1.本实用新型涉及工装夹具技术领域,具体涉及一种压气机转子叶片用的工装夹具。
背景技术:
2.航空发动机作为飞机的心脏,被誉为现代工业“皇冠上的明珠”,而压气机转子叶片作为发动机的核心为航空发动机的性能提供有力保障。目前,在加工压气机转子叶片装夹燕尾形榫头时,广泛采用平口虎钳直接装夹,因为直接用平口虎钳装夹接触面少,限制的自由度少,且无法做到重复定位,在数控加工中,容易造成装夹不稳,并且在批量生产中每件零件都要找中心,大大浪费了时间,也给加工的稳定性带来极大的影响。为此设计了一种压气机转子叶片用的工装夹具,以提高装夹的稳定性同时实现多型号转子叶片的装夹,实现可重复装夹定位的目的,提高生产效率。
技术实现要素:
3.本实用新型的目的在于提供一种压气机转子叶片用的工装夹具,以解决现有装夹稳定性和生产效率较低以及无法准确装夹定位的问题。
4.本实用新型解决上述技术问题的技术方案如下:
5.一种压气机转子叶片用的工装夹具,包括:第一装夹座、第二装夹座和锁紧组件,第一装夹座与第二装夹座并排设置;
6.第一装夹座的顶部靠近第二装夹座的边缘设置有装夹凹槽,装夹凹槽与第二装夹座形成装夹腔,用于装夹转子叶片的燕尾形榫头,锁紧组件包括垫块和紧固螺栓,垫块设置在装夹凹槽的内部并在装夹腔的延伸方向与装夹腔的侧壁滑动配合,紧固螺栓穿过第一装夹座并与垫块连接。
7.采用上述技术方案的有益效果为:通过将装夹凹槽与第二装夹座之间形成一个装夹腔,使压气机转子叶片的燕尾形榫头装夹在装夹腔中,而垫块设置在装夹凹槽中,并且垫块与紧固螺栓连接,使垫块在紧固螺栓的作用下将燕尾形榫头压紧在装夹凹槽中,其装夹过程简便,稳定牢靠,并且能够实现一次性装夹以及定位,极大提高生产效率。
8.压气机转子叶片的装夹过程为:将紧固螺栓设置在第一装夹座上,并在装夹凹槽内部与垫块连接;然后将压气机转子叶片的燕尾形榫头从第一装夹座的端部卡入装夹凹槽中;再拧紧紧固螺栓,使垫块将燕尾形榫头压紧;然后将第二装夹座安装在第一装夹座上设有装夹凹槽的一侧,将燕尾形榫头沿第一第二装夹座的纵向上进行压紧,装夹完成。
9.进一步地,上述第一装夹座和第二装夹座的横截面均呈凸型结构,第二装夹座和第一装夹座纵向并排设置。
10.采用上述技术方案的有益效果为:通过将第一第二装夹座均设置成凸型结构,使装夹凹槽设置在凸型结构处,便于紧固螺栓穿过第一装夹座与垫块连接,并使装夹凹槽与第二装夹座之间形成用于装夹燕尾形榫头的装夹腔。
11.进一步地,上述装夹凹槽一端顶部设置有向装夹凹槽的内部延伸的凸起,紧固螺栓贯穿设置在装夹凹槽远离凸起的一端。
12.采用上述技术方案的有益效果为:通过凸起向装夹凹槽内部设置,使燕尾形榫头与凸起接触,而将垫块设置在与凸起相对的一侧,使垫块在紧固螺栓的作用下将燕尾形榫头压紧在装夹腔中。
13.进一步地,上述凸起靠近装夹凹槽内部的一侧呈弧形。
14.采用上述技术方案的有益效果为:通过在凸起的一侧设置成弧形,使凸起与燕尾形榫头紧密接触,并且能够匹配不同型号的压气机转子叶片,将其稳定地装夹在该工装夹具上。
15.进一步地,上述垫块设置有压紧斜面,压紧斜面设置在远离垫块与紧固螺栓连接的一侧,并且压紧斜面朝向装夹凹槽的底部。
16.采用上述技术方案的有益效果为:通过将垫块的压紧斜面朝向装夹凹槽的底部,使压紧斜面能够与燕尾形榫头紧密接触,在紧固螺栓的作用下使垫块将压气机转子叶片装夹稳定。
17.进一步地,上述紧固螺栓的尾部伸入到垫块内并与垫块转动配合。
18.采用上述技术方案的有益效果为:通过在紧固螺栓的尾部伸入到垫块的内部,使紧固螺栓能够与垫块发生相对运动,使紧固螺栓在第一装夹座上沿其横向滑动时,使垫块在装夹腔中移动,并将燕尾形榫头夹紧在装夹腔中。
19.本实用新型具有以下有益效果:
20.1、本实用新型结构简单,装夹便捷,能够有效解决现有装夹的稳定性和生产效率低的问题,以及重复装夹后定位不准确等问题。
21.2、本实用新型第一装夹座上的装夹凹槽与第二装夹座形成的装夹腔,使燕尾形榫头能够稳定地装夹在该装夹腔中。
22.3、本实用新型的垫块设置在装夹凹槽中,使垫块将放置与装夹腔中的燕尾形榫头稳定地装夹在装夹腔中。
附图说明
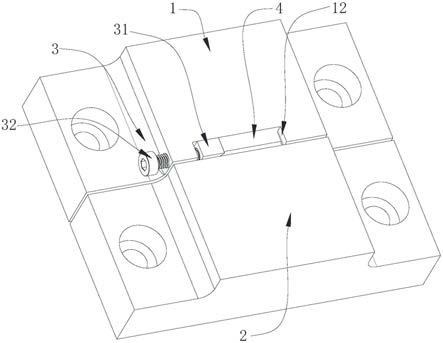
23.图1为本实用新型的工装夹具的结构示意图;
24.图2为本实用新型的第一装夹座的结构示意图;
25.图3为本实用新型的垫块的结构示意图;
26.图4为本实用新型的压气机转子叶片与工装夹具的装夹结构示意图。
27.图中:1-第一装夹座;2-第二装夹座;3-锁紧组件;4-装夹腔;11-装夹凹槽;12-凸起;31-垫块;32-紧固螺栓;311-压紧斜面。
具体实施方式
28.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
29.实施例
30.请参照图1和图4,一种压气机转子叶片用的工装夹具,包括第一装夹座1以及和第
一装夹座1并排设置的第二装夹座2,第一装夹座2沿第一装夹座1的纵向设置,并在第一装夹座1和第二装夹座2之间设置有装夹腔4,装夹腔4中设置有紧固组件3,紧固组件3包括垫块31与垫块31连接的紧固螺栓32,垫块31设置在装夹腔4内部,而紧固螺栓32穿过第一装夹座1后与垫块31连接。通过第一装夹座1和第二装夹座2并排设置并形成一个装夹腔4,使压气机转子叶片的燕尾形榫头放置在该装夹腔4中,而在装夹腔4中设置的垫块31将燕尾形榫头稳定地装夹在该装夹腔4中,便于后续对压气机转子叶片进行加工。
31.请参照图1和图2,第一装夹座1和第二装夹座2均为凸型结构,第一装夹座1顶部一侧靠近第二装夹座2的边缘设置有装夹凹槽11,装夹凹槽11与第二装夹座2之间形成一个装夹腔4,装夹凹槽11一端顶部设置有向装夹凹槽内部延伸的凸起12,装夹凹槽11的另一端设置有与紧固螺栓32相配合的螺纹通孔,使紧固螺栓32在第一装夹座1上螺纹连接,进而使紧固螺栓32的延伸方向与装夹腔4的延伸方向一致,从而带动垫块31在装夹腔4中滑动,使燕尾形榫头能够稳定地装夹在装夹腔4中。
32.第二装夹座2与第一装夹座1的连接面为平头结构,并且第二装夹座2的横截面同样也为凸型结构,使第一装夹座1上的装夹凹槽11与第二装夹座2之间能够形成装夹腔4,用于装夹压气机转子叶片,防止压气机转子叶片在加工的时候出现沿第一第二装夹座纵向滑动的现象。
33.紧固螺栓32的端部为光滑连接杆,而垫块31上设置有与紧固螺栓32端部的光滑连接杆相配合的沉孔,并且紧固螺栓32的光滑连接杆部分伸入到沉孔中,使紧固螺栓32能够与垫块31发生相对运动,在垫块31与燕尾形榫头接触时,通过拧紧紧固螺栓32使垫块31将燕尾形榫头压紧在装夹腔4中。
34.请参照图3和图4,垫块31包括压紧斜面311,压紧斜面311设置在远离垫块31与紧固螺栓32连接的一侧,并且压紧斜面311朝向装夹凹槽11的底部。通过压紧斜面311与燕尾形榫头接触,在紧固螺栓32沿装夹凹槽11横向移动的过程中,使垫块31将燕尾形榫头压紧在装夹腔4中。
35.压气机转子叶片的装夹过程为:(1)将垫块31放置在装夹凹槽11中,使垫块31的压紧斜面311朝向装夹凹槽11底部,再将紧固螺栓32沿第一装夹座1的横向贯穿设置在呈凸型结构的第一装夹座1上,并且将紧固螺栓32与垫块31连接在一起;(2)将压气机转子叶片的燕尾形榫头从第一装夹座1的横向卡入装夹凹槽11与垫块31之间;(3)拧紧紧固螺栓32,使垫块31将燕尾形榫头沿第一装夹座1的横向压紧,防止压气机转子叶片在加工的时候出现松动的现象;(4)将第二装夹座2沿第一装夹座1纵向延伸方式设置在装夹凹槽11一侧,使燕尾形榫头装夹在有装夹凹槽11和第二装夹座2形成的装夹腔4中,防止燕尾形榫头沿第一第二装夹座的纵向滑动,完成装夹。
36.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。