1.本技术属于太阳能工艺设备技术领域,具体涉及一种太阳能电池工艺设备及丝网印刷网版。
背景技术:
2.生产晶体硅太阳能电池关键步骤之一是在硅片的正面和背面制造非常精细的电路,将光生电子导出电池。这个金属镀膜工艺通常由丝网印刷技术来完成,即将含有金属的导电浆料透过丝网网孔压印在硅片上形成电路或电极。典型的晶体硅太阳能电池从头到尾整个生产工艺流程中需要进行多次丝网印刷步骤。因此丝网印刷网版的可靠性关系到太阳能电池的生产效率。
3.相关技术中,为了使丝网印刷网版的印刷精度更高,丝网印刷网版上采用窄线径的经线,并提高经线的目数,但是窄线径的经线的会导致经线的结构强度降低,容易在印刷过程中发生经线断裂的状况,从而影响太阳能电池工艺的效率。
技术实现要素:
4.本技术实施例的目的是提供一种太阳能电池工艺设备及丝网印刷网版,能够解决丝网印刷网版中经线易断裂的问题。
5.为了解决上述技术问题,本技术是这样实现的:
6.第一方面,本实用新型公开了一种丝网印刷网版,包括:框体、聚酯网部和印刷部,
7.其中,所述框体具有第一开口,所述聚酯网部设置于所述第一开口内,所述聚酯网部具有第二开口,所述印刷部设置于所述第二开口内,所述聚酯网部邻近所述框体的部分设置有第一连接区域,所述印刷部邻近所述聚酯网部的部分设置有第二连接区域,所述第一连接区域的硬度小于所述第二连接区域的硬度。
8.第二方面,本实用新型提供了一种太阳能电池工艺设备,包括上述的丝网印刷网版。
9.相较于现有技术,本技术实施例公开的丝网印刷网版,通过在框体上设置第一开口使得聚酯网部可安装于框体内,并且聚酯网部与框体固定连接,通过在聚酯网部上设置第二开口使得印刷部可设置在聚酯网部内,并使印刷部与聚酯网部固定连接,第二连接区域的硬度和强度俱佳,使得印刷部和聚酯网部具有稳定且可靠的连接效果,能够防止在印刷过程中印刷部受到刮刀的挤压导致印刷部和聚酯网部断裂。印刷部受到刮刀的压力会导致聚酯网部处于紧绷状态,并且聚酯网部内部应力增大,第一连接区域的质地相对第二连接区域的质地较软,且强度较弱使得聚酯网部的内部增大的应力能够第一连接区域释放,从而防止聚酯网部断裂。
附图说明
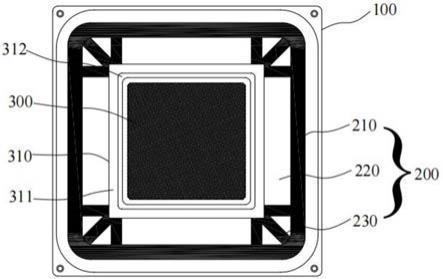
10.图1为本技术实施例公开的丝网印刷网版的整体结构示意图。
11.附图标记说明:
12.100-框体,
13.200-聚酯网部,210-第一连接区域,220-第三连接区域,230-延伸区域,
14.300-印刷部,310-第二连接区域,311-第四连接区域,312-乳剂区域。
具体实施方式
15.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
16.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
17.以下结合附图,详细说明本技术实施例公开的技术方案。
18.请参考图1,本技术实施例公开了一种丝网印刷网版,其包括框体100、聚酯网部200和印刷部300。该丝网印刷网版可以应用于太阳能电池工艺设备中。
19.上述的框体100是丝网印刷网版的基础构件,框体100能够为丝网印刷网版的至少部分其他部件提供安装基础,因此框体100可采用结构强度较好且质地较轻的材料制成,例如铝,因此,框体100可以为铝框结构。具体的,框体100可通过多个条形结构件焊接而成。框体100上设置有第一开口,聚酯网部200设置在第一开口处,聚酯网部200的外侧边缘与框体100的内侧固定连接。聚酯网部200是由多根经线编织相交而形成的网状结构件,因此,可通过在框体100内设置与经线配合的连接结构使得聚酯网部200可固定于框体100,具体的,可通过将聚酯网部200的边缘压设在框体100内,或是在框体100内设置可使经线缠绕的固定件,对此,本技术不作限制。
20.聚酯网部200设置有第二开口,印刷部300可设置于第二开口内,印刷部300的外侧边缘与聚酯网部200的内侧边缘固定,从而使得印刷部300可固定于第二开口内。印刷部300可采用多根钢丝编织相交形成,并且多根钢丝之间具有间隙,在印刷过程中,浆料能够通过钢丝之间的间隙印刷到待加工件上,因此,为了使印刷效果更为精细,印刷部300的钢丝的目数较多。钢丝的目数越多,相应的,通过丝网印刷网版印刷的电路更为精细复杂。
21.聚酯网部200邻近框体100的部分设置有第一连接区域210,聚酯网部200和框体100的连接处在第一连接区域210内,印刷部300邻近聚酯网部200的部分设置有第二连接区域310,印刷部300和聚酯网部200的连接处在第二连接区域310内,第一连接区域210的硬度小于第二连接区域310的硬度,第二连接区域310具有较强的硬度和强度使得印刷部300和聚酯网部200的连接稳定性和可靠性较好。丝网印刷网版在印刷过程中刮刀会接触挤压印刷部300,使得与印刷部300连接的聚酯网部200处于紧绷状态,进而使得聚酯网部200的内部应力增大,第一连接区域210的质地相对较软,使得聚酯网部200内增大的应力能够在第
一连接区域210释放,从而防止聚酯网部200因应力增大而断裂,进而使得本技术实施例公开的丝网印刷网版的可靠性更好。
22.本技术实施例公开的丝网印刷网版,通过设在框体100上设置第一开口使得聚酯网部200可安装于框体100内,并且聚酯网部200与框体100固定连接,通过在聚酯网部200上设置第二开口使得印刷部300可设置在聚酯网部200内,并使印刷部300与聚酯网部200固定连接,第二连接区域210的硬度较硬且强度更强,使得印刷部300和聚酯网部200具有稳定且可靠的连接效果,能够防止印刷过程中印刷部300受到刮刀的挤压导致印刷部300和聚酯网部200断裂。印刷部300受到刮刀的压力会导致聚酯网部200处于紧绷状态,进而使聚酯网部200内部应力增大,第一连接区域310的质地相对第二连接区域210较软,且强度较弱,使得聚酯网部200的内部增大的应力能够在第一连接区域310释放,从而防止聚酯网部200断裂。
23.可选的,第一连接区域210涂覆有第一热熔胶,第一热熔胶涂覆于第一连接区域210后能够使聚酯网部200的外边缘与框体100固定连接,从而将聚酯网部200固定在框体100的第一开口。同时第一热熔胶还能够封堵于第一连接区域210处的经线之间的间隙,使得第一热熔胶与第一连接区域210形成整体结构,防止在印刷过程中浆料透过第一连接区域210而影响待加工件。第二连接区域310涂覆有第二热熔胶,第二热熔胶涂覆于第二连接区域310能够使印刷部300的外边缘和聚酯网部200的内侧边缘固定连接,从而将印刷部300固定在聚酯网部200的第二开口。同时第二热熔胶还能够封堵于第二连接区域310处的经线之间的间隙,使得第二热熔胶与第二连接区域310形成整体结构,防止在印刷过程中浆料透过第二连接区域310而影响待加工件。
24.由于聚酯网部200自身的硬度和强度都较弱,因此第一连接区域210和第二连接区域310的硬度和强度与该区域的热熔胶的特性相关,因此,可设置第一热熔胶固化后的硬度小于第二热熔胶固化后的硬度,从而能够使第一连接区域210的硬度小于第二连接区域310的硬度。
25.在涂覆第一热熔胶时,需要先将第一热熔胶加热使其熔化,再将熔融状态的第一热熔胶涂覆于第一连接区域210,同理,在涂覆第二热熔胶时,需要先将第二热熔胶加热使其熔化,再将熔融状态的第二热熔胶涂覆于第二连接区域310,由于热熔胶在熔化的过程中热熔胶内的部分有机物会受热而挥发,这样会导致热熔胶固化后硬度较硬。
26.因此,可选的,第一热熔胶可通过半热熔工艺涂覆于第一连接区域210,具体的,第一热熔胶涂覆于第一连接区域210时可使其熔化工序和涂覆工序同时进行,达到边熔化边涂覆的目的,这样能够减少第一热熔胶挥发的有机物的量,使得第一热熔胶固化后质地相对较软。第二热熔胶可通过全热熔工艺涂覆于第二连接区域310,具体的,可将第二热熔胶完全熔化后再使第二热熔胶涂覆于第二连接区域310,这样第二热熔胶在熔化过程中部分有机物挥发会使得第二热熔胶固化后质地较硬,从而使得第二连接区域310的硬度较硬,进而使得印刷部300和聚酯网部200具有稳定且可靠的连接效果。
27.可选的,为了使聚酯网部200具有更好的密封效果和更好的强度,可在聚酯网部200上处于第一连接区域210和第二连接区域310之间的部分通过全热熔工艺涂覆第二热熔胶,以形成第三连接区域220,这样能够使第三连接区域220内的聚酯网部200的经线之间的间隙被封堵,从而能够防止浆料从第三连接区域220内透过而影响待加工件的加工精度。由于第三连接区域220与第二连接区域310都是通过全热熔工艺将第二热熔胶涂覆于聚酯网
部200,因此,第二连接区域310和第三连接区域220可以是一体结构。
28.可选的,为了更进一步释放聚酯网部200处于紧绷状态而增大的内部应力,第一连接区域210背向框体100的一侧可设置延伸区域230,延伸区域230的一端连接于第一连接区域210,延伸区域230的另一端延伸至印刷部300,延伸区域230与第一连接区域210的材质和特性相同,从而使得延伸区域230能够更进一步地释放聚酯网部200内部的应力。延伸区域230可以与第一连接区域210为一体结构,这样在制备丝网印刷网版时可通过涂覆第一热熔胶使得第一连接区域210和延伸区域230一次成型。当然,第一连接区域210和延伸区域230也可以是分体式结构,这样在制备丝网印刷网版时可通过先涂覆第一热熔胶形成第一连接区域210后,再次涂覆第二热熔胶以形成延伸区域230。对此,本技术不作限制。
29.本技术实施例中,框体100的第一开口的外形为矩形,印刷部300的第二开口的外形也为矩形,相应的,聚酯网部200的外侧边缘也是矩形状,因此,聚酯网部200中处于第一开口的边角处的部分的应力更为集中,相应的,聚酯网部200中处于第二开口处的边角处的部分的应力也更为集中。延伸区域230的一端设置于第一开口的边角处,延伸区域230的另一端设置于第二开口的边角处,具体的,延伸区域230的一端连接于第一开口边角处的第一连接区域210,延伸区域230的另一端连接于第二开口边角处的第二连接区域310,聚酯网部200的边角处的应力能够转移至延伸区域230,延伸区域230能够分散聚酯网部200处于第一开口边角处和第二开口边角处的应力,从而能够更进一步地使聚酯网部200与框体100和印刷部300的连接效果稳定可靠。
30.延伸区域230连接的第一开口处的边角和第二开口处的边角可以是最接近的两个边角,这样能够避免延伸区域230的面积过大,使得聚酯网部200具有较好的结构强度。
31.为了使延伸区域230分散聚酯网部200的应力的效果更好,延伸区域230可设置多个,除了将第一开口边角和第二开口边角连接的延伸区域230,其他的延伸区域230可设置在上述的延伸区域230的两侧,并且多个延伸区域230都集中于边角处,且多个延伸区域230之间具有间隙。
32.可选的,印刷部300的外侧边缘与至少部分聚酯网部200搭接形成第二连接区域310,第二连接区域310内印刷部300和聚酯网部200重叠设置,因此,将印刷部300和聚酯网部200连接时是通过向两者的搭接处涂覆第二热熔胶。通过将印刷部300和至少部分聚酯网部200搭接能够增大印刷部300和聚酯网部200的接触面积,使得两者的连接可靠性更好。
33.至少部分第二连接区域310上涂覆有第一热熔胶以形成第四连接区域311,第四连接区域311上的第一热熔胶也是通过半热熔工艺涂覆于第四连接区域311,因此第四连接区域311的质地相对第二连接区域310较软,通过设置第四连接区域311能够使得聚酯网部200与印刷部300连接处的应力也能够释放。第一连接区域210和第四连接区域311分设在聚酯网部200的外侧和内侧能够使得聚酯网部200的两侧的应力都能够得到释放。
34.为了使第四连接区域311释放聚酯网部200的应力的效果更好,第四连接区域311可相对于第二连接区域310靠近印刷部300。
35.可选的,第一开口的边角和第二开口的边角都设置为圆角,相应的,聚酯网部200的外侧边缘的边角和内侧边缘的边角都为圆角,这样能够更进一步地缓解聚酯网部200的边角处应力集中的问题。
36.应注意的是,印刷部300表面可通过乳剂形成图形设计区域,即为参与丝网印刷过
程且在丝网印刷之后可以形成一定图形的区域,并且印刷部300的边缘不需要参与丝网印刷的区域也涂覆有乳剂,乳剂可堵塞印刷部300中的网孔间隙,以形成乳剂区域312,乳剂区域312与第二连接区域310相邻。通过设置乳剂区域312可以对印刷部300中的钢丝起到保护的作用,以延长印刷部300的使用寿命。
37.在生产制备上述的丝网印刷网版时,可通过下列步骤实现:
38.将聚酯网部200的外侧边缘对接于框体100的内侧边缘,在聚酯网部200和框体100的连接处通过半热熔工艺涂覆第一热熔胶,以形成第一连接区域210;
39.将印刷部300的外侧边缘对接于聚酯网部200的内侧边缘,在印刷部300和聚酯网部200的连接处通过全热熔工艺涂覆第二热熔胶,以形成第二连接区域310;
40.在聚酯网部200上处于第一连接区域210和第二连接区域310的部分通过全热熔工艺涂覆第二热熔胶,以形成第三连接区域220;
41.将部分第三连接区域220和部分第二连接区域310的挖空,以形成第一挖空区域,在第一挖空区域内通过半热熔工艺涂覆第一热熔胶以形成延伸区域230,延伸区域230将第一连接区域210和印刷部300连接;
42.将部分第二连接区域310挖空,以形成第二挖空区域,在第二挖空区域内通过半热熔工艺涂覆第一热熔胶以形成第四连接区域311,第四连接区域311围设于印刷部300,且与延伸区域230连接。
43.基于上述的丝网印刷网版,本技术实施例还公开了一种太阳能电池工艺设备,包括上述的丝网印刷网版。
44.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。