1.本说明书涉及一种化妆品的涂抹装置、一种包括此类涂抹装置的包装和涂抹组合件,以及用于生产此类化妆品的涂抹装置和此类包装和涂抹组合件的方法。
背景技术:
2.现有技术已描述了许多化妆品的涂抹装置。
3.例如,de 20 2007 014,474u1描述一种涂抹装置,其涂抹器元件由两种材料制造,所述两种材料为一种较硬材料和一种包覆模制在较硬材料周围的较软材料。较软材料包覆模制在较硬材料上以在较硬材料中形成锚定部分。在de 20 2007 014,474 u1中所描述的涂抹器元件由于较硬材料部分而具有令人满意的机械阻力以提供精确的化妆品的涂抹,同时由于旨在接触用户的皮肤的较软材料部分而保持良好的使用舒适性。
4.另外,ep2,647,479 a1描述一种用于塑料材料的注射模制方法,用所述方法获得泡沫热塑性塑料的部件。根据此文件,此类零件可尤其实施在汽车领域中。
技术实现要素:
5.本说明书的目标是提供一种涂抹装置,所述涂抹装置为用户提供更佳舒适性,同时还保持高使用精确度。本说明书的另一目标是提供一种用于此类涂抹器装置的生产方法,其需要最少的可能的步骤,同时还使得有可能获得美观效果。
6.出于此目的,描述一种化妆品的涂抹装置,其包括固持构件和紧固到固持构件的涂抹器元件,其中涂抹器元件至少部分地呈泡沫塑料形式。
7.因此,涂抹器元件完全或部分地由泡沫塑料制造,所述泡沫材料是一种感觉特别适合用户使用的材料。
8.根据优选实施例,化妆品的涂抹装置具有单独或以组合方式取得的以下特征中的一个或多个:
9.‑
涂抹器元件通过杆连接到固持构件;
10.‑
所述涂抹器元件包括刚性头部,泡沫塑料的涂抹部件包覆模制到所述刚性头部上;
11.‑
刚性头部和涂抹部件通过互锁形状和/或粘附而彼此固定;
12.‑
刚性头部具有收纳涂抹部件的锚定部分的内部连接区域;
13.‑
刚性头部的内部连接区域包括至少一个通道,优选地为两个通道,其中一个或每一通道同样优选地沿着通向刚性头部的纵向末端的第一纵向片段且沿着通向刚性头部的横向侧的第二径向区段延伸;
14.‑
刚性头部与杆共同地模制;
15.‑
泡沫塑料选自:
16.ο来自polyone
tm
公司的versaflex
tm cl30热塑性弹性体;
17.ο来自kraiburg tpe的tm3 adt热塑性弹性体;
18.ο来自polyone
tm
公司的versaflex
tm 2000x热塑性弹性体;
19.ο来自polyone
tm
公司的versaflex
tm pkg4365热塑性弹性体;
20.ο来自kraiburg tpe的tf5 fma热塑性弹性体;
21.ο根据需要而具有与刚性头部的化学流动再粘附性的任何热塑性塑料;并且
22.‑
涂抹装置选自:
23.ο唇彩涂抹器;
24.ο睫毛膏涂抹器;以及
25.ο眼影涂抹器。
26.根据另一方面,描述一种化妆品包装和涂抹组合件,其包括例如上文所描述的呈其所有组合形式的涂抹装置,以及旨在容纳借助于涂抹装置涂抹的化妆品的容器,其中涂抹装置优选地适合于固定在容器上,使得涂抹器元件收纳在容器内部。
27.优选地,容器容纳化妆品,其中化妆品优选地选自:
28.‑
唇彩;
29.‑
睫毛膏;以及
30.‑
眼影。
31.容器可具有开口,优选地为仅一个开口,并且固持构件可适合于固定到容器上以堵塞容器的开口,开口优选地在涂抹装置的位置中,使得涂抹器元件与容纳在容器中的化妆品接触。
32.另外,描述一种用于生产例如上文所描述的呈其所有组合形式的涂抹装置的方法,其包括:
33.i)供应固持构件;
34.ii)实施涂抹器元件;以及
35.iii)将涂抹器元件附接到固持构件;
36.在所述方法中,涂抹器元件的实施包括:
37.a)将液态塑料和气体注射到模具中以实施泡沫塑料;以及
38.b)在冷却之后,从模具取出在步骤a)中制造的泡沫塑料部件,其中,所述部件形成全部或部分涂抹器元件。
39.在步骤a)中,可加热模具,尤其是可加热模具的表面,所述表面根据需要而限定涂抹器元件或涂抹部件的涂抹表面。
40.在步骤a)期间,排出存在于模具中的气体的部分。
41.呈泡沫塑料形式的涂抹部件包覆模制在刚性头部上。
42.在步骤a)中,注射一定量的材料,注射材料的量小于待填充所述材料的模具的容积,其中,所注射的材料的量与待填充的模具的容积之间的比率优选地包含在90%与95%之间。
43.方法可包括在注射步骤之后将模具保持在闭合状态长达至少大于注射步骤的时长的静置时间的步骤,其中静置时间有利地超过5秒。
44.气体可选自:
45.‑
氮气;以及
46.‑
二氧化碳。
47.一种用于生产例如上文所描述的呈其所有组合形式的化妆品包装和涂抹组合件的方法,其包括:
48.‑
通过实施例如上文所描述的呈其所有组合形式的方法生产涂抹装置;以及
49.‑
供应适合于容纳化妆品的容器。
50.此方法可进一步包括将涂抹装置附接到容器上。
附图说明
51.将参照附图的以下描述更佳地理解本发明,其中:
52.图1为具有化妆品的涂抹装置的化妆品包装和涂抹装置的部分拆卸视图;
53.图2为来自来自图1的化妆品的涂抹装置的涂抹器元件的侧视图;
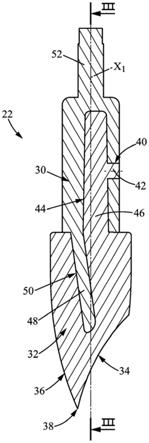
54.图3为沿着截平面iii
‑
iii的来自图2的涂抹器元件的截面视图;
55.图4为沿着截平面iv
‑
iv的来自图2的涂抹器元件的截面视图;
56.图5展示用于生产根据图2的涂抹器元件的方法的第一步骤;
57.图6展示用于生产根据图2的涂抹器元件的方法的第二步骤;以及
58.图7展示用于生产根据图2的涂抹器元件的方法的第三步骤。
具体实施方式
59.在本说明书的其余部分中,相同或具有相同功能的元件带有相同参考符号。出于本说明书的简洁性的目的,在每一实施例的上下文中未描述这些元件。实际上,仅描述实施例之间的差异。
60.图1展示用于化妆品12的包装和涂抹的装置10。化妆品12为例如眼影。
61.替代地,化妆品12选自:
62.‑
唇彩;
63.‑
睫毛膏;
64.‑
扑面粉;
65.‑
护肤品。
66.此包装和涂抹装置10基本上包括容纳待涂抹的化妆品12的容器14和涂抹装置16(或涂抹器装置)。
67.涂抹装置16为例如以下其中一种:
68.‑
唇彩涂抹器;
69.‑
睫毛膏涂抹器;
70.‑
眼影涂抹器;
71.‑
扑面粉涂抹器;
72.‑
护肤品涂抹器。
73.涂抹装置16包括具有第一末端18a和第二末端18b的杆18。杆18沿着纵向方向x0在杆18的第一末端18a与第二末端18b之间延伸。在图1上,杆的纵向方向x0与容器14和涂抹装置16的握持部件20的纵向方向x一致,并且与涂抹装置16的涂抹器元件22的纵向方向x1一致。固持构件20固定在杆18的第一末端18a附近。涂抹器元件22安装在杆18的第二末端18b附近,意味着在杆18的此第二末端18b的区域中。此处,固持构件20基本上是圆柱形的。固持
构件20的横向区段可尤其为椭圆形、圆形或多边形,例如三角形、正方形或矩形。固持构件20除固持涂抹装置16之外还允许将此涂抹装置16附接到容器14上。为此,例如具有轴线x的管状形状的容器14在颈部24的适合于允许涂抹器元件22和杆18通过的区域中具有带螺纹颈部26。固持构件20自身具备适合于旋拧在带螺纹颈部26上的带螺纹裙座27。此附接因此还用以堵塞颈部24。在容器14上的固持构件20的此位置中,杆18允许涂抹器元件22收纳到化妆品12中,因此用以在取出涂抹装置16期间提取所述化妆品的一部分。
74.在所展示实例中,容器14还包括在颈部24中的排放环28,所述排放环在此处紧紧地安装在颈部24中。此排放环28旨在在涂抹器元件22从容器14内部取出时与所述涂抹器元件接触,以去除涂抹器元件22可能浸泡或覆盖有的多余化妆品12。
75.然而,此排放环28是任选的。类似地,通过将固持构件20旋拧到容器14的带螺纹颈部26上而附接涂抹装置16的模式仅是来自本领域技术人员可设想的其它实施例的一个实例。替代地,涂抹装置16可弹性地嵌套(或“卡扣”)到容器14上。
76.然而,图2到4更详细地展示化妆品的涂抹装置16的涂抹器元件22。
77.明显地,此涂抹器元件22至少部分地呈泡沫塑料形式。
78.此处,例如,涂抹器元件22包括刚性头部30(或芯),泡沫塑料的涂抹部件32包覆模制到所述刚性头部(或芯)上。
79.此处,泡沫塑料应理解成意味着包括分散于塑料的固相中的气相,优选地由分散于塑料的固相中的气相组成的材料。固体塑料元件构成基质。气相容纳在空腔或气室中。空腔或气室可为开放的或封闭的。在封闭气室泡沫塑料中,每一气室由塑料的薄壁或薄膜完全围封。相比之下,在开放气室泡沫塑料中,个别气室彼此连接。
80.制造涂抹部件32的泡沫塑料为例如热塑性弹性体。泡沫塑料尤其选自:
81.‑
来自polyone
tm
公司的versaflex
tm cl30热塑性弹性体;
82.‑
来自kraiburg tpe的tm3 adt热塑性弹性体;
83.‑
来自polyone
tm
公司的versaflex
tm 2000x热塑性弹性体;
84.‑
来自polyone
tm
公司的versaflex
tm pkg4365热塑性弹性体;
85.‑
来自kraiburg tpe的tf5 fma热塑性弹性体;以及
86.‑
更一般来说,可具有与刚性头部30的化学流动再粘附性的任何热塑性塑料。
87.刚性头部30为例如来自polyone
tm
公司的versaflex
tm cl30热塑性弹性体。更一般来说,刚性头部30可为可具有与涂抹部件32的化学流动再粘附性的任何热塑性塑料。
88.例如,刚性头部30具有60肖氏a硬度,而涂抹部件32具有10肖氏a,优选地超过30肖氏a和/或低于40肖氏a硬度。因此,制造用于涂抹器元件22的基底结构,其具有足够硬度以为涂抹器元件提供可接受的机械阻力,同时还为用户提供良好使用舒适性。
89.涂抹部件32可限定一个或多个相异的涂抹表面34、36,更特定地适合于化妆品涂抹的涂抹表面。在所展示实例中,涂抹部件32经斜切以限定在涂抹器元件22的一个末端处形成的两个涂抹表面34、36。第一涂抹表面34是凹面的,而第二涂抹表面36是凸面的。此处第一涂抹表面34和第二涂抹表面36在远边38附近相遇,这例如允许实现化妆品特别细的线条。
90.涂抹部件32可全部覆盖有密绒。替代地,仅涂抹表面34、36覆盖有此类密绒。
91.涂抹部件32固定在刚性头部30上。此附接可通过互锁形状和/或借助于粘附剂实
施。在使用粘附剂和互锁形状时产生更佳附接结果。
92.在所展示实例中,尤其获得互锁形状,因为刚性杆30限定通向刚性头部30的侧表面的径向通道40,其中此径向通道收纳由涂抹部件32形成的销42。刚性头部30进一步限定收纳涂抹部件的部分46(此处基本上为圆柱形)的纵向通道44。径向通道40通向刚性头部30的纵向通道44。
93.刚性头部30中的通道40、44因此形成收纳由销42和圆柱形部分46形成的涂抹部件32的锚定部分的内部连接区域。
94.在实践中,通道40、44进一步允许将涂抹部件32包覆模制到刚性头部30上,其中形成涂抹部件的泡沫塑料通过这些通道40、44模制。
95.并且,在所展示实例中,刚性头部30限定在相对于涂抹器元件22的纵向方向的角度上延伸的材料的舌片48,其中此舌片48收纳在由涂抹部件32形成的互补壳体50中。同样,舌片48与互补壳体50之间的互锁形状提供硬质头部30与涂抹部件22的另外更佳附接。
96.在所展示实例中,可以看出,刚性头部30形成用于将涂抹器元件22附接到涂抹装置16的杆18上的柱头52。例如,柱头52紧紧地收纳在中空杆18中。根据优选实施方案,杆18在柱头52插入之后变形,尤其是压紧,以进一步改进涂抹器元件22到杆18中的附接的机械固持。
97.然而,根据未展示的变型,刚性头部30与杆18共同地模制。在此情况下,刚性头部30和杆18为一体式的。
98.现在将结合图5到7描述如上文所描述的用于涂抹装置16的生产方法实例,所述图更特定地展示涂抹器元件22的连续实施步骤。
99.在第一步骤中,提供固持构件20。此固持构件可通过本领域技术人员可获得的任何手段来实施。例如,固持构件可通过模制来制造。
100.接着制造涂抹器元件22。可尤其如下制造此涂抹器元件22。
101.首先,提供例如上文所描述且如可在图5中看到的刚性头部30。此类刚性头部30可例如通过塑料模制来制造。
102.接着,如图6中所展示,将刚性头部30布置在模具100中,从而允许通过径向管道40将泡沫塑料注射到模具100中。模具100具有用于刚性头部32的收纳压印,其允许包覆模制涂抹部件22。泡沫塑料注射装置102与径向管道40相对地布置。
103.可用泡沫塑料注射装置102将液态塑料106和气体108的混合物注射到模具100中。
104.气体例如选自:
105.‑
氮气;以及
106.‑
二氧化碳。
107.有利地,在此步骤中实施惰性气体。
108.注射步骤可尤其持续1秒到2秒之间。气体注射可与液态塑料的注射同时进行,也可仅在液态塑料注射的部分期间进行。例如,气体在包含在1/10秒与1/2秒之间的时间内(例如在1/4秒期间)注射到模具中。
109.注射到模具中的泡沫塑料的量可仅表示待填充所述泡沫塑料的容积的部分。实际上,观察到所注射的泡沫塑料具有在其注射之后在模具中继续膨胀的倾向。这个泡沫塑料的量例如包含在待填充泡沫塑料的模具100的容积的90%与95%之间。以此方式提供涂抹
器元件22的更佳表面状况,尤其是涂抹器元件22的表面的更佳外观。
110.在泡沫塑料注射步骤期间,可将模具100加热,尤其是在根据需要而限定涂抹器元件22或涂抹部件32的涂抹表面34、36中的一个的模具的一个或多个表面上加热。实际上观察到,以此方式有可能获得这些涂抹表面34、36的更佳表面状况。
111.并且,在注射步骤期间,可排出存在于模具100中的气体的部分,以促进/改进将泡沫塑料分散到模具100中。以此方式,获得泡沫塑料在模具100中的更均匀分布,并且因此获得更均匀的涂抹部件32。
112.并且,优选地,在将泡沫塑料注射到模具100中的步骤之后,模具100保持在闭合位置中达预设时间,其被称为静置时间。取决于涂抹部件的大小,此静置时间例如包含在1秒与10秒之间。优选地,此静置时间长于5秒。出人意料地,观察到模具在闭合位置的此固持限制了所模制的涂抹部件22上的变形的外观。
113.在冷却和静置之后,根据需要,从模具100取出涂抹器元件22。
114.涂抹器元件22可接着根据需要而经由杆18附接到固持构件20。
115.然后可完成方法以通过提供适合于容纳化妆品且优选地容纳化妆品的容器来生产包装和涂抹组合件。例如,然后涂抹装置可固定在容器,尤其是通过旋拧或通过弹性嵌套。
116.本发明不限于参照图式的上述实施例,而是相反地,还涉及本领域技术人员可获得的许多变型。
117.确切地说,在所展示实例中,刚性头部30限定单个径向管道40。然而,替代地,刚性头部30限定两个径向管道40,尤其是对称的,其从单个纵向管道44或从两个相异的例如对称的纵向管道44延伸。
118.并且,在所展示实例中,整个涂抹部件32由泡沫塑料制成。然而,替代地,仅部分涂抹部件32是泡沫塑料的。