1.本发明属于精馏分离技术领域,特别涉及一种采用低共熔溶剂萃取精馏分离苯和环己烯的方法。
背景技术:
2.环己酮是制备己内酰胺、己二酸和尼龙66的主要中间体,其次也是高分子聚合物(硝化棉、纤维素等)的理想溶剂,在有机化工、涂料工业等方面应用广泛。环己烯水合法是制取环己酮的新型技术工艺,与传统工艺环己烷氧化法相比具有收率高、氢耗低、安全性高等优点,其工艺流程主要包含三部分:苯在钌基催化剂下进行部分加氢生成环己烯;环己烯和水在zsm-5分子筛作用下水合生成环己醇;环己醇在铜基催化剂下脱氢生成环己酮。在苯部分加氢单元中产物包含大量苯和环己烯混合物,需要分离出纯度大于99.5%的环己烯以用于后续水合反应。因此实现反应液中的环己烯和苯实现高效分离具有重要意义,也是人们长期以来的研究重点。
3.苯和环己烯在大气压下的标准沸点为80.1℃和82.3℃,两种化合物在苯组成为72.13wt%时形成二元最低共沸物,其共沸温度为79.65℃,使用传统分离方法无法将其高效分离。
4.低共熔溶剂是指由氢键受体和氢键供体通过氢键所形成的熔点比各组分都低,且大部分在100℃下呈液体的低共熔混合物。低共熔溶剂作为类离子液体,除了具有离子液体低蒸汽压、良好热稳定性、结构可设计性等优点,还克服了离子液体合成路线复杂、原料昂贵、生物兼容性差等问题。目前,低共熔溶剂已经在分离芳烃/非芳烃及共沸物方面展现了良好的应用前景,可望取代传统有机溶剂(如n,n-二甲基乙酰胺(dmac)、n-甲基吡咯烷酮(nmp)和γ-丁内酯等),以用于实际工业,实现苯和环己烯的高效分离。
技术实现要素:
5.本发明针对苯和环己烯混合物现有分离技术能耗高、污染大、工艺复杂的现状,提供一种采用低共熔溶剂萃取精馏分离苯和环己烯的方法。以低共熔溶剂氯化胆碱:乙酰丙酸(质量比1:2)为萃取剂,实现分离后的环己烯纯度高达99.0%-99.6%,苯的纯度高达99.0%-99.7%;经过闪蒸罐的闪蒸,实现萃取剂回收再利用,萃取剂的回收率高达99.9%-99.99%,回收的萃取剂纯度高达99.9%-99.99%,降低了其分离成本;仅用单塔就实现了二元共沸物中组分的高纯度分离,相较于传统双塔工艺,大幅能耗低且工艺简单易行。
6.本发明的技术方案如下:
7.一种苯和环己烯的分离方法,包括以下步骤:
8.使苯和环己烯的混合物经过萃取精馏分离系统,从而获得富含环己烯的馏分,其中以低共熔溶剂:氯化胆碱和乙酰丙酸的混合物为萃取剂。
9.优选地,所述萃取剂为:氯化胆碱和乙酰丙酸以1:2的质量比混合而成。
10.优选地,所述萃取精馏分离系统包括萃取精馏塔和闪蒸罐,苯和环己烯混合物从
萃取精馏塔的中部进入塔内,萃取剂从萃取精馏塔的上部进入塔内,产品环己烯从萃取精馏塔塔顶采出,萃取精馏塔塔釜物流入闪蒸罐内进行闪蒸,产品苯从闪蒸罐顶部采出。
11.优选地,所述留在闪蒸罐内的萃取剂与补充的新鲜萃取剂混合,输送至萃取精馏塔进行回收利用。
12.优选地,所述产品苯从闪蒸罐顶部经冷凝器冷凝后采出;留在闪蒸罐内的萃取剂经换热器换热后与补充的新鲜萃取剂混合。
13.优选地,所述萃取精馏塔的操作压力为70kpa,回流比为0.2-4.0,塔板数为31块,混合物进料板为8-25块,萃取剂进料位置为1-5块。
14.优选地,所述萃取精馏塔的塔顶温度为70-72℃,塔底温度为164-166℃。
15.优选地,所述萃取剂与苯和环己烯的混合物的进料摩尔质量比为0.7-1.2。
16.优选地,所述苯和环己烯的混合物中苯和环己烯质量分数均为50wt%。
17.优选地,所述闪蒸罐的压力为10kpa,闪蒸温度100℃。
18.相对于现有技术,本发明的优点如下,
19.(1)采用单塔和闪蒸单元操作实现了二元最低共沸物中组分的高纯度分离,工艺简单易行。
20.(2)分离后的环己烯纯度高达99.0%-99.6%,苯纯度高达99.0%-99.6%。
21.(3)萃取剂很好的实现了回收再利用,萃取剂的回收率高达99.9%-99.99%,回收的萃取剂纯度高达99.9%-99.99%,降低了分离成本。
附图说明
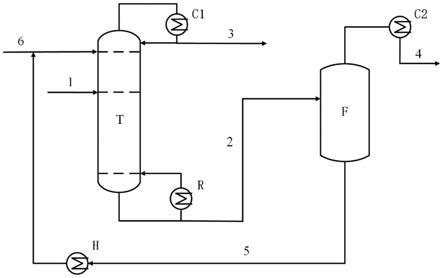
22.图1为苯/环己烯萃取精馏分离流程图,其中:t表示萃取精馏塔;c表示冷凝器;r表示再沸器;h表示换热器;数字表示各物流管路。
具体实施方式
23.实施例1:
24.一种采用低共熔溶剂萃取精馏分离苯和环己烯的方法,使苯和环己烯的混合物经过萃取精馏分离系统,从而获得富含环己烯的馏分,其中以低共熔溶剂:氯化胆碱和乙酰丙酸的混合物为萃取剂。萃取精馏分离流程如图1所示:
25.萃取精馏分离系统包括萃取精馏塔(t)、冷凝器(c1)、冷凝器(c2)、再沸器(r)、换热器(h)、闪蒸罐(f)、混合器(m);其中冷凝器(c1)、再沸器(r)分别连接在萃取精馏塔(t)的塔顶和塔底。
26.苯和环己烯混合物经管路1从萃取精馏塔(t)的中部进入塔内,萃取剂经管路6从萃取精馏塔(t)的上部进入塔内,产品环己烯从塔顶流经管路3采出,塔釜物流经管路2进入闪蒸罐(f)。
27.萃取精馏塔(t)塔釜物流在闪蒸罐(f)内进行闪蒸,产品苯从闪蒸罐(f)顶部经冷凝器(c2)冷凝后经管路4采出。
28.萃取剂由管路5经换热器(h)换热后与补充的新鲜萃取剂混合,输送至萃取精馏塔(t),进行回收利用。
29.萃取精馏塔(t)的操作压力为70kpa,回流比为0.2-4.0,塔板数为31块,混合物进
料板为8-25块,萃取剂进料位置为1-5块,塔顶温度为70-72℃,塔底温度为164-166℃。萃取剂与苯和环己烯的混合物的进料摩尔质量比为0.7-1.2。
30.实施例2
31.采用如实施例1所述的萃取精馏分离系统,萃取精馏塔具有31块理论板(塔板数自上而下计),操作压力为70kpa,低共熔溶剂氯化胆碱:乙酰丙酸(质量比为1:2)从第3块板加入,流量为8500kg/h,苯和环己烯混合物从第10块板加入,流量10000kg/h,其组成为苯50wt%,环己烯50wt%。萃取精馏塔在70kpa下操作,塔顶回流比为0.3。
32.闪蒸罐的压力为10kpa,闪蒸温度100℃,分离后环己烯的质量分数为99.6%,苯的质量分数为99.6%,溶剂回收率99.99%,溶剂质量分数99.99%。
33.实施例3
34.采用如实施例1所述的萃取精馏分离系统,萃取精馏塔具有31块理论板(塔板数自上而下计),操作压力为70kpa,低共熔溶剂氯化胆碱:乙酰丙酸(质量比为1:2)从第5块板加入,流量为8500kg/h,苯和环己烯混合物从第10块板加入,流量10000kg/h,其组成为苯50wt%,环己烯50wt%。萃取精馏塔在70kpa下操作,塔顶回流比为0.3。
35.闪蒸罐的压力为10kpa,闪蒸温度100℃,分离后环己烯的质量分数为99.5%,苯的质量分数为99.6%,溶剂回收率99.99%,溶剂质量分数99.99%。
36.实施例4
37.采用如实施例1所述的萃取精馏分离系统,萃取精馏塔具有31块理论板(塔板数自上而下计),操作压力为70kpa,低共熔溶剂氯化胆碱:乙酰丙酸(质量比为1:2)从第3块板加入,流量为8500kg/h,苯和环己烯混合物从第20块板加入,流量10000kg/h,其组成为苯50wt%,环己烯50wt%。萃取精馏塔在70kpa下操作,塔顶回流比为0.3。
38.闪蒸罐的压力为10kpa,闪蒸温度100℃,分离后环己烯的质量分数为99.0%,苯的质量分数为99.3%,溶剂回收率99.99%,溶剂质量分数99.99%。
39.实施例5
40.采用如实施例1所述的萃取精馏分离系统,萃取精馏塔具有31块理论板(塔板数自上而下计),操作压力为70kpa,低共熔溶剂氯化胆碱:乙酰丙酸(质量比为1:2)从第3块板加入,流量为8500kg/h,苯和环己烯混合物从第10块板加入,流量10000kg/h,其组成为苯50wt%,环己烯50wt%。萃取精馏塔在70kpa下操作,塔顶回流比为0.8。
41.闪蒸罐的压力为10kpa,闪蒸温度100℃,分离后环己烯的质量分数为99.3%,苯的质量分数为99.6%,溶剂回收率99.99%,溶剂质量分数99.99%。
42.需要说明的是上述实施例仅仅是本发明的较佳实施例,并没有用来限定本发明的保护范围,在上述基础上做出的等同替换或者替代均属于本发明的保护范围。