具有按照使用整个鞋类摩擦系数测试针对光滑的混凝土确定的大于0.5的湿动态摩擦系数。
[0508]
方面86.根据方面78至85中任一项所述的鞋外底,其中纺织品的热成型网络在根据整个鞋类磨耗测试被磨耗之后的干动态摩擦系数和湿动态摩擦系数之间的差异为按照使用整个鞋类摩擦系数测试针对光滑的混凝土确定的小于40百分比,任选地小于30百分比或小于20百分比。
[0509]
方面87.根据方面78至86中任一项所述的鞋外底,其中当鞋外底是成品鞋类物品的一部分时,热成型网络界定鞋外底的表面的至少一部分,该表面被配置成是接触地面的,并且热成型网络还包括第三聚合物组合物的层,其中第三聚合物组合物是包含热塑性弹性体苯乙烯共聚物的热塑性弹性体组合物;其中当鞋外底是成品鞋类物品的一部分时,层的第一侧面界定鞋外底的表面,该表面被配置成是接触地面的,并且纱线的与第一侧面相对的第二侧面经由纺织品的第一聚合物组合物热结合到纺织品的第一侧面。
[0510]
方面88.根据方面87所述的鞋外底,其中第三聚合物组合物的层是挤出的层或注射模制的层或膜层。
[0511]
方面89.根据方面87或88所述的鞋外底,其中第一聚合物组合物的热塑性弹性体苯乙烯共聚物和第三聚合物组分的热塑性弹性体苯乙烯共聚物各自具有相同的化学结构,或者第一聚合物组合物和第三聚合物组合物各自具有在彼此约10℃内的熔化温度,或者这两种情况。
[0512]
方面90.根据方面87-89中任一项所述的鞋外底,其中第三聚合物组合物的层具有从约0.1毫米至约5毫米的厚度。
[0513]
方面91.根据方面78-90中任一项所述的鞋外底,其中纺织品包括根据方面1至60中任一项所述的纺织品。
[0514]
方面92.一种制造纺织品的方法,所述方法包括:
[0515]
形成包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置
在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
[0516]
方面93.根据方面92所述的方法,其中纺织品是根据方面1-36中任一项所述的纺织品。
[0517]
方面94.一种制造纺织品的方法,所述方法包括:
[0518]
使第一纺织品热成型,所述第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;从而形成包括第一芯纱和第一聚合物组合物的热成型纱线网络,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
[0519]
方面95.根据方面94所述的方法,其中第一纺织品是根据方面1至60中任一项所述的纺织品。
[0520]
方面96.一种纺织品,所述纺织品根据方面92至95中任一项制造。
[0521]
方面97.一种制造用于鞋类物品的鞋面的方法,所述方法包括:
[0522]
将第一纺织品附连到第二部件,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
[0523]
方面98.一种制造用于鞋类物品的鞋面的方法,所述方法包括:
[0524]
使包括第一纺织品的鞋面热成型,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物,并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
[0525]
方面99.一种制造用于鞋类物品的鞋面的方法,所述方法包括:
[0526]
将第一纺织品附连到第二部件,其中第一纺织品包括热成型纱线网络,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物。
[0527]
方面100.根据方面97至99中任一项所述的方法,其中第一纺织品是根据方面1至60中任一项所述的纺织品。
[0528]
方面101.一种鞋面,所述鞋面根据方面97至100中任一项所述的方法制造。
[0529]
方面102.一种用于制造用于鞋类物品的鞋外底的方法,所述方法包括使第一纺织品热成型;其中热成型包括在鞋底部件上或在模制表面上使纺织品热成型,任选地其中模制表面是具有鞋外底的尺寸的模制表面;其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第
一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物;并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
[0530]
方面103.根据方面102所述的方法,其中第一纺织品具有第一侧面和第二侧面,其中所述方法还包括将包含第三聚合物组合物的层热结合到第一纺织品的第一侧面或第二侧面,其中当鞋外底处于成品鞋类物品中时,该层的第三聚合物组合物界定鞋外底的表面,该表面被配置成是面向外的或面向地面的或接触地面的。
[0531]
方面104.根据方面103所述的方法,其中所述方法包括在使第一纺织品热成型的步骤之前、期间或之后将包含第三聚合物组合物的片材热结合到第一纺织品。
[0532]
方面105.根据方面103所述的方法,其中所述方法包括在使第一纺织品热成型之前、期间或之后在第一纺织品的第一侧面或第二侧面上挤出或注射模制第三聚合物组合物。
[0533]
方面106.根据方面102-105中任一项所述的方法,其中第一纺织品是根据方面1至60中任一项所述的纺织品。
[0534]
方面107.一种鞋外底,所述鞋外底根据方面102至106中任一项所述的方法制造。
[0535]
方面108.一种制造物品的方法,包括:
[0536]
将第一纺织品附连到第二部件,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物。
[0537]
方面109.一种制造物品的方法,所述方法包括:
[0538]
使第一纺织品热成型,其中第一纺织品包括包含第一包覆的纱线的第一纱线网络,第一包覆的纱线包括第一芯纱和布置在第一芯纱的外表面的至少一部分上的第一涂层,所述第一涂层包含第一聚合物组合物,其中第一聚合物组合物是热塑性弹性体组合物,并且其中热成型包括熔化、回流和再固化在第一纺织品内的第一聚合物组合物,形成包括热成型纱线网络的热成型纺织品,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络。
[0539]
方面110.一种制造物品的方法,所述方法包括:
[0540]
将第一纺织品附连到第二部件,其中第一纺织品包括热成型纱线网络,所述热成型纱线网络包括第一芯纱和第一聚合物组合物,其中第一聚合物组合物通过围绕第一芯纱的至少一部分且占据热成型纱线网络中纱线之间的空间的至少一部分来固结热成型纱线网络,并且其中第一聚合物组合物是热塑性弹性体组合物;任选地其中物品是鞋类物品的部件、服装物品的部件或运动装备物品的部件,或者是鞋类物品、服装物品或运动装备物品。
[0541]
方面111.根据方面108至110中任一项所述的方法,其中第一纺织品是根据方面1至60中任一项所述的纺织品。
[0542]
方面112.一种物品,所述物品通过方面108至111中任一项所述的方法制造。
[0543]
从前述中将看出的是,本文的方面很好地适于达到上文所陈述的所有目标和目的以及其他优点,这些优点是明显的并且是结构所固有的。
[0544]
将理解,某些特征和子组合具备实用性,并且可以在不参考其他特征和子组合的情况下采用。这由权利要求的范围预期并且在权利要求的范围内。
[0545]
由于可以做出许多可能的方面而不偏离本文的范围,因此应理解,本文中所陈述的或附图中示出的所有内容应被解释为说明性的而非以限制性意义来解释。
[0546]
虽然相互结合地讨论了具体元件和步骤,但是应理解,本文提供的任何元件和/或步骤被预期为与任何其他元件和/或步骤可组合,不管是否有明确规定,而仍在本文提供的范围内。由于许多可能的方面可以由本公开内容形成,而不偏离本公开内容的范围,因此应理解,本文中所陈述的或附图中示出的所有内容被解释为说明性的而非以限制性意义来解释。
实施例
[0547]
本公开内容在意图仅作为说明的以下实施例中被更具体地描述,因为在本公开内容的范围内的许多修改和变型对于本领域技术人员来说将是明显的。
[0548]
聚合物筛选
[0549]
热塑性聚氨酯弹性体和热塑性苯乙烯共聚物弹性体被评价为用于制备如本文描述的包覆的纱线、纺织品和其他物品的候选物。测定每种聚合物的若干种性质,并且结果总结在表1和表2中。聚合物的硬度使用硬度计硬度测试来确定,比重使用比重测试来确定,din磨耗损失使用din磨耗测试来确定,并且摩擦系数使用样品摩擦系数测试来确定,如本文公开的。
[0550]
表1
[0551][0552]
表2
[0553][0554]
包覆的纱线的性质
[0555]
制备了包覆有包含正在研究的聚合物的聚合物组合物的包覆的纱线,并且研究了它们的性质。硬度值、玻璃化转变温度、熔化温度、拉伸强度和断裂伸长率的比较在表3中提供,其中聚合物的硬度使用硬度计硬度测试来确定,聚合物的玻璃化转变温度和熔化温度使用熔化温度和玻璃化转变温度测试来确定,并且纱线拉伸强度和伸长率使用本文公开的纱线模量、韧度和伸长率测试来确定:
[0556]
表3.对照和测试的包覆的纱线的性质
[0557][0558][0559]
根据本文描述的熔化温度和玻璃化转变温度测试进行差示扫描量热法研究,以评价用作纱线的涂层的在研究中的聚合物的熔化和重结晶行为。结果在表4中呈现:
[0560][0561]
根据本文描述的熔融聚合物粘度测试收集熔融聚合物的流变学数据。结果在表5中呈现:
[0562]
表5.熔融聚合物流变学数据
[0563][0564]
这些结果指示,estane 58238、estane t470a-3和monprene sp66070特别适合于在快速移动的纤维(例如芯纱)上高流量挤出。
[0565]
用作纱线涂层组合物的聚合物的固态拉伸性质在表6中呈现,按照使用本文描述的基板模量测试确定的:
[0566]
表6.固态拉伸性质
[0567][0568]
基板的附着摩擦力和磨耗损失
[0569]
2毫米厚的材料基板被用于测试附着摩擦力和磨耗性质。根据本文描述的样品摩擦系数测试来测试基板。
[0570]
已知交联的橡胶材料在磨耗测试期间呈现出减少的材料或质量损失,而热塑性材料通常不能匹配由交联的橡胶提供的附着摩擦力和磨耗损失的平衡。然而,相对于已知的橡胶鞋外底配制物,所测试的聚合物示出良好的附着摩擦力性能。根据本文描述的硬度计硬度测试、比重测试、din磨耗测试和样品摩擦系数测试获得的结果可以见于表7中。表8呈现了使用包括如本文描述的热成型纺织品的鞋外底的整个鞋测试的结果,该结果是根据本文公开的整个鞋类摩擦系数测试和整个鞋类磨耗测试获得的。表9示出了当用作鞋外底时本文描述的热成型纺织品的硬度和阿克隆磨耗损失结果,按照使用如本文公开的硬度计硬度测试和阿克隆磨耗测试获得的。
[0571]
[0572][0573]
纱线候选物涂层在本文中及在表8和表9中关于包覆的纱线缩写如下:wc1=包覆有estane 58238tpu或由estane 58238tpu形成的基板,wc2=包覆有estane t470a-3tpu或
由estane t470a-3tpu形成的基板,wc3=包覆有monprene sp66070 tpe或由monprene sp66070 tpe形成的基板。
[0574]
使用如本文描述的阿克隆磨耗测试和样品摩擦系数测试,测试固体聚合物和对应的包覆的纱线的磨耗质量损失和附着摩擦力。热成型针织纺织品的附着摩擦力性质与聚合物测试基板和与橡胶鞋外底材料相当,指示热成型针织纺织品被成功地热成型以形成热成型网络(表9)。另外,针对热成型针织纺织品测量的阿克隆磨耗材料损失与橡胶对照参考物相当。针对0.5英寸宽和8英寸长的阿克隆磨耗测试带测量的质量损失与如表8中描述的整个鞋质量的大得多的鞋外底面积的质量损失相当。因此,测试带和整个鞋的性能是一致的,并且热成型针织纺织品被示出为作为鞋外底材料是可接受的,因为它们没有损失与代表性橡胶不相称的材料,并且此外,热成型针织纺织品呈现出足够的附着摩擦力性质以用作鞋外底。
[0575]
对包覆的纱线的评价
[0576]
将两种样品类型的包覆的纱线制备成横机针织纺织品布样(swatch)。第一个布样使用unifi聚对苯二甲酸乙二醇酯(聚酯)纱线(158旦尼尔,韧度为7.131克每旦尼尔,23.42百分比伸长率)作为芯纱,并且包覆有约0.4毫米的厚度的基本上由estane 58238组成的聚合物组合物。第二个布样使用相同的unifi聚对苯二甲酸乙二醇酯纱线芯纱,但是包覆有约0.4毫米的厚度的基本上由monprene tpe sp66070组成的聚合物组合物。在测试之前,横机针织纺织品布样被热成型为没有纹理或具有人字形纹理。
[0577]
对于每种类型的包覆的纱线存在两个版本的针织物:单个纱线端部边缘-2针织结构(single yarn end edge-2knit structure)(1
×
1)和两个纱线端部边缘-2针织结构(1
×
2),它们分别在热成型纺织品的热成型网络的表面上具有纱线的一个端部,或者在热成型网络的表面处具有纱线的两个端部(对于较高集中度的聚合物涂层)。布样的针织结构还包括未包覆的unifi pet纱线的端部。针织结构的描述,即(1
×
1)和(1
×
2),确定了所使用的纱线的端部的数量,其中第一个数字对应于存在的未包覆的聚酯纱线的数量,并且第二个数字对应于存在的包覆的纱线的数量。边缘-2针织结构是具有连接针织纺织品的两个面的集圈针织线迹的双床针织结构。纺织品的一个面仅是未包覆的聚酯纱线,并且另一个面仅是正在评估的包覆的纱线,其中集圈线迹连接两个面向外部的针织表面。集圈线迹由与外部面纱线相同的包覆的纱线构成。
[0578]
根据阿克隆磨耗测试,测试所有样品的阿克隆磨耗,并且根据样品摩擦系数测试在球场和混凝土上进行湿/干附着摩擦力cof测试。结果在表10和表11中提供。
[0579]
总的来说,由具有基本上由基于sebs的monprene组成的涂层的包覆的纱线针织的热成型纺织品在混凝土和球场上展示出高动态摩擦系数(表10)。包含monprene包覆的纱线的热成型纺织品当在光滑的混凝土和球场上热成型平铺时展示出较高的摩擦系数。包含monprene包覆的纱线的热成型纺织品当干测试时和当湿测试时展示出良好的摩擦系数。
[0580]
由具有基本上由estane组成的涂层的包覆的纱线针织的热成型纺织品当在光滑的混凝土和球场上热成型平铺和测试时展示出较高的摩擦系数;人字形纹理当在粗糙的混凝土上测试时展示出较大的摩擦系数。(表10)。包含estane包覆的纱线的热成型纺织品当干测试和湿测试时展示出良好的摩擦系数(除了一些例外)。
[0581]
总的来说,热成型的1
×
2针织纺织品在磨耗测试中呈现出比热成型的1
×
1针织纺
织品更小的体积损失。包含estane包覆的纱线的热成型纺织品呈现出比包含monprene包覆的纱线的热成型纺织品更小的体积损失。
[0582]
[0583][0584]
纺织品和物品热成型工艺
[0585]
将包覆的纱线和未包覆的纱线针织成边缘-2 1
×
2或1
×
1布样,并且在t恤压机中以20磅每平方英寸和150摄氏度轻轻压制持续20秒,以避免散口(fray)。将布样切割成鞋外底形状物(shape)并且放置到橡胶-phylon模具中,该橡胶-phylon模具具有标准橡胶模具的空腔大小,但类似于phylon模具被包覆用于加热和冷却循环。将空模具预热至聚合物的熔化温度加上15摄氏度,如通过热电偶测量的。将切割的鞋外底形状物放置到模具中,其中
未包覆的聚酯纱线面朝上并被压制持续45秒,然后冷却持续至少60秒,或者如果时间允许,冷却持续90秒。在一些情况下,边缘-2 1
×
1样本不是足够大到填充模具的材料。当布样不足够大到填充模具时,添加有机硅、橡胶或其他材料以填充模具。测试的温度、纱线涂层中存在的聚合物和时间在表12中提供:
[0586]
表12.热成型加工条件
[0587][0588]
当使用常规热成型工艺时,这在dmt压机上进行,其中总加热时间为35秒至45秒并且压力为30巴。当热电偶取决于端点达到130摄氏度或150摄氏度时,该工艺停止。
[0589]
当使用平坦模制工艺时,这在kukdong热压机上进行,其中总加热时间为从30秒至60秒,或者直到纺织品达到150摄氏度,如通过热电偶测量的。根据需要将温度保持持续0至10秒。加热压力为0.1兆帕,并且热压设定点为190摄氏度。当热电偶达到150摄氏度时,加热停止,其中一些样品接收10秒的另外的停留时间,如所指示的。然后,在20摄氏度的冷压在0.1兆帕进行持续30秒。
[0590]
当使用红外(ir)加热和/或热成型时,包覆的纱线被针织成示例性的鞋面,并且鞋面被放置在闪光激活器(flash activator)中,其中待加热的鞋面的表面面向加热元件。在一些实验中,针织鞋面的被配置成面向外的表面面向加热元件放置,而在其他实验中,针织鞋面的被配置成面向内的表面面向加热元件放置。然而,针织纺织品可以被平放,加热并且然后成型,或者在三维的鞋楦上加热并成型。将针织纺织品暴露于ir闪光加热持续约23秒,这足以使受辐照的表面的局部温度达到160摄氏度或更高。然后将鞋面和鞋楦从闪光激活器中移除,并且用热枪测量温度,同时将鞋面移动到真空机中,以便证实温度大于纱线涂层的聚合物组合物的熔点。然后,将针织鞋面定位在真空工作台上,使得鞋面的纺织品的新热成型表面接触期望的模板主图案以用于成型。将纹理化的压花垫(橡胶、塑料或有机硅)面朝下放置在鞋面的热成型表面上,使得热成型表面与有机硅垫模制图案接触。压花垫可以处于室温或加热到120摄氏度至200摄氏度,这取决于在涂层的熔融聚合物组合物上保持较高温度所需的时间长度。将压花垫和鞋面的针织纺织品在真空机中压制持续60秒。将真空释放并排出,以露出热成型针织纺织品的热成型网络的表面。
[0591]
纺织品的耐磨性
[0592]
表13中示出的是未热成型针织纺织品和热成型针织纺织品的磨耗质量损失,该热成型针织纺织品在使用阿克隆磨耗测试进行300次和3000次循环的磨耗测试之后以平坦的构型热成型。针织纺织品使用上文描述的包覆有聚合物组合物的unifi聚酯芯纱来针织,该聚合物组合物包括热塑性苯乙烯共聚物弹性体(monprene 66070)或热塑性聚氨酯弹性体(estane 58238)。针织纺织品的针织结构包括在被测试的针织纺织品的表面上针织的包覆的纱线的1个端部(1
×
1)或2个端部(1
×
2)和未包覆的unifi聚酯纱线的1个端部。针织结构
是上文描述的针织结构。
[0593][0594]
热成型针织纺织品示出等于或优于常规橡胶的性能,并且示出相似的性能,不管
在顶部针织表面处使用1个端部还是2个端部。
[0595]
耐用性和耐候性(weatherization)
[0596]
使用如本文描述的斯托尔磨耗测试、bally屈折测试、湿bally屈折测试和耐水性测试,评估耐用性和耐候性随针织结构和加工条件的变化。针织纺织品使用包覆有包含热塑性弹性体(estane t470a-3)的聚合物组合物的纱线(wc2纱线)生产,并且通过在由kukdong machinery(busan,korea)制造的压机中在平坦模制条件下加热到150摄氏度来热成型。对于一些样品,纺织品在达到150摄氏度的温度之后在压机中保持持续另外的10秒停留时间。“针织物a”样品是具有针织结构的针织样品,其中当热成型时,热成型网络的总表面积的75百分比-100百分比由回流且再固化的聚合物组合物界定。“针织物b”样品是具有针织结构的针织样品,其中当热成型时,热成型网络的总表面积的40百分比-70分比由回流且再固化的聚合物组合物界定。“针织物c”样品是具有针织结构的针织样品,其中当热成型时,热成型网络的总表面积的15百分比-35百分比由回流且再固化的聚合物组合物界定。湿bally屈折测试和耐水性测试的性能在具有至少90百分比的纺织品样品的表面积被热成型网络覆盖的纺织品样品上进行,以便使通过样品的水传输最小化。
[0597]
表14.随针织结构和加工变化的耐用性和耐候性
[0598][0599]
纺织品与球和鞋面与球的相互作用
[0600]
制造了热成型纺织品和用于鞋类物品的包括热成型纺织品的鞋面,其中所测试的纺织品或鞋面的区域包括包含如本文公开的聚合物的热成型网络。“针织物a”、“针织物b”和“针织物c”如上文描述的。
[0601]
针织纺织品使用包覆的纱线针织,其中涂层包括包含热塑性聚氨酯弹性体(estane t470a-3)的聚合物组合物。包覆的纱线包括在150旦尼尔-600旦尼尔多丝聚酯纱线上的0.4毫米的聚合物组合物涂层。干摩擦系数和湿摩擦系数在表15中呈现:
[0602]
表15.热成型针织纺织品的干和湿静态摩擦系数(cof)和动态摩擦系数(cof)
[0603][0604]
热成型针织样品示出与层压的duragon表层相似的干摩擦系数和湿摩擦系数(例如,靴子与球的相互作用),但是以流线型、更一体的、较低浪费的构造方式。
[0605]
袋鼠皮革显示出湿cof和干cof之间的很少变化,但是总的来说,这种材料的湿cof和干cof两者均是低的。duragon表层显示出较高的湿cof和干cof,但是这两个值之间也有很大差异。与duragon表层相比,包含本文公开的包覆的纱线的热成型纺织品和/或鞋类鞋面总体上呈现出较高的湿cof值和干cof值,以及干cof和湿cof之间的较低的差异程度。
[0606]
如上文描述的在150℃热成型的针织纺织品“针织物a”、“针织物b”和“针织物c”的样品使用上文描述的纺织品-球冲击测试之后的球速和旋转进行测试。层压在pet针织物和袋鼠皮革上的duragon聚氨酯膜的对照样品经历相同的测试。
[0607]
表16.材料对英式足球旋转速率的影响
[0608][0609]
完整的英式足球靴的鞋面由包覆有包含热塑性聚氨酯弹性体estane 58238或estane t470a-3)的聚合物组合物(的纱线构造,在不同的加工条件下热成型,并且使用上文描述的鞋面-球冲击测试之后的球速和旋转进行测试。结果在表17中呈现:
[0610]
表17.对球的完整持续的踢靴测试(full lasted boot kick test on ball)
[0611]
[0612][0613]
这些结果指示,制成包覆的纱线以形成针织和热成型鞋面的90肖氏a tpu示出较低的旋转速率,这是不太期望的。较硬的材料(如通过肖氏a硬度值所指示的)是更耐磨的。
[0614]
与使用包覆有包含具有约90肖氏a的硬度的热塑性聚氨酯弹性体的热塑性组合物的纱线针织的热成型针织鞋面和由duragon表层形成的可商购的鞋面相比,用包覆有包含具有约65肖氏a至85肖氏a的硬度的热塑性聚氨酯弹性体的热塑性组合物的纱线针织的热成型鞋面中的每一个产生较高水平的球旋转。