1.本发明属于防伪标签技术领域,具体涉及一种荧光光角变色防伪标签及其制备方法。
背景技术:
2.含有随机特征的防伪标签,由于其含有随机物理特征(颗粒、纤维丝、纤维环、防伪条等),物理特征分布的随机性,使得任何人包括防伪标签的生产者都无法仿造出另一枚一模一样的防伪标签,而在市场上得到广泛的应用。
3.随着技术的进步,此类标签在应用中也出现一些问题,例如,hp indigo金属色油墨可模拟金属光泽效果,通过采集标签的信息,使用hp indigo进行印刷,普通消费者难以辨别真伪。
4.中国专利cn 108717825 a公开了一种塑膜触感结构防伪标识及其制备方法,该标识具有随机触感特征,能够解决不法分子采集照片信息后印刷的问题。所述的防伪标识,从上到下依次为pet塑膜层(1)、第一树脂层(2)、uv离型层(3)、第二树脂层(4)、印刷油墨层(5)、胶黏剂颗粒层(6)、色层(7)、压敏胶层(8)和硅油纸层(9);所述的防伪标识能够撕开,分为剥离部分和留底部分,剥离部分从上到下依次为pet塑膜层(1)、第一树脂层(2);留底部分从上到下依次为uv离型层(3)、第二树脂层(4)、印刷油墨层(5)、胶黏剂颗粒层(6)、色层(7)、压敏胶层(8)和硅油纸层(9)。其制备方法包括如下步骤:1)pet塑膜层经过电晕涂布第一树脂层;2)在第一树脂层上涂布uv离型层;3)在uv离型层面涂布第二树脂层,经过数码机印刷图文及可变信息,制成印刷油墨层;4)使用复合机涂布胶黏剂,在复合前撒上防伪颗粒,经过烘箱烘干后收卷;5)使用涂布机多锟转移涂布方式,确保每个防伪颗粒周围都涂布上色墨;6)硅油纸经过涂胶机涂胶与色墨层复合在一起;7)经过模切检验后,再次对标识进行拍照,并建立可变信息与标识照片之间的对应关系,然后将可变信息和照片信息传输至后台服务器。
5.上述标识在生产过程中被发现存在以下问题:
6.①
在完成步骤4)和步骤5)时,收卷后再放卷时,颗粒容易反粘到标签面层上,需要大量人工擦拭,也不能保证完全擦拭干净,这样会导致最终产品采集时是图像跟标签是对应的,但是实际应用中,在标签表面的颗粒会掉落,导致验证图像不一致,影响消费判断。
7.②
防伪颗粒混合到胶粘剂当中时间超过4h后会有明显掉色现象,影响标识的色差。
8.③
工艺流程长,生产效率低。
技术实现要素:
9.针对以上现有技术的不足,本发明所要解决的技术问题是:提供一种荧光光角变色防伪标签,防伪力度高,不易被仿造,防伪颗粒有明显触感;本发明同时提供其制备方法,工艺简单,生产效率高,工艺环保,生产过程中不存在防伪颗粒被反粘的问题。
10.本发明所述的荧光光角变色防伪标签,包括从上到下依次设置的基材层、分离层、印刷层、荧光光角变色材料层、色胶层和离型纸层;
11.其中,印刷层上包含可变信息,可变信息与所述荧光光角变色防伪标签在正常光源和荧光光源下的图像存在对应关系。
12.其中:
13.所述的基材层为透明塑膜或者局部透明的塑膜,如pet、pp、pe、pvc及其全息洗铝膜。
14.所述的分离层为局部分离层或者整版分离层。分离层起到分离作用,可为局部或者全部分离。优选地,分离层为uv离型层。
15.所述的可变信息为二维码、一维码或其他可变数码。
16.优选地,可变信息下方印刷有白墨,起到遮盖下层荧光光角变色材料的作用,以免干扰可变信息的识读。
17.所述的荧光光角变色材料层采用的材料为线状荧光光角变色材料、环状荧光光角变色材料或颗粒状荧光光角变色材料中的一种或几种。所述的荧光光角变色材料在正常光(日光、自然光、普通灯光等)和荧光光源下显现不同颜色效果。
18.所述的线状荧光光角变色材料的长度为1-5mm,厚度为40-60μm;所述的环状荧光光角变色材料的环外径为0.6-1.2mm,厚度为40-60μm;所述的颗粒状荧光光角变色材料的粒径为0.6-1.2mm。
19.所述的线状荧光光角变色材料优选北京柯斯元科技科技有限公司的bq三色段圆环防伪纤维、fa11红蓝光角变色纤维、bq33断点防伪纤维。bq三色段圆环防伪纤维的直径为1.4mm,丝厚为40μm。fa11红蓝光角变色纤维的丝长为4mm,丝厚为60μm。bq33断点防伪纤维的丝长为3mm。
20.所述的色胶层采用压敏胶与色浆混合均匀后涂布而成,干基涂布量为10-50g/m2。所述的色浆优选耐高温聚酯色浆。所述的色胶层同时起到遮盖被贴物颜色和粘结作用。干基涂布量在10g/m2以上时,满足遮盖效果,标签采集识读不受被贴物颜色影响。
21.所述的色浆优选东莞市蒂森新材料有限公司的up-800特白耐高温聚酯树脂色浆(采用全进口钛白粉)、706特白色浆耐高温聚酯色浆(通用色浆户外耐光8级、耐迁移5级)。
22.所述的压敏胶与色浆的质量比为100:10-20。色浆占比超过20%以上,持粘力和初粘性下降明显,涂胶时易出现胶痕。
23.优选地,所述的基材层上方设有遮盖层。
24.本发明所述的荧光光角变色防伪标签的制备方法,包括以下步骤:
25.1)使用凹印机或者柔版机在基材层上涂布分离层材料,完全揭开方案可满版涂布分离层材料,局部分离采取定位涂布;
26.2)在分离层上印刷可变信息以及图文信息,形成印刷层;
27.3)配制色胶:将色浆加入压敏胶中,充分搅拌均匀,得色胶;
28.4)将荧光光角变色材料(采用多种时,在使用之前混匀)放入撒粉机中待用,在离型纸层上使用干式涂胶机涂布色胶,形成色胶层;开启撒粉机,将荧光光角变色材料撒到色胶层胶面上,进入烘箱烘烤,然后与印刷层复合在一起;
29.5)按照设计稿制备刀版,进行模切排废,收卷,然后在具有图像采集对应功能的品
检机上进行图像采集及对应,采集图像信息与可变信息建立逻辑对应关系,存档,存入服务器中;
30.6)按照客户要求进行断张或者分条,制成防伪标签。
31.步骤4)中,所述的撒粉机可以采用市售撒粉机,优选kmpf-da型电气撒粉机或者jrt喷粉机(温州市金瑞特印刷器材有限公司)。
32.关于撒粉量,按照标识尺寸来讲,标识尺寸的小的密一些,大的可以少一些,可以参考随机颗粒防伪的撒粉密度或者撒粉量。一般来说,标识常规尺寸为6cm2,要求在撒粉量≥1枚/cm2,确保小尺寸标识有颗粒,优选1-5枚/cm2。
33.关于烘烤条件,车速15-80m/2,烘干条件60-140℃,烘箱长度18m,温度梯度60-80-110-140-120-100,温度可适当调整。
34.步骤5)中,所述的图像采集时可在正常光源下采集和荧光光源下采集,关联后分别存入服务器。
35.优选的,步骤5)完成后,基材层上设置遮盖层,局部或者全部遮盖印刷层上的可变信息,刮开后验证真伪。
36.本发明所述的防伪标签,消费者鉴别真伪时:
37.1、直观鉴别,直接观察正常光和在荧光灯下照射显示不同的光角变色效果。
38.2、扫描可变信息,通过关联的标签图像信息(荧光效果和正常光效果)进行辨别真伪。
39.3、标签可局部揭开或者全部揭开,手摸荧光光角变色位置有明显凹凸感,使用针可调出,非印刷色。
40.4、标签揭开后,底层胶水为色胶,非透明胶水。
41.综上所述,本发明的有益效果是:
42.1、直观鉴别,直接观察正常光和在荧光灯下照射显示不同的光角变色效果,即可鉴别真伪。
43.2、标签可局部揭开或者全部揭开,手摸荧光光角变色有明显凹凸感,使用针可调出,非印刷色。
44.3、防伪力度高,扫描可变信息,通过关联的标签图像信息(荧光效果和正常光效果)进行比对或者系统自动比对辨别真伪。
45.4、一个工序实现了荧光光角变色材料撒粉、涂色胶、复合工序,相比常规工艺,节省了两道工序,胶粘剂与颗粒混合涂布工序和涂布白墨工序,生产效率得到了提高。
46.5、减少了胶粘剂与颗粒混合涂布工序和涂布白墨工序,从工艺上完全避免了颗粒反粘到标签表面的问题,同时减少了擦拭颗粒和涂布白墨等工序溶剂的使用,工艺更加环保。
47.6、采用了荧光光角变色材料,具有不同的光角变色效果,无法使用高端印刷设备进行仿制。
48.7、采取了揭开防转移工艺,一揭即损,有效的避免标签二次转移,二次使用。
49.8、标签揭开后,底层胶水为色胶,非透明胶水。
50.9、本发明的制备方法,科学合理、简单易行。
附图说明
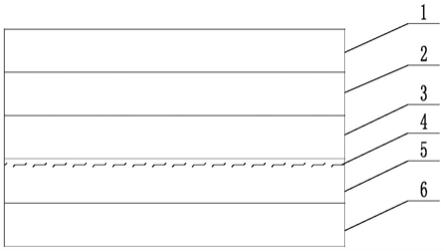
51.图1是本发明实施例1的荧光光角变色防伪标签的结构示意图;
52.图2是本发明实施例2的荧光光角变色防伪标签的结构示意图;
53.图3是本发明实施例4的荧光光角变色防伪标签的结构示意图;
54.图4是实施例4的荧光光角变色防伪标签的效果图;
55.图中:1、基材层;2、分离层;3、印刷层;4、荧光光角变色材料层;5、色胶层;6、离型纸层;7、遮盖层。
具体实施方式
56.下面结合附图对本发明的实施例做进一步描述。
57.实施例1
58.如图1所示,所述的荧光光角变色防伪标签,包括从上到下依次设置的基材层1、分离层2、印刷层3、荧光光角变色材料层4、色胶层5和离型纸层6;
59.其中,印刷层3上包含可变信息(二维码),可变信息(二维码)与所述荧光光角变色防伪标签在正常光源和荧光光源下的图像存在对应关系。
60.其制备方法,具体步骤如下:
61.1)在pet基材层1上满版涂布分离层2材料,分离层2为uv离型层;
62.2)在分离层2上印刷二维码可变信息以及图文信息,形成印刷层3;
63.3)配制色胶:将up-800特白耐高温聚酯树脂色浆加入压敏胶中,搅拌均匀,得色胶;其中,压敏胶与色浆的质量比为100:20;
64.4)将bq三色段圆环防伪纤维放入撒粉机中待用,在离型纸层6上涂布色胶,干基涂布量为10g/m2,形成色胶层5;开启撒粉机,将荧光光角变色材料撒到色胶层5胶面上,进入烘箱烘烤,然后与印刷层3复合在一起;
65.5)按照设计稿制备刀版,进行模切排废,收卷,然后在具有图像采集对应功能的品检机上进行图像采集及对应,采集图像信息与可变信息建立逻辑对应关系,存档,存入服务器中;
66.6)按照客户要求进行断张或者分条,制成防伪标签。
67.分离层2为满版涂布,所以该标签可以完全揭开,揭开后,基材层1被剥离,分离层2、印刷层3、荧光光角变色材料层4、色胶层5和离型纸层6留底。
68.实施例2
69.如图2所示,所述的荧光光角变色防伪标签的结构与制备方法,与实施例1相同,不同之处在于:
70.1)基材采用pvc基材;
71.2)可变信息为一维码;
72.3)步骤2)中,分离层2材料局部定位涂布在pvc基材上;
73.4)步骤3)中,采用706特白色浆耐高温聚酯色浆,压敏胶与色浆的质量比为100:15;
74.5)步骤4)中,采用fa11红蓝光角变色纤维和bq33断点防伪纤维,使用之前,按照1:1的质量比混匀,色胶的干基涂布量为30g/m2;
75.6)分离层2为局部涂布,所以标签只能局部揭开。
76.实施例3
77.所述的荧光光角变色防伪标签的结构与制备方法,与实施例1相同,不同之处在于:
78.1)基材采用pp基材;
79.2)步骤3)中,采用706特白色浆耐高温聚酯色浆,压敏胶与色浆的质量比为100:10;
80.3)步骤4)中,采用bq三色段圆环防伪纤维、fa11红蓝光角变色纤维和bq33断点防伪纤维,使用之前,按照1:1:1的质量比混匀,色胶的干基涂布量为50g/m2。
81.实施例4
82.如图3所示,所述的荧光光角变色防伪标签的结构与制备方法,与实施例1相同,不同之处在于:
83.1)步骤4)中,采用fa11红蓝光角变色纤维和bq33断点防伪纤维,使用之前,按照1:1的质量比混匀。
84.2)基材层1上方设有遮盖层7,局部遮盖可变信息二维码。
85.3)验证真伪时,需要首先刮开遮盖层7;遮盖层7采用刮刮银。
86.所述的标签的效果图见图4。