一种耐高温耐光老化pe膜及其制备方法
技术领域
1.本发明属于高分子材料技术领域,特别是涉及一种耐高温耐光老化pe膜。
背景技术:
2.聚乙烯(polyethylene,简称低密度聚乙烯)是乙烯经聚合制得的一种热塑性树脂。在工业上,也包括乙烯与少量α-烯烃的共聚物。聚乙烯无臭,无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-100℃~-70℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸)。常温下不溶于一般溶剂,吸水性小,电绝缘性优良,因此目前被广泛应用于各行各业中。聚乙烯膜是当今世界应用最广泛的高分子材料。
3.低密度聚乙烯保护膜以特殊聚乙烯(低密度聚乙烯)塑料薄膜为基材,根据密度的不同分为高密度聚乙烯保护膜、中密度聚乙烯和低密度聚乙烯。聚乙烯膜现在已经被广泛应用于医药、化工、食品、电子、印刷等行业。
4.但是基于聚乙烯本身性质的一些特点,聚乙烯膜也具有一些应用方面的不足,如聚乙烯的耐温行不高,目前市场上使用的聚乙烯膜一般使用温度不超过100℃,因此在一些特殊领域中聚乙烯膜就会受到限制,同时在长时间的光照条件下,聚乙烯膜表面会出现变色等现象,使得膜的老化加快,因而影响了使用寿命,这些方面都大大限制了聚乙烯膜的应用。
技术实现要素:
5.本发明主要解决的技术问题是提供一种耐高温耐光老化pe膜及其制备方法,具有优异地耐高温耐光老化性能,极大扩展了其应用范围。
6.为解决上述技术问题,本发明采用的一个技术方案是:一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯60-65份,抗氧剂0.8-1.5份,光引发剂0.1-0.6份,促进剂1.2-1.8份,聚酯纤维4-8份,纳米二氧化钛1-5份,环氧大豆油1-5份,乙酰柠檬酸三丁酯0.8-1.5份,偶氮二异丁腈1-5份,聚醚醚酮树脂5-10份,邻苯二甲酸二环己酯1-5份。
7.进一步地说,以重量组分计包括:低密度聚乙烯64份,抗氧剂1.0份,光引发剂0.4份,促进剂1.5份,聚酯纤维6份,纳米二氧化钛3份,环氧大豆油3份,乙酰柠檬酸三丁酯1.0份,偶氮二异丁腈3份,聚醚醚酮树脂7份,邻苯二甲酸二环己酯3份。
8.进一步地说,抗氧剂为丁基羟基茴香醚或2,6-二叔丁基-4-甲基苯酚。
9.进一步地说,光引发剂为烷基酮或乙酰基苯。
10.进一步地说,促进剂为二硫化二苯并噻唑或二乙基二硫代氨基甲酸锌。
11.一种所述的耐高温耐光老化pe膜的制备方法,步骤如下:
12.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为120-140℃,真空度为0.07-0.09mpa的条件下,搅拌反应30-40分钟,搅拌速度为110-130转/分钟,得到混合物一;
13.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,得到混合物
二;
14.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,得到母粒;
15.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,得到耐高温耐光老化pe膜。
16.进一步地说,步骤二中搅拌混合条件为在50-60℃条件下以200-230转/分钟进行搅拌,时间为10-15分钟。
17.进一步地说,步骤三中挤出造粒条件为双螺杆挤出机筒后段温度分三段控制,分别控制在150-160℃,料筒前段温度分三段控制,分别控制在170-190℃,机头温度分两段控制,分别控制在150-170℃。
18.进一步地说,步骤四中吹膜机料筒后段温度分三段控制,分别控制在200-230℃,料筒前段温度分三段控制,分别控制在150-170℃,吹胀比为1.5-1.7,螺杆转速50-70转/分钟,牵引速度30-40米/分钟。
19.本发明的有益效果至少具有以下几点:
20.本发明提供的耐高温耐光老化pe膜具有很好的物化性能,其中热变形温度达到了147℃以上,1000h光老化(6000lux)拉伸强度保持率能达到99.2%以上,各项性能远大于现有技术的水平。
具体实施方式
21.下面对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
22.实施例1
23.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯64份,丁基羟基茴香醚1份,烷基酮0.4份,二硫化二苯并噻唑1.5份,聚酯纤维6份,纳米二氧化钛3份,环氧大豆油3份,乙酰柠檬酸三丁酯1份,偶氮二异丁腈3份,聚醚醚酮树脂7份,邻苯二甲酸二环己酯3份。
24.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
25.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为130℃,真空度为0.08mpa的条件下,搅拌反应35分钟,搅拌速度为110转/分钟,得到混合物一;
26.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在50℃条件下以230转/分钟进行搅拌,时间为12分钟,得到混合物二;
27.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在152℃、155℃、160℃,料筒前段温度分三段控制,分别控制在170℃、180℃、190℃,机头温度分两段控制,分别控制在150℃、152℃,得到母粒;
28.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在210℃、217℃、220℃,料筒前段温度可以分三段控制,分别控制在160℃、164℃、167℃,吹胀比为1.6,螺杆转速50转/分钟,牵引速度30米/分钟,得到耐高温耐光老化pe膜。
29.实施例2
30.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯60份,2,6-二叔丁基-4-甲基苯酚0.8份,烷基酮0.1份,二乙基二硫代氨基甲酸锌1.2份,聚酯纤维4份,纳米二氧化钛1份,环氧大豆油1份,乙酰柠檬酸三丁酯0.8份,偶氮二异丁腈1份,聚醚醚酮树脂5份,邻苯二甲酸二环己酯1份。
31.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
32.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为120℃,真空度为0.07mpa的条件下,搅拌反应30分钟,搅拌速度为120转/分钟,得到混合物一;
33.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在55℃条件下以210转/分钟进行搅拌,时间为10分钟,得到混合物二;
34.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在151℃、153℃、154℃,料筒前段温度分三段控制,分别控制在172℃、183℃、188℃,机头温度分两段控制,分别控制在155℃、160℃,得到母粒;
35.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在200℃、208℃、214℃,料筒前段温度可以分三段控制,分别控制在150℃、155℃、157℃,吹胀比为1.5,螺杆转速55转/分钟,牵引速度35米/分钟,得到耐高温耐光老化pe膜。
36.实施例3
37.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯65份,丁基羟基茴香醚1.5份,乙酰基苯0.6份,二乙基二硫代氨基甲酸锌1.8份,聚酯纤维8份,纳米二氧化钛5份,环氧大豆油5份,乙酰柠檬酸三丁酯1.5份,偶氮二异丁腈5份,聚醚醚酮树脂10份,邻苯二甲酸二环己酯5份。
38.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
39.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为140℃,真空度为0.09mpa的条件下,搅拌反应40分钟,搅拌速度为115转/分钟,得到混合物一;
40.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在60℃条件下以220转/分钟进行搅拌,时间为15分钟,得到混合物二;
41.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在150℃、152℃、155℃,料筒前段温度分三段控制,分别控制在175℃、177℃、180℃,机头温度分两段控制,分别控制在150℃、155℃,得到母粒;
42.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在220℃、224℃、225℃,料筒前段温度可以分三段控制,分别控制在164℃、166℃、170℃,吹胀比为1.7,螺杆转速60转/分钟,牵引速度40米/分钟,得到耐高温耐光老化pe膜。
43.实施例4
44.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯61份,2,6-二叔丁基-4-甲基苯酚0.9份,烷基酮0.2份,二硫化二苯并噻唑1.4份,聚酯纤维5份,纳米二氧化钛2份,环氧大豆油4份,乙酰柠檬酸三丁酯0.9份,偶氮二异丁腈2份,聚醚醚酮树脂8份,邻苯二甲酸二环己酯4份。
45.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
46.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为125℃,真空度为0.08mpa的条件下,搅拌反应35分钟,搅拌速度为130转/分钟,得到混合物一;
47.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在52℃条件下以200转/分钟进行搅拌,时间为11分钟,得到混合物二;
48.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在153℃、154℃、156℃,料筒前段温度分三段控制,分别控制在175℃、180℃、185℃,机头温度分两段控制,分别控制在155℃、157℃,得到母粒;
49.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在210℃、220℃、225℃,料筒前段温度可以分三段控制,分别控制在155℃、159℃、164℃,吹胀比为1.5,螺杆转速65转/分钟,牵引速度32米/分钟,得到耐高温耐光老化pe膜。
50.实施例5
51.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯62份,丁基羟基茴香醚1.3份,乙酰基苯0.5份,二乙基二硫代氨基甲酸锌1.7份,聚酯纤维7份,纳米二氧化钛4份,环氧大豆油2份,乙酰柠檬酸三丁酯1.2份,偶氮二异丁腈4份,聚醚醚酮树脂6份,邻苯二甲酸二环己酯2份。
52.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
53.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为135℃,真空度为0.07mpa的条件下,搅拌反应40分钟,搅拌速度为125转/分钟,得到混合物一;
54.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在57℃条件下以210转/分钟进行搅拌,时间为13分钟,得到混合物二;
55.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在155℃、157℃、160℃,料筒前段温度分三段控制,分别控制在173℃、180℃、188℃,机头温度分两段控制,分别控制在153℃、158℃,得到母粒;
56.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在220℃、225℃、230℃,料筒前段温度可以分三段控制,分别控制在165℃、168℃、170℃,吹胀比为1.6,螺杆转速70转/分钟,牵引速度37米/分钟,得到耐高温耐光老化pe膜。
57.对比例1
58.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯65份,丁基羟基茴香
醚1.5份,乙酰基苯0.6份,二乙基二硫代氨基甲酸锌1.8份,聚酯纤维8份,环氧大豆油5份,乙酰柠檬酸三丁酯1.5份,聚醚醚酮树脂10份,邻苯二甲酸二环己酯5份。
59.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
60.步骤一,将低密度聚乙烯、聚酯纤维、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为140℃,真空度为0.09mpa的条件下,搅拌反应40分钟,搅拌速度为115转/分钟,得到混合物一;
61.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在60℃条件下以200转/分钟进行搅拌,时间为15分钟,得到混合物二;
62.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在150℃、152℃、155℃,料筒前段温度分三段控制,分别控制在175℃、177℃、180℃,机头温度分两段控制,分别控制在150℃、155℃,得到母粒;
63.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在220℃、224℃、225℃,料筒前段温度可以分三段控制,分别控制在164℃、166℃、170℃,吹胀比为1.7,螺杆转速60转/分钟,牵引速度40米/分钟,得到耐高温耐光老化pe膜。
64.对比例2
65.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯65份,丁基羟基茴香醚1.5份,乙酰基苯0.6份,二乙基二硫代氨基甲酸锌1.8份,聚酯纤维8份,纳米二氧化钛5份,环氧大豆油5份,乙酰柠檬酸三丁酯1.5份,偶氮二异丁腈5份,聚醚醚酮树脂10份。
66.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
67.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛和乙酰柠檬酸三丁酯加入到反应釜中,在温度为140℃,真空度为0.09mpa的条件下,搅拌反应40分钟,搅拌速度为115转/分钟,得到混合物一;
68.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在60℃条件下以220转/分钟进行搅拌,时间为15分钟,得到混合物二;
69.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在150℃、152℃、155℃,料筒前段温度分三段控制,分别控制在175℃、177℃、180℃,机头温度分两段控制,分别控制在150℃、155℃,得到母粒;
70.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在220℃、224℃、225℃,料筒前段温度可以分三段控制,分别控制在164℃、166℃、170℃,吹胀比为1.7,螺杆转速60转/分钟,牵引速度40米/分钟,得到耐高温耐光老化pe膜。
71.对比例3
72.一种耐高温耐光老化pe膜,以重量组分计包括:低密度聚乙烯65份,丁基羟基茴香醚1.5份,乙酰基苯0.6份,二乙基二硫代氨基甲酸锌1.8份,聚酯纤维8份,纳米二氧化钛5份,环氧大豆油5份,乙酰柠檬酸三丁酯1.5份,偶氮二异丁腈5份,邻苯二甲酸二环己酯5份。
73.以上所述的耐高温耐光老化pe膜的制备方法,步骤如下:
74.步骤一,将低密度聚乙烯、聚酯纤维、纳米二氧化钛、乙酰柠檬酸三丁酯和邻苯二甲酸二环己酯加入到反应釜中,在温度为140℃,真空度为0.09mpa的条件下,搅拌反应40分钟,搅拌速度为115转/分钟,得到混合物一;
75.步骤二,将其余组分加入到步骤一得到的混合物一中,搅拌混合均匀,具体为在60℃条件下以200转/分钟进行搅拌,时间为15分钟,得到混合物二;
76.步骤三,将步骤二得到的混合物二于双螺杆挤出机中挤出造粒,具体为双螺杆挤出机筒后段温度分三段控制,分别控制在150℃、152℃、155℃,料筒前段温度分三段控制,分别控制在175℃、177℃、180℃,机头温度分两段控制,分别控制在150℃、155℃,得到母粒;
77.步骤四,将步骤三得到的母粒采用塑料吹膜机挤出吹膜,具体为吹膜机料筒后段温度分三段控制,分别控制在220℃、224℃、225℃,料筒前段温度可以分三段控制,分别控制在164℃、166℃、170℃,吹胀比为1.7,螺杆转速60转/分钟,牵引速度40米/分钟,得到耐高温耐光老化pe膜。
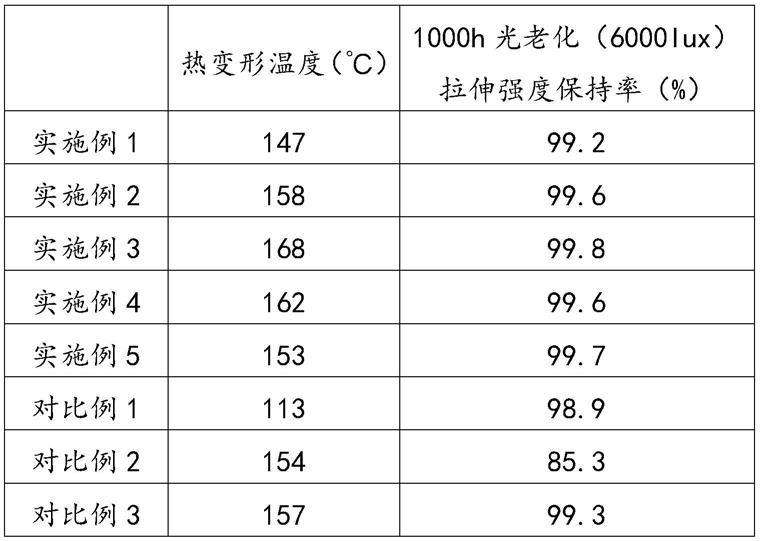
78.对以上实施例制备得到的耐高温耐光老化pe膜进行性能测试,结果见表1。
[0079][0080]
从以上试验结果可以看出,本发明提供的耐高温耐光老化pe膜具有很好的物化性能,其中热变形温度达到了147℃以上,1000h光老化(6000lux)拉伸强度保持率能达到99.2%以上。以上实施例中实施例3的性能最优,因此可以作为最优选实施例。
[0081]
对比例1-对比例3是在实施例3的基础上进行的进一步验证试验,其中对比例1中没有加入纳米二氧化钛与偶氮二异丁腈,结果导致热变形温度有极大的下降,因此可以看出,这两种组分的加入可以增强产品的耐高温性,从现有技术的知识可以得出,该两种组分必然与其他组分产生了协同作用,进而提高了产品耐高温性能;对比例2中没有加入邻苯二甲酸二环己酯,结果导致光照条件下拉伸强度保持率有了很大下降,说明该组分可以进一步提高产品耐光老化性能;对比例3中没有加入聚醚醚酮树脂,导致产品降解率下降,说明聚醚醚酮树脂的引入可以提高产品降解性能。
[0082]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。