1.本实用新型涉及柔版卷筒印刷设备收纸技术领域,具体涉及一种柔印收纸废边自动剔除装置。
背景技术:
2.柔版印刷一直是软包装印刷一个重要组成部分,尤其对于一些没有烫金的软包商标,这些商标多采用100g/
㎡
的转移纸或者铜版纸印刷,且印刷完之后就直接裁切成品,柔版印刷机就有联机凹凸和直接裁切成品的功能,所以非常适合这类产品的加工。但是柔版印刷也有一个缺陷,就是生产的滚筒直径都是按照齿来计算圆周的,每齿在圆周方向的换算为3.175mm,我们的商标在圆周方向的排版为每个101mm,按照滚筒圆周的最大允许排版为5个,也就是505mm,根据这个排版来计算柔版套筒齿轮的齿数要162齿(计算圆周162*3.175=514.35mm),这样在圆周方向就会多出514.35-505=9.35mm宽的废边,纸张排版的展开图如附图1所示,附图1中的废纸边就是圆周方向多出来的宽9.35mm的废边,这个废边在经过裁切后会连同成品一起流转到附图2中柔印机组中的收纸装置,造成收纸成品和废边混在一起,影响收纸效率。
3.如附图2所示未加装废边自动剔除装置时,这个废纸边在柔版印刷过程中裁切成品时会随着一起流到收纸部分,造成收纸困难,产品在柔印机组里面印刷后,经过凹凸装置进行凹凸工序,和分切装置进行分切成品后,经过输纸台导送到收纸装置在收纸装置6上面混杂着成品和废边,造成人工分离废边,效率极低。
4.产品在附图2中输纸台5的流转如图3所示。
技术实现要素:
5.针对现有技术的不足,本实用新型的目的旨在提供一种柔印收纸废边自动剔除装置。为实现上述目的,本实用新型采用如下技术方案:
6.一种柔印收纸废边自动剔除装置,包括柔印机组和废边剔除装置,所述废边剔除装置包括传送台,所述传送台底部设置有支撑架,所述传送台紧靠于所述柔印机组的输纸台一侧,所述传送台的进纸端与所述输纸台的出纸端无接触连接,所述传送台的进纸端与所述输纸台的出纸端之间的缝隙下设置有废纸边储存箱,所述废纸边储存箱固定在所述传输台的一端;
7.所述传送台靠近所述输纸台的一端设置有第一皮带轴,远离所述输纸台的另一端设置有第二皮带轴,转动皮带安装在所述第一皮带轴和所述第二皮带轴上,所述第一皮带轴带动转动皮带转动。
8.靠近所述传送台的进纸端且位于转动皮带上方设置有压纸从动辊。
9.进一步地,所述柔印机组包括放卷装置,所述放卷装置上放置有柔印卷纸,所述放卷装置的出纸端与柔印印刷单元的进纸端连接,所述柔印印刷单元的出纸端与凹凸装置的进纸端连接,所述凹凸装置的出纸端与所述分切装置的进纸端连接,所述分切装置的出纸
端与输纸台连接。
10.进一步地,所述第二皮带轴一侧与调速电机连接。
11.进一步地,所述支撑架包括置于地面的两根的固定杆,两根所述固定杆相互平行,所述固定杆与所述转动皮带的前进方向平行,两根所述固定杆上均设置有工子型支架,工字型支架包括第一竖杆和第二竖杆,所述第一竖杆中部与横杆一端连接,所述第二竖杆中部与横杆另一端连接,所述第一竖杆的一端固定在固定杆的中部,所述第二竖杆的一端固定在远离所述废纸边储存箱的固定杆的一端,所述第一竖杆的另一端固定在所述传送台的中部,所述第二竖杆的另一端固定在所述传送台靠近第二皮带轴的一端。
12.进一步地,所述第一竖杆的另一端设置有滑槽,通过螺钉穿过滑槽将所述第一竖杆的另一端固定在所述传送台上。
13.进一步地,两个所述工字型支架的之间固定有连接杆,所述连接杆两端分别固定在两个所述工字型支架的中部,所述连接杆上设置有升降调节轮,用于调节所述传送台的高度。
14.进一步地,所述传送台的平面比输纸台平面低。
15.本实用新型的有益效果在于:
16.本实用新型的转动皮带的运行速度比柔印机组的柔印纸的输出速度块印刷速度快10m/min,当成品经过柔印机组的输纸台向废边剔除装置输送时,由于废纸宽度只有9.35mm,在重力和惯性的作用下便掉落在废纸边储存箱中,而柔印成品在传送方向上的长度为101mm,在自身长度和传送惯性的作用下,可以顺利到达废边剔除装置的传送皮带,在压纸从动辊的作用下,整齐得在转动皮带进行传动,最终可在第二皮带轴的位置顺利完成柔印成品的收纸,大大提高了柔印成品收纸的效率。
附图说明
17.附图1为印刷产品分切前俯视图;
18.附图2为柔印机组整体结构示意图;
19.附图3为柔印分切装置收纸俯视图;
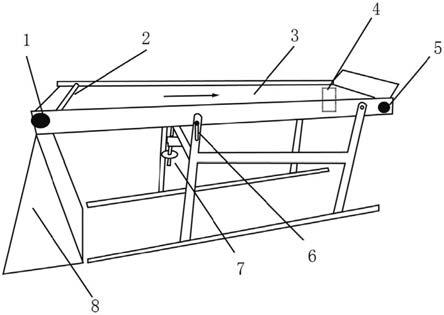
20.附图4为本实用新型一种柔印收纸废边自动剔除装置的整体结构示意图;
21.附图5为本实用新型一种柔印收纸废边自动剔除装置安装在柔印机组的结构示意图;
22.附图6为本实用新型一种柔印收纸废边自动剔除装置中废边剔除关键部位结构的局部放大图。
23.附图标记:1、印刷纸张;2、第一出血边;3、第二出血边;4、废纸边;5、放卷装置;6、柔印印刷单元;7、凹凸装置;8、分切装置;9、输纸台;10、收纸装置;11、商标成品;12、第一皮带轴;13、压纸从动辊;14、转动皮带;15、调速电机;16、第二皮带轴;17、滑槽;18、升降调节轮;19、废纸边储存箱;20、固定杆;21、第二竖杆;22、横杆;23、第一竖杆;24、废边剔除装置;25、输纸台传送皮带;26、输纸台皮带轴;27、裁切好的成品;28、传送台。
具体实施方式
24.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
25.附图1为印刷产品分切前俯视图,印刷产品包括印刷纸张1、第一出血边2、第二出血边3以及废纸边4。印刷产品经过附图2的柔印机组中最终是要获得去除废纸边4的印刷成品,如图3所示,经过分切装置8的印刷成品包括商标成品11和待手工去除的废纸边4在柔印机组里面印刷后的印刷产品,经过凹凸装置7进行凹凸工序,和分切装置8进行分切成品后,经过输纸台9导送到收纸装置10在收纸装置10上面。在此过程中废纸边4被裁剪,最终与印刷成品一起落附图2中柔印机组的收纸装置10,造成印刷成品与废纸边4混在一起,需要人工将废纸边4分离,影响收纸效率。通过将本实用新型的一种柔印收纸废边自动剔除装置替换掉附图2中收纸装置10,能够实现从印刷成品中高效分离废纸边4,提供印刷成品的收纸效率。
26.一种柔印收纸废边自动剔除装置,如图4所示,包括柔印机组和废边剔除装置24,废边剔除装置24包括传送台28,传送台28底部设置有支撑架,传送台28紧靠于柔印机组的输纸台9一侧,传送台28的进纸端与输纸台9的出纸端无接触连接,传送台28的进纸端与输纸台9的出纸端之间的缝隙下设置有废纸边储存箱8,废纸边储存箱8固定在传输台的一端,废纸边储存箱8用于存放废纸边4;
27.传送台28靠近输纸台9的一端设置有第一皮带轴12,远离输纸台9的另一端设置有第二皮带轴16,转动皮带14安装在第一皮带轴12和第二皮带轴16上,第一皮带轴12带动转动皮带14转动。
28.靠近传送台28的进纸端且位于转动皮带14上方设置有压纸从动辊13,压纸从动辊13与转动皮带14之间的缝隙形成印刷成品的导入口,便于印刷成品的稳定得、按顺序得、整齐得随着转动皮带14移动。
29.进一步地,如图5所示,柔印机组包括放卷装置5,放卷装置5上放置有柔印卷纸,放卷装置5的出纸端与柔印印刷单元6的进纸端连接,柔印印刷单元6的出纸端与凹凸装置7的进纸端连接,凹凸装置7的出纸端与分切装置8的进纸端连接,分切装置8的出纸端与输纸台9连接。放卷装置5转动带动柔印卷纸进入柔印印刷单元6,通过柔印印刷单元6印刷后获得印刷成品,印刷成品经过经过凹凸装置7进行凹凸工序,和分切装置8进行分切成品后,经过输纸台9导送到废边剔除装置24上上面,最终通过柔印收纸废边自动剔除装置自动完成废纸边4剔除工序与印刷成品收纸工序。
30.进一步地,支撑架包括置于地面的两根的固定杆20,两根固定杆20相互平行,固定杆20与转动皮带14的前进方向平行,两根固定杆20上均设置有工子型支架,工字型支架包括第一竖杆23和第二竖杆21,第一竖杆23中部与横杆22一端连接,第二竖杆21中部与横杆22另一端连接,第一竖杆23的一端通过螺钉固定在固定杆20的中部,第二竖杆21的一端通过螺钉固定在远离废纸边储存箱8的固定杆20的一端,第一竖杆23的另一端通过紧固螺丝固定在传送台28的中部,第二竖杆21的另一端通过螺钉固定在传送台28靠近第二皮带轴16的一端。工字型支架的直立角度可调节,使传送台28向第二皮带轴16方向倾斜,便于印刷成品传动,同时便于传送台28调节高度。
31.进一步地,第一竖杆23的另一端设置有滑槽17,通过紧固螺丝穿过滑槽17将第一竖杆23的另一端固定在传送台28上。
32.进一步地,两个所述工字型支架的之间固定有连接杆,所述连接杆两端分别固定在两个所述工字型支架的中部,所述连接杆上设置有升降调节轮18,用于调节所述传送台
28的高度。
33.进一步地,第二皮带轴16一侧与调速电机15连接。
34.进一步地,所述传送台28的平面比输纸台9平面低。
35.调节传送台28调节高度的方法为:首先松开滑槽17上的紧固螺丝,通过升降调节轮18调整传送台28的高度,调整后再拧紧紧固螺丝上的螺钉。
36.输纸台9皮带轴的边沿离第一皮带轴12的边沿距离20mm,这个可以通过手动移动废边剔除装置24来完成,同时调节废边剔除装置24上的升降调节轮18,使输纸台9皮带轴和皮带轴1的中心距离约15mm,位置调节后紧固废边剔除装置24上滑槽17上面的紧固螺丝,将传送台28位置固定。
37.使用柔印收纸废边自动剔除装置进行剔除废纸边4的原理为:
38.在印刷开机前,先将废边剔除装置24上的调速电机15启动,节调速电机15使转动皮带14的速度比柔印机组的印刷速度快10m/min。调速电机15带动第二皮带轴16转动,进而带动转动皮带143转动;接着将印刷成品的始端引入到并穿过压动从动辊与转动皮带14之间的空隙,使印刷成品在皮带上传动。当成品经过柔印机组的输纸台9向废边剔除装置24输送时,由于废纸边4宽度只有9.35mm,其宽度远小于输纸台9与传送台28之间的空隙,在重力和惯性的作用下便掉落在废纸边储存箱8中,而成品传送方向上长度为101mm,在自身长度和传送惯性的作用下,可以顺利到达废边剔除装置24的传送皮带,在压纸从动辊13的作用下,整齐得在转动皮带14上进行传动,最终可在第二皮带轴16的位置顺利完成柔印成品的收纸,大大提高了柔印成品收纸的效率。
39.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型权利要求的保护范围之内。