1.本发明涉及航空装备技术领域,具体涉及一种飞机座舱盖骨架通条穿入牵引装置及牵引方法。
背景技术:
2.飞机座舱盖是飞机救生系统的重要组成部分,飞行时,座舱盖玻璃除承受外部时刻变化的气动压力外,还承受座舱内部载荷,载荷全部作用于座舱盖骨架通条上,因此通条是否能有效穿入座舱盖骨架孔内是座舱盖修理的关键技术要求,穿偏易导致座舱盖玻璃、金属骨架、涤丝带损伤,造成座舱失、泄密等问题,严重时能导致座舱玻璃爆破等严重后果,危及飞行和生命安全。
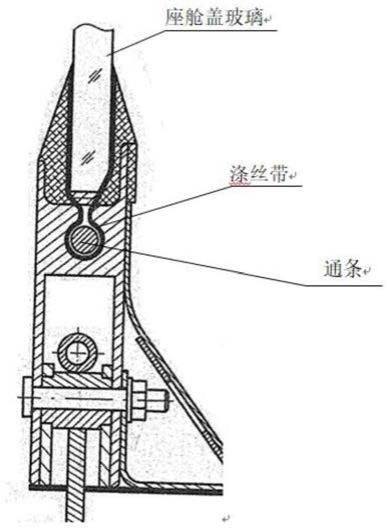
3.座舱盖通条与骨架连接形式见图1。
4.如图1所示截面图,座舱盖玻璃上粘接涤丝带,在修理时需将通条穿入涤丝带内,通过涤丝带连接通条与座舱盖玻璃。现直接使用装机需装飞机使用通条穿入涤丝带,在通条上涂润滑脂,多人配合用力穿入的方法实现。
5.首先涤丝带为软性材料,放入骨架内形状不固定,通条穿入时阻力大,直接穿入困难;
6.其次通条材料为铝合金,长度约1m,直径约7.5mm,抗变形能力差,在穿入时易产生变形导致难穿、穿偏;
7.通条前端为圆锥形,穿偏易损伤金属骨架、涤丝带,且该部位为不可视区,损伤难以发现,为飞机飞行埋下安全隐患,可引发飞行事故。
8.因此目前急需一种能在座舱盖通条穿入时起过渡、导向、牵引作用的装置,便于座舱盖通条的穿入。
技术实现要素:
9.有鉴于此,本发明提供了一种飞机座舱盖骨架通条穿入牵引装置及牵引方法,用本发明所述装置能在座舱盖通条穿入时起过渡、导向、牵引作用,保证座舱盖骨架通条的有效穿入,避免损伤座舱盖玻璃、金属骨架、涤丝带,提高飞机修理质量,提高工作效率。
10.为达到上述目的,本发明的技术方案为:一种飞机座舱盖骨架通条穿入牵引装置,牵引装置包括五种直径的牵引工具,即直径分别为3mm、4mm、5mm、6mm和7mm的五种牵引工具。
11.每种牵引工具结构相同,均由圆锥头、直杆以及圆锥窝一体化组成。
12.其中圆锥头设置于直杆的一端,圆锥窝设置于直杆的另一端。
13.圆锥头为圆锥形,圆锥头中心线与直杆中心线共线。
14.圆锥头表面制险丝孔,保险丝孔自圆锥头中部向直杆过渡,保险丝孔中心线与直杆中心线呈30度夹角。
15.圆锥窝位于直杆内,圆锥窝中心线与直杆中心线共线。
16.进一步地,牵引装置的总长度为1200mm。
17.进一步地,圆锥头长5mm。
18.进一步地,圆锥窝位于直杆内深5mm。
19.进一步地,圆锥头表面制保险丝孔。
20.本发明另外一个实施例还提供了一种飞机座舱盖骨架通条穿入牵引装置的牵引方法,飞机座舱盖骨架需装机穿入通条时,包括如下步骤:
21.先使用0.8mm保险丝穿入3mm牵引工具的圆锥头保险丝孔内,保险丝两端头穿入座舱盖骨架孔内,使用保险丝牵引至3mm牵引工具完全穿入座舱盖骨架孔内。
22.将4mm牵引工具的圆锥头顶入3mm牵引工具的圆锥窝内,顶出3mm牵引工具。
23.将5mm牵引工具的圆锥头顶入4mm牵引工具的圆锥窝内,顶出4mm牵引工具。
24.将6mm牵引工具的圆锥头顶入5mm牵引工具的圆锥窝内,顶出6mm牵引工具;
25.将7mm牵引工具的圆锥头顶入6mm牵引工具的圆锥窝内,顶出6mm牵引工具。
26.将装机使用的通条尖端顶入7mm牵引工具的圆锥窝内,顶出7mm牵引工具,即可将通条穿入座舱盖骨架孔内。
27.有益效果:
28.本发明的目的在于提供一种飞机座舱盖骨架通条穿入牵引装置,采用本发明所述装置能在座舱盖通条穿入时起过渡、导向、牵引作用,保证座舱盖骨架通条的有效穿入,避免损伤座舱盖玻璃、金属骨架、涤丝带,提高飞机修理质量,提高工作效率。
29.本装置采用直径3mm逐级过渡至直径7mm的方式,能够校正涤丝带位置和形状,减少通条穿入时的阻力;
30.本装置前端设置保险丝孔,穿入保险丝在前端拉拽通条,能起到良好的导向作用;
31.本装置后端设置圆锥窝,在穿入通条时能有效起到牵引作用,防止通条穿偏。
附图说明
32.图1为座舱盖通条与骨架连接形式示意图。
33.图2为图1为本发明所述装置的外形结构示意图;。
34.其中,1-,2-图中,d为牵引工具直径,当时,为3mm牵引工具;当时,为4mm牵引工具;当时,为5mm牵引工具;当时,为5mm牵引工具;当时,为6mm牵引工具,当时,为7mm牵引工具;6—圆锥头;7—直杆;8—圆锥窝;9—保险丝孔。
具体实施方式
35.下面结合附图并举实施例,对本发明进行详细描述。
36.一种飞机座舱盖骨架通条穿入牵引装置,装置包括:
37.3mm牵引工具、4mm牵引工具、5mm牵引工具、6mm牵引工具、7mm牵引工具,以上区别在于直径d不同。
38.其中,各规格牵引工具分圆锥头6、直杆7、圆锥窝8三部分,三部分整体加工制成,每种规格长度均为1200mm。
39.圆锥头6长5mm,圆锥头6中心线与直杆7中心线共线,圆锥头6制保险丝孔9,保险丝孔9自圆锥头6中部向直杆7过渡,保险丝孔9中心线与直杆7中心线呈30度夹角;
40.圆锥窝8深5mm,圆锥窝8中心线与直杆7中心线共线。
41.1、将保险丝穿入3mm牵引工具的圆锥头6保险丝孔9内,保险丝两端头穿入座舱盖骨架孔内,使用保险丝牵引至3mm牵引工具穿入座舱盖骨架孔内;
42.2、将4mm牵引工具的圆锥头6顶入3mm牵引工具的圆锥窝8内,缓慢顶出3mm牵引工具,以此类推,直至将需装机尺寸的座舱盖通条穿入座舱盖骨架孔内;
43.3、可根据实际情况选用第一种规格的牵引工具,然后逐级加大直至将装机尺寸的座舱盖通条穿入座舱盖骨架孔内。
44.本发明的目的在于提供一种飞机座舱盖骨架通条穿入牵引装置,采用本发明所述装置能在座舱盖通条穿入时起过渡、导向、牵引作用,保证座舱盖骨架通条的有效穿入,避免损伤座舱盖玻璃、金属骨架、涤丝带,提高飞机修理质量,提高工作效率。
45.如图2所示,当飞机座舱盖骨架需装机穿入通条时,需先使用0.8mm保险丝穿入3mm牵引工具的圆锥头6保险丝孔9内,保险丝两端头穿入座舱盖骨架孔内,使用保险丝牵引至3mm牵引工具完全穿入座舱盖骨架孔内;
46.将4mm牵引工具的圆锥头6顶入3mm牵引工具的圆锥窝8内,缓慢顶出3mm牵引工具;
47.将5mm牵引工具的圆锥头6顶入4mm牵引工具的圆锥窝8内,缓慢顶出4mm牵引工具;
48.将6mm牵引工具的圆锥头6顶入5mm牵引工具的圆锥窝8内,缓慢顶出6mm牵引工具;
49.将7mm牵引工具的圆锥头6顶入6mm牵引工具的圆锥窝8内,缓慢顶出6mm牵引工具;
50.将装机使用的通条尖端顶入7mm牵引工具的圆锥窝8内,缓慢顶出7mm牵引工具,即可将通条穿入座舱盖骨架孔内;
51.可根据实际情况调整第一次穿入牵引工具的直径,步骤同上。
52.综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。