聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜、橡胶中的一种。
13.优选的,所述步骤一中,增粘树脂取松香、松香衍生物和萜烯树脂中的一种或几种混合。
14.优选的,所述步骤一中,金属填料为氧化铍,陶瓷填料为氮化硅。
15.优选的,所述步骤一中,螺杆挤出机为双螺杆挤出机,挤出温度为180-200℃。
16.优选的,所述松香取脂松香、妥尔油松香、木松香中的一种或几种混合,松香衍生物取氢化松香、歧化松香、聚合松香、酯化松香、马来酸化松香中的一种或几种混合,萜烯树脂取α-萜烯树脂、β-萜烯树脂、萜烯酚醛树脂中的一种或几种混合。
17.与现有技术相比,本发明的有益效果是:本发明相较于现有的高导热热塑性材料,通过加入金属填料与陶瓷填料,形成导热网,增加了材料的导热性能;本发明通过减少石墨烯微片的用量,降低了材料所需的制造成本;本发明通过筛分粒径相差不大的颗粒,避免了材料产生导热不均的问题。
附图说明
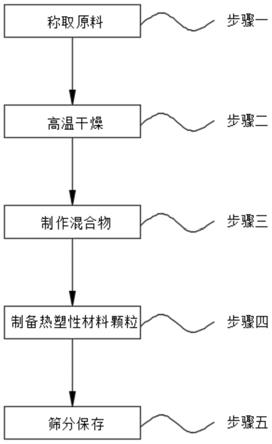
18.图1为本发明的方法流程图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参阅图1,本发明提供的一种技术方案:
21.实施例1:
22.含石墨烯微片的高导热热塑性材料,配方包括:热塑性树脂、增粘树脂、金属填料、陶瓷填料、石墨烯微片、阻燃剂和弹性填料,各组分的质量百分比含量分别是:66%的热塑性树脂、14%的增粘树脂、3%的金属填料、2.7%的陶瓷填料、1.3%的石墨烯微片、3%的阻燃剂和10%的弹性填料。
23.含石墨烯微片的高导热热塑性材料的制备方法,包括步骤一,称取原料;步骤二,高温干燥;步骤三,制作混合物;步骤四,制备热塑性材料颗粒;步骤五,筛分保存;
24.其中上述步骤一中,按照各组分的质量百分含量分别是:66%的热塑性树脂、14%的增粘树脂、3%的金属填料、2.7%的陶瓷填料、1.3%的石墨烯微片、3%的阻燃剂和10%的弹性填料,并按照质量百分比之和为1进行称取,其中,热塑性树脂取pe-聚乙烯、pp-聚丙烯、pvc-聚氯乙烯、ps-聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜、橡胶中的一种,增粘树脂取松香、松香衍生物和萜烯树脂中的一种或几种混合,松香取脂松香、妥尔油松香、木松香中的一种或几种混合,松香衍生物取氢化松香、歧化松香、聚合松香、酯化松香、马来酸化松香中的一种或几种混合,萜烯树脂取α-萜烯树脂、β-萜烯树脂、萜烯酚醛树脂中的一种或几种混合,金属填料为氧化铍,陶瓷填料为氮化硅;
25.其中上述步骤二中,将步骤一中所称取的原料放入干燥箱中,将干燥箱温度调至100℃,干燥时间调至10h;
26.其中上述步骤三中,取步骤二中干燥后的原料,将其放入高速混合机中进行充分混合,混合均匀后得到混合物,其中高速混合机转速为700r/min,混合时间为6min;
27.其中上述步骤四中,对双螺杆挤出机进行预热,预热完成后,取步骤三中所制备的混合物放入螺杆挤出机中,经挤出造粒后,获得热塑性材料颗粒,挤出温度为200℃;
28.其中上述步骤五中,将步骤四中获得的颗粒过10目筛与40目筛,筛分分级并分别保存其颗粒。
29.实施例2:
30.含石墨烯微片的高导热热塑性材料,配方包括:热塑性树脂、增粘树脂、金属填料、陶瓷填料、石墨烯微片、阻燃剂和弹性填料,各组分的质量百分比含量分别是:65%的热塑性树脂、16%的增粘树脂、2%的金属填料、2.3%的陶瓷填料、1.2%的石墨烯微片、2.5%的阻燃剂和11%的弹性填料。
31.含石墨烯微片的高导热热塑性材料的制备方法,包括步骤一,称取原料;步骤二,高温干燥;步骤三,制作混合物;步骤四,制备热塑性材料颗粒;步骤五,筛分保存;
32.其中上述步骤一中,按照各组分的质量百分含量分别是:65%的热塑性树脂、16%的增粘树脂、2%的金属填料、2.3%的陶瓷填料、1.2%的石墨烯微片、2.5%的阻燃剂和11%的弹性填料,并按照质量百分比之和为1进行称取,其中,热塑性树脂取pe-聚乙烯、pp-聚丙烯、pvc-聚氯乙烯、ps-聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜、橡胶中的一种,增粘树脂取松香、松香衍生物和萜烯树脂中的一种或几种混合,松香取脂松香、妥尔油松香、木松香中的一种或几种混合,松香衍生物取氢化松香、歧化松香、聚合松香、酯化松香、马来酸化松香中的一种或几种混合,萜烯树脂取α-萜烯树脂、β-萜烯树脂、萜烯酚醛树脂中的一种或几种混合,金属填料为氧化铍,陶瓷填料为氮化硅;
33.其中上述步骤二中,将步骤一中所称取的原料放入干燥箱中,将干燥箱温度调至100℃,干燥时间调至10h;
34.其中上述步骤三中,取步骤二中干燥后的原料,将其放入高速混合机中进行充分混合,混合均匀后得到混合物,其中高速混合机转速为700r/min,混合时间为6min;
35.其中上述步骤四中,对双螺杆挤出机进行预热,预热完成后,取步骤三中所制备的混合物放入螺杆挤出机中,经挤出造粒后,获得热塑性材料颗粒,挤出温度为200℃;
36.其中上述步骤五中,将步骤四中获得的颗粒过10目筛与40目筛,筛分分级并分别保存其颗粒。
37.对比例:
38.含石墨烯微片的高导热热塑性材料,配方包括:热塑性树脂、增粘树脂、金属填料、陶瓷填料、石墨烯微片、阻燃剂和弹性填料,各组分的质量百分比含量分别是:68%的热塑性树脂、17%的增粘树脂、2.4%的石墨烯微片、3.6%的阻燃剂和9%的弹性填料。
39.含石墨烯微片的高导热热塑性材料的制备方法,包括步骤一,称取原料;步骤二,高温干燥;步骤三,制作混合物;步骤四,制备热塑性材料颗粒;步骤五,筛分保存;
40.其中上述步骤一中,按照各组分的质量百分含量分别是:66%的热塑性树脂、14%的增粘树脂、3%的金属填料、2.7%的陶瓷填料、1.3%的石墨烯微片、3%的阻燃剂和10%的弹性填料,并按照质量百分比之和为1进行称取,其中,热塑性树脂取pe-聚乙烯、pp-聚丙烯、pvc-聚氯乙烯、ps-聚苯乙烯、pa-聚酰胺、pom-聚甲醛、pc-聚碳酸酯、聚苯醚、聚砜、橡胶
中的一种,增粘树脂取松香、松香衍生物和萜烯树脂中的一种或几种混合,松香取脂松香、妥尔油松香、木松香中的一种或几种混合,松香衍生物取氢化松香、歧化松香、聚合松香、酯化松香、马来酸化松香中的一种或几种混合,萜烯树脂取α-萜烯树脂、β-萜烯树脂、萜烯酚醛树脂中的一种或几种混合,金属填料为氧化铍,陶瓷填料为氮化硅;
41.其中上述步骤二中,将步骤一中所称取的原料放入干燥箱中,将干燥箱温度调至100℃,干燥时间调至10h;
42.其中上述步骤三中,取步骤二中干燥后的原料,将其放入高速混合机中进行充分混合,混合均匀后得到混合物,其中高速混合机转速为700r/min,混合时间为6min;
43.其中上述步骤四中,对双螺杆挤出机进行预热,预热完成后,取步骤三中所制备的混合物放入螺杆挤出机中,经挤出造粒后,获得热塑性材料颗粒,挤出温度为200℃;
44.其中上述步骤五中,将步骤四中获得的颗粒过10目筛与40目筛,筛分分级并分别保存其颗粒。
45.各实施例及对比例性质对比如下表:
[0046][0047][0048]
基于上述,本发明在制造含石墨烯微片的高导热热塑性材料时,通过加入金属填料以及陶瓷填料,增加了材料的导热性能,通过减少热塑性材料中石墨烯微片的含量,大大降低了制备材料的成本,并通过筛分与分级保存来避免材料导热不均的问题。
[0049]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。