1.本发明涉及印刷电路板领域,具体涉及一种印刷治具的制作方法。
背景技术:
2.压阻式压力传感器的基板为直径18mm的圆形,基板厚度为4mm。外形图如图1所示,因为外形尺寸特殊,市场上提供的基板都为单片。该产品使用两个凹槽为定位槽,分别与中线的夹角为23
°
和13
°
。之前单片生产时,将产品放入带有两个高精度定位柱的印刷台面上进行印刷。
3.该产品生产工艺流程为:导体印刷
→
125℃烘干
→
850℃烧结
→
焊盘套印
→
125℃烘干
→
850℃烧结
→
电阻印刷
→
125℃烘干
→
850℃烧结
→
玻璃印刷
→
125℃烘干
→
560℃烧结
→
油漆印刷、烘干、固化。
4.每道工序都要将产品单独放入印刷台面进行生产,印刷完成后,将产品从台面取下,进行烘干烧结。烧结完成后,再重复上述步骤。整体生产效率特别低下。
5.为了提高生产效率,计划制作连片印刷治具。
6.首先,制作连片印刷治具的材料需耐受850℃的高温,并且可以反复烧结,不能变形;
7.其次,每个工位的定位精度要高,确保印刷图形位置一致;
8.最后,治具装卸产品方法简单,易于操作。
9.基于以上三个原因,申请人发明了9连片印刷治具。
技术实现要素:
10.本发明的目的是提供一种基于圆形基板厚膜印刷设计的耐高温连片印刷治具的制作方法。实现了连片印刷,具有定位精度高,印刷图形位置一致,治具装卸产品方法简单,易于操作的优点。
11.本发明的技术方案是,一种基于圆形基板厚膜印刷设计的耐高温连片印刷治具的制作方法,其特征是,首先使用高精度的线切割加工工艺在钢性治具上切割定位柱的形状以及吸气孔,切割完成后,使用专用冲压模具从治具的反面进行冲压,所述专用冲压模具包括上平台和支撑圆柱,上平台表面设有三个圆柱:中心圆柱以及对称设计的相同的两个圆柱,中心圆柱的直径为5.92mm,旁边相同两个圆柱的高度均为4.5mm,直径为3mm,直径大小与冲压治具底部的开槽宽度3mm相适应;
12.具体冲压方法:将专用冲压模具的三个圆柱,分别与治具的中心圆孔以及两个开槽对齐,对齐后,将专用冲压模具压入治具中,致使专用冲压模具上平台表面与治具表面紧密贴合,将冲压模具取出后,治具就会形成一定角度的八字形定位柱,这个角度,刚好使得产品能够放入其中,并且这个八字形定位柱为弹性的,能够满足基板尺寸在φ18
±
0.1mm内的所有基板。
13.本发明的有益效果:
14.首先,连片印刷治具的材料能够耐受850℃的高温,并且可以反复烧结,不易变形;
15.其次,每个工位的定位精度高,印刷图形位置一致;
16.最后,治具装卸产品方法简单,易于操作。
附图说明
17.图1是基板外形图。
18.图2是治具冲压前的左视图。
19.图3是治具冲压后的左视图。
20.图4是治具冲压后的俯视图。
21.图5是治具冲压后的正视图。
22.图6是冲压治具的俯视图。
23.图7是冲压治具的左视图。
24.图8是冲压治具的正视图。
25.图9是冲压治具的立体图。
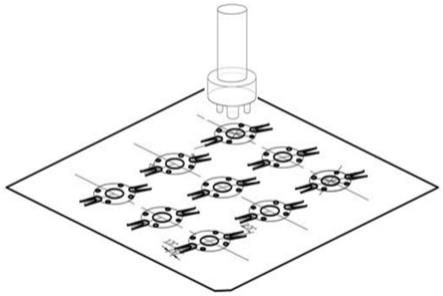
26.图10是治具冲压示意图。
具体实施方式
27.如图3、图4、图5所示,治具的外形尺寸为100*100*0.8(mm)第一个定位柱与中线的夹角23
°
,第二个定位柱与中线的夹角13
°
,定位柱端点的倒角半径为0.75mm,精度为0到-0.03mm,治具底部的开槽半径为1.5mm,主要是和冲压治具直径为3mm的两个柱子相契合,开槽宽度为3mm。
28.该治具的制作方法:首先使用高精度的线切割加工工艺在钢性治具上切割定位柱的形状以及吸气孔,切割完成后,使用专用冲压模具从治具的反面进行冲压,将八字形的定位柱冲压成一定角度。这个角度,刚好使得产品能够放入其中。并且这个定位柱为弹性的,能够满足基板尺寸在φ18
±
0.1mm内的所有基板。
29.专用冲压模具如图6、图7、图8、图9所示,专用冲压模具包括上平台和支撑圆柱,上平台表面设有三个圆柱,中心圆柱的直径为5.92mm,旁边对称设计有相同的两个圆柱,两个圆柱的高度均为4.5mm,直径为3mm,直径大小与冲压治具底部的开槽宽度3mm相适应。
30.如图10所示,具体方法:将冲压模具的三个圆柱,分别与治具的中心圆孔以及两个开槽对齐,对齐后,将冲压模具压入治具中。致使冲压模具上平台表面与治具表面紧密贴合。将冲压模具取出后,治具就会形成一定角度的八字形定位柱。治具制作以后,我们将治具在850℃的烧结曲线下重复烧结1000次,治具没有产生形变。
31.生产前,需要将基板一一放入印刷治具。印刷时,将连片治具放入专用台面进行印刷,印刷完成后,将产品与治具一起进行烘干、烧结。烧结完成后,再进行下一道工序的生产。
32.通过该治具的使用,印刷效率提升1倍以上,印刷图形的重复对位精度达到
±
10um,完全达到设计要求。
技术特征:
1.一种基于圆形基板厚膜印刷设计的耐高温连片印刷治具的制作方法,其特征是,首先使用高精度的线切割加工工艺在钢性治具上切割定位柱的形状以及吸气孔,切割完成后,使用专用冲压模具从治具的反面进行冲压,所述专用冲压模具包括上平台和支撑圆柱,上平台表面设有三个圆柱:中心圆柱以及对称设计的相同的两个圆柱,中心圆柱的直径为5.92mm,旁边相同两个圆柱的高度均为4.5mm,直径为3mm,直径大小与冲压治具底部的开槽宽度3mm相适应;具体冲压方法:将专用冲压模具的三个圆柱,分别与治具的中心圆孔以及两个开槽对齐,对齐后,将专用冲压模具压入治具中,致使专用冲压模具上平台表面与治具表面紧密贴合,将专用冲压模具取出后,治具就会形成一定角度的八字形定位柱,这个角度,刚好使得产品能够放入其中,并且这个八字形定位柱为弹性的,能够满足基板尺寸在φ18
±
0.1mm内的所有基板。
技术总结
本发明涉及印刷电路板领域,具体提供一种基于圆形基板厚膜印刷设计的耐高温连片印刷治具的制作方法。首先使用高精度的线切割加工工艺在钢性治具上切割定位柱的形状以及吸气孔,切割完成后,使用专用冲压模具从治具的反面进行冲压。实现了连片印刷,具有定位精度高,印刷图形位置一致,治具装卸产品方法简单,易于操作的优点。于操作的优点。于操作的优点。
技术研发人员:薛静蓉 郭菊芳 贺小悦 岳晴瑞 王永生 李岁萌 邹凤誉 路怡乐 王卫东
受保护的技术使用者:陕西华经微电子股份有限公司
技术研发日:2021.10.08
技术公布日:2022/1/18