1.本发明涉及一种腻子条,尤其涉及一种真空辅助成型用耐高温腻子条。
背景技术:
2.现有的腻子条耐高温性不好、高温软化、降解、造成漏气、保压失效;使用时间短、长时间使用会出现热降解、同样造成漏气、保压失效。使用结束后,同模具上剥离时残留胶料,造成清理困难,甚至腐蚀模具。
3.因此,有必要开发一种新颖的耐高温腻子条。
技术实现要素:
4.为了克服现有技术中存在的缺陷,本发明提供了一种真空辅助成型用耐高温腻子条。
5.为了达到上述目的,本设计采用的技术方案如下。
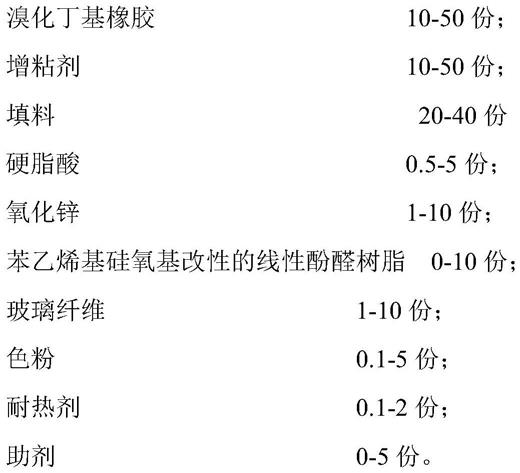
6.本发明提供了一种真空辅助成型用耐高温腻子条,包括以下重量份的组分:
[0007][0008]
优选地,其中所述溴化丁基橡胶为溴化丁基橡胶2244、溴化丁基橡胶2255或其组合。
[0009]
优选地,其中所述增粘剂为聚异丁烯、液体聚丁二烯或其组合。
[0010]
优选地,其中所述填料为沉淀二氧化硅、碳酸钙或其组合。
[0011]
优选地,其中所述色粉为柠檬黄。
[0012]
优选地,其中所述耐热剂为有机硅耐热剂xiameter rbm 9000。
[0013]
优选地,其中所述助剂为氧化钙粉末(400目)。
[0014]
本发明的腻子条通过优化原材料选用,使用硫化程度更高的橡胶及配合剂,在保证气密性和粘接性的前提下,进一步提高耐热以及降低剥离残留,可完全满足功能需求。
[0015]
本发明的真空辅助成型用耐高温腻子条,针对高温(230℃),长时间(2小时以上),确保高温时的气密性以及模具清理时的低残留性,本发明的高温腻子条较常规密封胶,具有下列优势:
[0016]
1)更高的使用温度,可以至230℃;
[0017]
2)更长的高温保持时间,4小时以上无明显的老化降解;
[0018]
3)较低的剥离残留;
[0019]
4)温度适用性广,从常温至230℃均可。
[0020]
本发明通过提高硫化程度,增加腻子条的耐温性及耐高温降解性;且通过使用耐热剂降低高温降解性。
具体实施方式
[0021]
本发明通过使用活性聚异丁烯和液体聚丁二烯作为增粘剂,在保持黏性的同时可以适当增加交联程度,降低残留。
[0022]
本发明通过使用溴化丁基橡胶2244和溴化丁基橡胶2255替代普通丁基橡胶,提高硫化速度以及交联密度,从而提高耐热性和气密性。
[0023]
本发明通过使用沉淀白炭黑替代部分碳酸钙填料,增加胶料强度,同时提高高温时胶料的尺寸稳定性。
[0024]
本发明通过采用低温硫化结合高温硫化双重工艺,在生产工艺上进行温度精准控制,从而实现常温到高温较宽使用温度。
[0025]
本发明通过使用热反应苯乙烯基硅氧基改性的线性酚醛树脂替代2402酚醛树脂,能够保持硫化程度,同时由于苯乙烯上的只有部分参与硫化反应,参与的乙烯基能够提高树脂的耐高温能力,从而降低高温比如230℃下的降解,提高了高温长时间烘烤的残留强度和耐热性。硅烷的加入也增加体系的不相容性,提高了对模具的脱模性。
[0026]
实施例
[0027]
下列实施例中的苯乙烯基硅氧基改性的线性酚醛树脂(含不饱和双键的酚醛树脂)根据cn108148162中实施例1中合成得到:将21重量份苯酚甲醛型酚醛树脂与1000ml无水四氢呋喃于装有搅拌器、滴液漏斗、温度计和导气管(通氮气)的反应釜中搅拌直至完全溶解成均匀的溶液,持续通氮气0.5-1小时除去反应釜中的水汽,并且整个反应过程中都保持通氮气。使反应釜内温度保持20℃以下,然后缓慢滴加53重量份二苯基二氯硅烷。滴加完毕后反应釜内保持20℃以下反应8小时,接着把温度升高到55℃反应3小时。随后滴加26重量份的对羟基苯乙烯于反应釜中,55℃下反应5小时。反应结束后通过减压蒸馏除去四氢呋喃,得到苯乙烯基硅氧基改性的线性酚醛树脂。
[0028]
活性聚异丁烯为巴斯夫glissopal 2300。
[0029]
液体聚丁二烯为赢创德固赛polyvest110。
[0030]
有机硅耐热剂为美国陶氏xiameter rbm 9000。
[0031]
实施例1
[0032]
一种真空辅助成型用耐高温腻子条,按照重量份数比,它由以下配方制作而成:
[0033]
溴化丁基橡胶2244(市售)20份;活性聚异丁烯glissopal 2300 30份;硬脂酸1份;氧化锌5份;苯乙烯基硅氧基改性的线性酚醛树脂5份;玻璃纤维5份;柠檬黄1份;氧化钙
(400目)5份;沉淀白炭黑7份;碳酸钙填料20份;有机硅耐热剂xiameter rbm9000 1份。
[0034]
使用具有冷却以及抽真空功能的捏合机(500l或1000l)进行胶料加工,投料顺序如下:溴化丁基橡胶2244、部分活性聚异丁烯glissopal 2300、硬脂酸、氧化锌、苯乙烯基硅氧基改性的线性酚醛树脂、沉淀白炭黑搅拌,混炼温度60-85℃,混炼时间20分钟;玻璃纤维、柠檬黄、有机硅耐热剂xiameter rbm 9000、氧化钙,混炼温度60-85℃,混炼时间10分钟;剩余活性聚异丁烯、碳酸钙填料,混炼温度60-85℃,混炼时间20分钟。静置8-12小时后用挤出机挤出成条,收卷装箱。
[0035]
实施例2
[0036]
一种真空辅助成型用耐高温腻子条,按照重量份数比,它由以下配方制作而成:
[0037]
溴化丁基橡胶2244(市售)20份;活性聚异丁烯(glissopal 2300 30份;液体聚丁二烯10份;硬脂酸1份;氧化锌5份;苯乙烯基硅氧基改性的线性酚醛树脂5份;玻璃纤维5份;柠檬黄1份;氧化钙(400目)5份;沉淀白炭黑7份;碳酸钙填料20份;有机硅耐热剂xiameter rbm 9000 1份。
[0038]
使用具有冷却以及抽真空功能的捏合机(500l或1000l)进行胶料加工,投料顺序如下:溴化丁基橡胶2244、部分活性聚异丁烯glissopal 2300、硬脂酸、氧化锌、苯乙烯基硅氧基改性的线性酚醛树脂、沉淀白炭黑搅拌,混炼温度60-85℃,混炼时间20分钟;玻璃纤维、柠檬黄、有机硅耐热剂xiameter rbm 9000、氧化钙,混炼温度60-85℃,混炼时间10分钟;剩余活性聚异丁烯、碳酸钙填料,混炼温度60-85℃,混炼时间20分钟。静置8-12小时后用挤出机挤出成条,收卷装箱。
[0039]
对比例1
[0040]
一种真空辅助成型用耐高温腻子条,按照重量份数比,它由以下配方制作而成:
[0041]
溴化丁基橡胶2255(市售)20份;活性聚异丁烯glissopal 2300 30份;硬脂酸1份;氧化锌5份;2402酚醛树脂(重庆恒安)5份;玻璃纤维5份;柠檬黄1份;氧化钙(400目)5份;沉淀白炭黑7份;碳酸钙填料20份;有机硅耐热剂xiameter rbm 90001份。
[0042]
使用具有冷却以及抽真空功能的捏合机(500l或1000l)进行胶料加工,投料顺序如下:溴化丁基橡胶2255、部分活性聚异丁烯glissopal 2300、硬脂酸、氧化锌、2402酚醛树脂、沉淀白炭黑搅拌,混炼温度60-85℃,混炼时间20分钟;玻璃纤维、柠檬黄、有机硅耐热剂xiameter rbm 9000、助剂氧化钙,混炼温度60-85℃,混炼时间10分钟;剩余活性聚异丁烯、碳酸钙填料,混炼温度60-85℃,混炼时间20分钟。静置8-12小时后用挤出机挤出成条,收卷装箱。
[0043]
对比例2
[0044]
一种真空辅助成型用耐高温腻子条,按照重量份数比,它由以下配方制作而成:
[0045]
溴化丁基橡胶2255(市售)20份;活性聚异丁烯glissopal 2300 20份;液体聚丁二烯10份;硬脂酸1份;氧化锌5份;2402酚醛树脂(重庆恒安)5份;玻璃纤维5份;柠檬黄1份;氧化钙(400目)5份;沉淀白炭黑7份;碳酸钙填料20份;有机硅耐热剂xiameter rbm 90001份。
[0046]
使用具有冷却以及抽真空功能的捏合机(500l或1000l)进行胶料加工,投料顺序如下:溴化丁基橡胶2255、部分活性聚异丁烯glissopal 2300、硬脂酸、氧化锌、2402酚醛树脂、沉淀白炭黑搅拌,混炼温度60-85℃,混炼时间20分钟;玻璃纤维、柠檬黄、有机硅耐热剂xiameter rbm 9000、助剂氧化钙,混炼温度60-85℃,混炼时间10分钟;剩余活性聚异丁烯、
碳酸钙填料,混炼温度60-85℃,混炼时间20分钟。静置8-12小时后用挤出机挤出成条,收卷装箱。
[0047]
表1为本发明的实施例1-2和对比例1-2的耐高温腻子条的配方成分。
[0048]
表1
[0049][0050][0051]
表2为本发明实施例1-4及对比例1-2中的耐高温腻子条的物性对比结果。
[0052]
表2
[0053]