一种3d打印建筑功能舱的建造方法
技术领域
1.本发明3d混凝土打印新技术与新材料领域,尤其涉及一种3d打印建筑功能舱的建造方法。
背景技术:
2.近年来,3d打印技术从无到有逐渐发展起来,并开始应用到建筑领域中。目前有关水泥基或3d打印混凝土的研究尚处于研发的初级阶段,尚未大量应用于当前的市场中。
3.现阶段市场上的3d打印产品更多地局限于建筑构件的范畴。这些产品作为预制的砌块或单片的预制墙体,被用于建筑结构的主体或装饰。目前市场上并无成熟的3d打印建筑产品,可供人们直接入住使用,或者为人们的生产、生活活动提供合适的空间场所。
4.目前市场上的临时建筑或可移动建筑产品多为集装箱房屋,集装箱房屋隔热、隔音效果差,使用舒适度极低。且外观并不具备很高的美学欣赏价值,对于节能减排也疏于考虑。
技术实现要素:
5.为了解决上述技术问题或者至少部分地解决上述技术问题,本发明提供了一种3d打印建筑功能舱的建造方法,该建造方法包括:
6.根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸;
7.采用3d打印技术打印所述3d打印墙体;
8.架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体。
9.优选地,所述建筑功能舱的建筑模型包括所述建筑功能舱的基础承载系统的建筑模型、主体结构系统的建筑模型、内饰面系统的建筑模型、内部隔墙及家具系统的建筑模型、外饰面系统的建筑模型、能源系统的建筑模型、环境调节系统的建筑模型以及防水系统的建筑模型。
10.优选地,所述3d打印墙体的尺寸为1350mm
×
3300mm
×
8500mm或者2700mm
×
3300mm
×
8500mm。
11.优选地,所述采用3d打印技术打印所述3d打印墙体,包括:所述3d打印墙体包括若干3d打印建筑模块以及钢筋网片;
12.采用3d打印技术依次打印所述3d打印建筑模块;
13.其中,每打印200mm高度的所述3d打印建筑模块固定一片所述钢筋网片,直至所述3d打印墙体打印完成。
14.优选地,所述采用3d打印技术打印所述3d打印墙体之后,还包括:对所述3d打印墙体进行保温隔声处理。
15.优选地,所述架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,包括:
16.在所述建筑施工场地的地面挖两道沟槽放置所述地基的钢桩基,在所述钢桩基上固定所述地基的钢结构;
17.在所述地基的钢结构上固定所述3d打印墙体。
18.优选地,所述架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体之后,还包括:
19.在相邻所述3d打印墙体的拼缝处预留市电及市水入户管线;
20.在所述地基的钢结构上铺设大兴板;
21.对所述3d打印墙体的外表面进行防水处理。
22.优选地,所述架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体之后,包括:
23.在所述3d打印墙体的外表面顶部安装太阳能发电板。
24.优选地,所述在所述3d打印墙体的外表面顶部安装太阳能发电板之后,包括:
25.在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条。
26.优选地,所述在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条之后,包括:
27.安装内部吊柜、内部墙体装饰、隔墙、家具及灯具。
28.本发明实施例提供的技术方案与现有技术相比具有如下优点:
29.本发明实施例提供的一种3d打印建筑功能舱的建造方法,其建筑功能舱的墙体以混凝土3d打印技术为基础,提供了一种可快速建造居住舒适的建筑产品的建造方法。
附图说明
30.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
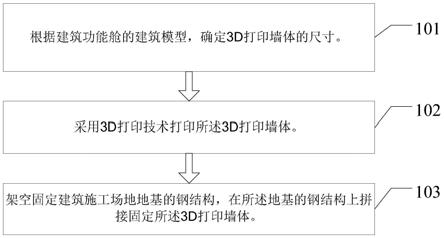
32.图1为本发明实施例所述的一种3d打印建筑功能舱的建造方法的一种流程示意图;
33.图2为本发明实施例所述的一种3d打印建筑功能舱的建造方法的再一种流程示意图;
34.图3为本发明实施例所述的一种3d打印建筑功能舱的建造方法的又一种流程示意图;
35.图4为本发明实施例所述的一种3d打印建筑功能舱的结构示意图;
36.图5a至图5d为本发明实施例所述的一种3d打印建筑功能舱的基础承载系统的建造过程示意图;
37.图6是本发明实施例所述的3d打印建筑功能舱的能源系统的安装结构示意图。
具体实施方式
38.为了能够更清楚地理解本发明的上述目的、特征和优点,下面将对本发明的方案进行进一步描述。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可
以相互组合。
39.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但本发明还可以采用其他不同于在此描述的方式来实施;显然,说明书中的实施例只是本发明的一部分实施例,而不是全部的实施例。
40.图1为本发明实施例所述的一种3d打印建筑功能舱的建造方法的一种流程示意图;如图1所示,该3d打印建筑功能舱的建造方法包括:
41.步骤101、根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸。
42.在步骤101中,根据该建筑功能舱预制组装的特性对该建筑模型进行集成化整体设计,并根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸。在该建筑功能舱中有部分建筑结构是需要采用3d打印机进行打印的,根据建筑功能舱整体结构的建筑模型,并结合该建筑功能舱的可组装、可拆卸、可运输的特性来设计3d打印墙体的尺寸。优选地,该3d打印墙体的尺寸以900mm为模数,可以很好的满足组装和长途运输该墙体的需要。
43.在步骤101中,还可以对该建筑功能舱的建筑模型进行形体美学设计,以满足实际的建筑需求。
44.步骤102、采用3d打印技术打印所述3d打印墙体。
45.在步骤102中,确定该3d打印墙体的作业技术方案,结合建筑模型的信息,确定3d打印墙体的打印路径,依据打印路径采用3d打印机打印该3d打印墙体。
46.步骤103、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体。
47.在步骤103中,采用对建筑施工场地的地基架空设置的方式,架空固定该地基的钢结构,然后在该地基的钢结构上拼接固定已经打印完毕的3d打印墙体。
48.本发明实施例提供的一种3d打印建筑功能舱的建造方法,其建筑功能舱的墙体以混凝土3d打印技术为基础,提供了一种可快速建造居住舒适的建筑产品的建造方法。
49.在一些实施例中,该建筑功能舱的建筑模型包括建筑功能舱的基础承载系统的建筑模型、主体结构系统的建筑模型、内饰面系统的建筑模型、内部隔墙及家具系统的建筑模型、外饰面系统的建筑模型、能源系统的建筑模型、环境调节系统的建筑模型以及防水系统的建筑模型。本发明实施例提供的建造方法,通过对建筑模型的整体结构设计,可以对建筑功能舱内部各个部件之间的可组装性、可运行性进行设计,并且将3d打印技术很好的融合到建筑功能舱的建筑过程中,实现建筑的拆卸、运输、异地组装灵活性,适应多种空间环境。
50.在一些实施例中,该3d打印墙体的尺寸例如可以为1350mm
×
3300mm
×
8500mm或者2700mm
×
3300mm
×
8500mm。具体地,3d打印中间段模块尺寸为2700mm
×
3300mm
×
8500mm,端部模块为1350mm
×
3300mm
×
8500mm。模块尺寸以建筑900mm为模数,能在满足高速非特种运输的基础上,将单个车辆的运输能力最大化利用。有利于产品的运输,增强产品对于偏远地区的适应性。
51.在一些实施例中,步骤102、所述采用3d打印技术打印所述3d打印墙体,例如还可以包括:所述3d打印墙体包括若干3d打印建筑模块以及钢筋网片;采用3d打印技术依次打印所述3d打印建筑模块;其中,每打印200mm高度的所述3d打印建筑模块固定一片所述钢筋网片,直至所述3d打印墙体打印完成。
52.具体地,确定所述3d打印墙体的作业技术方案,结合建筑模型信息,确定墙体打印
路径,依据打印路径进行平面放线、同时定位钢套筒点位,采用3d打印机打印该3d打印墙体。3d打印墙体采用逐层增材打印,打印机器依据打印路径逐层挤出打印材料,每打印200mm高度的3d打印建筑模块放置一片钢筋网片,直至墙体打印完成。打印的所述墙体截面的结构形式采用双层外壁加内部支撑的组合形式,呈现为多空腔分割形式,行走轨迹可以为一字型、“w”型、“m”型、“s”型、“8”型、“z”型、或其组合等形式。并在预留钢套筒的w孔洞内放置钢套筒,钢套筒与预留钢针对位设置,确保钢套筒垂直设置。
53.在一些实施例中,步骤102、采用3d打印技术打印所述3d打印墙体之后,例如还可以包括:对所述3d打印墙体进行保温隔声处理。例如可以对该3d打印墙体进行保温隔声填充体施工,在打印形成的多孔连续隔墙内部空腔填充保温隔声浆料,与3d打印形成的墙体骨架一起形成保温隔声隔墙系统。
54.本发明实施例提供的一种3d打印建筑功能舱的建造方法,所创造的混凝土3d打印墙体,以混凝土3d打印技术为基础,集成建筑保温材料,提供了一种可快速建造、保温隔热、居住舒适的建筑产品。混凝土基材在保温蓄热、抗老化等能力上均优于集装箱建筑所用的金属材料。通过打印墙体空腔内灌保温浆料、外贴保温板,能够极大提高建筑的保温隔热性。而且构件不仅现场打印快速、还可以做到预制装配,能够快速建造一大批使用寿命长的建筑,极大地提高了应急建筑的使用舒适性。
55.在一些实施例中,步骤103、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,例如还可以包括:在建筑施工场地的地面挖两道沟槽放置地基的钢桩基,在钢桩基上固定地基的钢结构;在地基的钢结构上固定3d打印墙体。
56.本发明实施例中采用地基的钢结构架空固定的做法,降低建筑产品对地面的基础条件要求,增强建筑产品对环境的适应性。当前市场上的混凝土3d打印建筑,通常采用夯实地基和现浇混凝土板对地基及地面进行建造,这种做法需要大量人力及机械作业,且对场地环境的要求比较高,对场地的破坏性也比较大。此外,建筑主体与地面的连接也是湿作业,建筑建成后无法拆卸。而本发明实施例提供的一种3d打印建筑功能舱的建造方法,采用预埋地基的钢桩基以及钢结构架空固定的做法。对地面的作业仅需开挖两道沟槽放置钢桩基,对基础条件及环境的要求较小,且在基础地面与建筑之间采用螺钉和水泥钉等干作业连接,可以方便维修、拆除、组装和回收。本发明实施例提供的方法增强了建筑产品对环境的适应性,同时保证了建筑及基础的可拆卸性。
57.在一些实施例中,步骤103、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,在步骤204中例如还可以包括:当建筑施工场地上的地基建造完成后,在该建筑施工场地的地基上拼接固定该3d打印墙体,各3d打印墙体在拼缝位置的两侧分别设置有钢筋网片,该钢筋网片上设置有外露钢筋头,续接钢筋的首末端分别与外漏钢筋头栓接或焊接。栓接或焊接的固定方式能够做到便利的拆卸和重新固定。传统湿作业的连接方式无法做到这一点。
58.在一些实施例中,步骤103、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,在步骤103之后,例如还可以包括:在相邻所述3d打印墙体的拼缝处预留市电及市水入户管线;在所述地基的钢结构上铺设大兴板;对所述3d打印墙体的外表面进行防水处理。
59.具体地,在相邻3d打印墙体的拼缝处预留市电及市水入户管线;在该建筑功能舱
的底部预留上下水管道的位置,上下水管道的位置主要与卫生间马桶及盥洗池位置相对应。然后在建筑功能舱地基的钢结构上铺设大兴板,从地面中间向两侧铺设大兴板。在3d打印墙体的外表面上刷渗透结晶防水涂料进行防水处理。在一些实施例中,还可以在做完防水处理后,再对3d打印墙体的外表面用腻子进行找平处理。采用腻子找平处理可以根据实际的工程需求进行处理,如果3d打印墙体的外表面没有瑕疵,且墙体的强度满足实际的工程需求,则不再采用腻子进行找平处理。
60.在一些实施例中,步骤103、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,在步骤103之后,例如还可以包括:在所述3d打印墙体的外表面顶部安装太阳能发电板。本发明实施例中提供的建造方法,在建筑物顶部安装太阳能发电板,太阳能板与内部变电器相结合,能够对太阳能进行储存和利用,从而实现节能减排的目的。
61.在一些实施例中,在所述3d打印墙体的外表面顶部安装太阳能发电板之后,例如还包括:在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条。在拼缝处安装金属拼缝扣条,这样的做法使得建筑在机械连接的情况下,能够有效的解决模块接缝处建筑防水问题。
62.在一些实施例中,在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条之后,例如还包括:安装内部吊柜、内部墙体装饰、隔墙、家具及灯具。
63.本发明实施例提供的一种3d打印建筑功能舱的建造方法,与以往混凝土3d打印建筑的不同点体现在产品对于建筑的形体美学,连接固定,节能减排,场地适应以及可拆卸、运输、重组上的便利性上的积极设计,能够提升应急建筑的施工速度及舒适性。
64.以上仅为本发明的一种实施方式,本发明的实施方式还可以如图2所示,图2为本发明实施例所述的一种3d打印建筑功能舱的建造方法的再一种流程示意图,如图2所示,该3d打印建筑功能舱的建造方法包括:
65.步骤201、根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸。
66.在步骤201中,根据该建筑功能舱预制组装的特性对该建筑模型进行集成化整体设计,并根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸。在该建筑功能舱中有部分建筑结构是需要采用3d打印机进行打印的,根据建筑功能舱整体结构的建筑模型,并结合该建筑功能舱的可组装、可拆卸、可运输的特性来设计3d打印墙体的尺寸。优选地,该3d打印墙体的尺寸以900mm为模数,可以很好的满足组装和长途运输该墙体的需要。
67.在步骤201中,还可以对该建筑功能舱的建筑模型进行形体美学设计,以满足实际的建筑需求。
68.在一些实施例中,该建筑功能舱的建筑模型包括建筑功能舱的基础承载系统的建筑模型、主体结构系统的建筑模型、内饰面系统的建筑模型、内部隔墙及家具系统的建筑模型、外饰面系统的建筑模型、能源系统的建筑模型、环境调节系统的建筑模型以及防水系统的建筑模型。本发明实施例提供的建造方法,通过对建筑模型的整体结构设计,可以对建筑功能舱内部各个部件之间的可组装性、可运行性进行设计,并且将3d打印技术很好的融合到建筑功能舱的建筑过程中,实现建筑的拆卸、运输、异地组装灵活性,适应多种空间环境。
69.在一些实施例中,该3d打印墙体的尺寸例如可以为1350mm
×
3300mm
×
8500mm或者2700mm
×
3300mm
×
8500mm。具体地,3d打印中间段模块尺寸为2700mm
×
3300mm
×
8500mm,端部模块为1350mm
×
3300mm
×
8500mm。模块尺寸以建筑900mm为模数,能在满足高速非特种运
输的基础上,将单个车辆的运输能力最大化利用。有利于产品的运输,增强产品对于偏远地区的适应性。
70.步骤202、采用3d打印技术打印所述3d打印墙体。
71.在步骤202中,确定该3d打印墙体的作业技术方案,结合建筑模型的信息,确定3d打印墙体的打印路径,依据打印路径采用3d打印机打印该3d打印墙体。
72.在一些实施例中,步骤202、所述采用3d打印技术打印所述3d打印墙体,例如还可以包括:所述3d打印墙体包括若干3d打印建筑模块以及钢筋网片;采用3d打印技术依次打印所述3d打印建筑模块;其中,每打印200mm高度的所述3d打印建筑模块固定一片所述钢筋网片,直至所述3d打印墙体打印完成。
73.具体地,确定所述3d打印墙体的作业技术方案,结合建筑模型信息,确定墙体打印路径,依据打印路径进行平面放线、同时定位钢套筒点位,采用3d打印机打印该3d打印墙体。3d打印墙体采用逐层增材打印,打印机器依据打印路径逐层挤出打印材料,每打印200mm高度的3d打印建筑模块放置一片钢筋网片,直至墙体打印完成。打印的所述墙体截面的结构形式采用双层外壁加内部支撑的组合形式,呈现为多空腔分割形式,行走轨迹可以为一字型、“w”型、“m”型、“s”型、“8”型、“z”型、或其组合等形式。并在预留钢套筒的w孔洞内放置钢套筒,钢套筒与预留钢针对位设置,确保钢套筒垂直设置。
74.步骤203、对所述3d打印墙体进行保温隔声处理。
75.在步骤203中,例如可以对该3d打印墙体进行保温隔声填充体施工,在打印形成的多孔连续隔墙内部空腔填充保温隔声浆料,与3d打印形成的墙体骨架一起形成保温隔声隔墙系统。
76.在一些实施例中,步骤203、对所述3d打印墙体进行保温隔声处理,例如还可以包括:对该3d打印墙体进行保温隔声填充体施工,在打印形成的多孔连续隔墙内部空腔填充保温隔声浆料,与3d打印形成的墙体骨架一起形成保温隔声隔墙系统。
77.本发明实施例提供的一种3d打印建筑功能舱的建造方法,所创造的混凝土3d打印墙体,以混凝土3d打印技术为基础,集成建筑保温材料,提供了一种可快速建造、保温隔热、居住舒适的建筑产品。混凝土基材在保温蓄热、抗老化等能力上均优于集装箱建筑所用的金属材料。通过打印墙体空腔内灌保温浆料、外贴保温板,能够极大提高建筑的保温隔热性。而且构件不仅现场打印快速、还可以做到预制装配,能够快速建造一大批使用寿命长的建筑,极大地提高了应急建筑的使用舒适性。
78.步骤204、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体。
79.在步骤204中,采用对建筑施工场地的地基架空设置的方式,架空固定该地基的钢结构,然后在该地基的钢结构上拼接固定已经打印完毕的3d打印墙体。
80.在一些实施例中,在步骤204中,例如还可以是,当建筑施工场地上的地基建造完成后,在该建筑施工场地地基的钢结构上拼接固定该3d打印墙体,各个3d打印墙体之间通过续接钢筋拉结固定在一起。
81.在一些实施例中,步骤204、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,例如还可以包括:在建筑施工场地的地面挖两道沟槽放置地基的钢桩基,在钢桩基上固定地基的钢结构;在地基的钢结构上固定3d打印墙体。
82.本发明实施例中采用地基的钢结构架空固定的做法,降低建筑产品对地面的基础条件要求,增强建筑产品对环境的适应性。当前市场上的混凝土3d打印建筑,通常采用夯实地基和现浇混凝土板对地基及地面进行建造,这种做法需要大量人力及机械作业,且对场地环境的要求比较高,对场地的破坏性也比较大。此外,建筑主体与地面的连接也是湿作业,建筑建成后无法拆卸。而本发明实施例提供的一种3d打印建筑功能舱的建造方法,采用预埋地基的钢桩基以及钢结构架空固定的做法。对地面的作业仅需开挖两道沟槽放置钢桩基,对基础条件及环境的要求较小,且在基础地面与建筑之间采用螺钉和水泥钉等干作业连接,可以方便维修、拆除、组装和回收。本发明实施例提供的方法增强了建筑产品对环境的适应性,同时保证了建筑及基础的可拆卸性。
83.在一些实施例中,步骤204、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,在步骤204中例如还可以包括:当建筑施工场地上的地基建造完成后,在该建筑施工场地的地基上拼接固定该3d打印墙体,各3d打印墙体在拼缝位置的两侧分别设置有钢筋网片,该钢筋网片上设置有外露钢筋头,续接钢筋的首末端分别与外漏钢筋头栓接或焊接。栓接或焊接的固定方式能够做到便利的拆卸和重新固定。传统湿作业的连接方式无法做到这一点。
84.步骤205、在所述3d打印墙体的外表面顶部安装太阳能发电板。
85.在步骤205中,在组装完毕的3d打印墙体的外表面顶部固定安装太阳能发电板,该太阳能发电板贴合固定在建筑功能舱的顶部。
86.本发明实施例中提供的建造方法,在建筑物顶部安装太阳能发电板,太阳能板与内部变电器相结合,能够对太阳能进行储存和利用,从而实现节能减排的目的。
87.步骤206、在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条。
88.在步骤206中,在固定好太阳能发电板之后,在3d打印墙体的外表面上,在相邻3d打印墙体的拼缝处安装金属拼缝扣条。
89.本发明实施例提供的一种3d打印建筑功能舱的建造方法,其建筑功能舱的墙体以混凝土3d打印技术为基础,集成建筑保温材料,提供了一种可快速建造、保温隔热、居住舒适的建筑产品的建造方法。
90.以上仅为本发明的一种实施方式,本发明的实施方式还可以如图3所示,图3为本发明实施例所述的一种3d打印建筑功能舱的建造方法的又一种流程示意图,如图3所示,该3d打印建筑功能舱的建造方法包括:
91.步骤301、根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸。
92.在步骤301中,根据该建筑功能舱预制组装的特性对该建筑模型进行集成化整体设计,并根据建筑功能舱的建筑模型,确定3d打印墙体的尺寸。在该建筑功能舱中有部分建筑结构是需要采用3d打印机进行打印的,根据建筑功能舱整体结构的建筑模型,并结合该建筑功能舱的可组装、可拆卸、可运输的特性来设计3d打印墙体的尺寸。优选地,该3d打印墙体的尺寸以900mm为模数,可以很好的满足组装和长途运输该墙体的需要。
93.在步骤301中,还可以对该建筑功能舱的建筑模型进行形体美学设计,以满足实际的建筑需求。
94.在一些实施例中,该建筑功能舱的建筑模型包括建筑功能舱的基础承载系统的建筑模型、主体结构系统的建筑模型、内饰面系统的建筑模型、内部隔墙及家具系统的建筑模
型、外饰面系统的建筑模型、能源系统的建筑模型、环境调节系统的建筑模型以及防水系统的建筑模型。本发明实施例提供的建造方法,通过对建筑模型的整体结构设计,可以对建筑功能舱内部各个部件之间的可组装性、可运行性进行设计,并且将3d打印技术很好的融合到建筑功能舱的建筑过程中,实现建筑的拆卸、运输、异地组装灵活性,适应多种空间环境。
95.在一些实施例中,该3d打印墙体的尺寸例如可以为1350mm
×
3300mm
×
8500mm或者2700mm
×
3300mm
×
8500mm。具体地,3d打印中间段模块尺寸为2700mm
×
3300mm
×
8500mm,端部模块为1350mm
×
3300mm
×
8500mm。模块尺寸以建筑900mm为模数,能在满足高速非特种运输的基础上,将单个车辆的运输能力最大化利用。有利于产品的运输,增强产品对于偏远地区的适应性。
96.步骤302、采用3d打印技术打印所述3d打印墙体。
97.在步骤302中,确定该3d打印墙体的作业技术方案,结合建筑模型的信息,确定3d打印墙体的打印路径,依据打印路径采用3d打印机打印该3d打印墙体。
98.在一些实施例中,步骤302、所述采用3d打印技术打印所述3d打印墙体,例如还可以包括:所述3d打印墙体包括若干3d打印建筑模块以及钢筋网片;采用3d打印技术依次打印所述3d打印建筑模块;其中,每打印200mm高度的所述3d打印建筑模块固定一片所述钢筋网片,直至所述3d打印墙体打印完成。
99.具体地,确定所述3d打印墙体的作业技术方案,结合建筑模型信息,确定墙体打印路径,依据打印路径进行平面放线、同时定位钢套筒点位,采用3d打印机打印该3d打印墙体。3d打印墙体采用逐层增材打印,打印机器依据打印路径逐层挤出打印材料,每打印200mm高度的3d打印建筑模块放置一片钢筋网片,直至墙体打印完成。打印的所述墙体截面的结构形式采用双层外壁加内部支撑的组合形式,呈现为多空腔分割形式,行走轨迹可以为一字型、“w”型、“m”型、“s”型、“8”型、“z”型、或其组合等形式。并在预留钢套筒的w孔洞内放置钢套筒,钢套筒与预留钢针对位设置,确保钢套筒垂直设置。
100.步骤303、对所述3d打印墙体进行保温隔声处理。
101.在步骤303中,例如可以对该3d打印墙体进行保温隔声填充体施工,在打印形成的多孔连续隔墙内部空腔填充保温隔声浆料,与3d打印形成的墙体骨架一起形成保温隔声隔墙系统。
102.在一些实施例中,步骤303、对所述3d打印墙体进行保温隔声处理,例如还可以包括:对该3d打印墙体进行保温隔声填充体施工,在打印形成的多孔连续隔墙内部空腔填充保温隔声浆料,与3d打印形成的墙体骨架一起形成保温隔声隔墙系统。
103.本发明实施例提供的一种3d打印建筑功能舱的建造方法,所创造的混凝土3d打印墙体,以混凝土3d打印技术为基础,集成建筑保温材料,提供了一种可快速建造、保温隔热、居住舒适的建筑产品。混凝土基材在保温蓄热、抗老化等能力上均优于集装箱建筑所用的金属材料。通过打印墙体空腔内灌保温浆料、外贴保温板,能够极大提高建筑的保温隔热性。而且构件不仅现场打印快速、还可以做到预制装配,能够快速建造一大批使用寿命长的建筑,极大地提高了应急建筑的使用舒适性。
104.步骤304、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体。
105.在步骤304中,采用对建筑施工场地的地基架空设置的方式,架空固定该地基的钢
结构,然后在该地基的钢结构上拼接固定已经打印完毕的3d打印墙体。
106.在一些实施例中,在步骤304中,例如还可以是,当建筑施工场地上的地基建造完成后,在该建筑施工场地地基的钢结构上拼接固定该3d打印墙体,各个3d打印墙体之间通过续接钢筋拉结固定在一起。
107.在一些实施例中,步骤304、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,例如还可以包括:在建筑施工场地的地面挖两道沟槽放置地基的钢桩基,在钢桩基上固定地基的钢结构;在地基的钢结构上固定3d打印墙体。
108.本发明实施例中采用地基的钢结构架空固定的做法,降低建筑产品对地面的基础条件要求,增强建筑产品对环境的适应性。当前市场上的混凝土3d打印建筑,通常采用夯实地基和现浇混凝土板对地基及地面进行建造,这种做法需要大量人力及机械作业,且对场地环境的要求比较高,对场地的破坏性也比较大。此外,建筑主体与地面的连接也是湿作业,建筑建成后无法拆卸。而本发明实施例提供的一种3d打印建筑功能舱的建造方法,采用预埋地基的钢桩基以及钢结构架空固定的做法。对地面的作业仅需开挖两道沟槽放置钢桩基,对基础条件及环境的要求较小,且在基础地面与建筑之间采用螺钉和水泥钉等干作业连接,可以方便维修、拆除、组装和回收。本发明实施例提供的方法增强了建筑产品对环境的适应性,同时保证了建筑及基础的可拆卸性。
109.在一些实施例中,步骤304、架空固定建筑施工场地地基的钢结构,在所述地基的钢结构上拼接固定所述3d打印墙体,在步骤304中例如还可以包括:当建筑施工场地上的地基建造完成后,在该建筑施工场地的地基上拼接固定该3d打印墙体,各3d打印墙体在拼缝位置的两侧分别设置有钢筋网片,该钢筋网片上设置有外露钢筋头,续接钢筋的首末端分别与外漏钢筋头栓接或焊接。栓接或焊接的固定方式能够做到便利的拆卸和重新固定。传统湿作业的连接方式无法做到这一点。
110.步骤305、在相邻所述3d打印墙体的拼缝处预留市电及市水入户管线。
111.在步骤305中,在相邻3d打印墙体的拼缝处预留市电及市水入户管线;在该建筑功能舱的底部预留上下水管道的位置,上下水管道的位置主要与卫生间马桶及盥洗池位置相对应。
112.步骤306、在所述地基的钢结构上铺设大兴板。
113.在步骤306中,在建筑功能舱地基的钢结构上铺设大兴板,从地面中间向两侧铺设大兴板。
114.步骤307、对所述3d打印墙体的外表面进行防水处理。
115.在步骤307中,对3d打印墙体的外表面上刷防水涂料和弹性涂料,进行防水处理。
116.在一些实施例中,步骤307例如还包括,在做完防水处理后,再对3d打印墙体的外表面用腻子进行找平处理。采用腻子找平处理可以根据实际的工程需求进行处理,如果3d打印墙体的外表面没有瑕疵,且墙体的强度满足实际的工程需求,则不再采用腻子进行找平处理。
117.步骤308、在所述3d打印墙体的外表面顶部安装太阳能发电板。
118.在步骤308中,在组装完毕的3d打印墙体的外表面顶部固定安装太阳能发电板,该太阳能发电板贴合固定在建筑功能舱的顶部。
119.本发明实施例中提供的建造方法,在建筑物顶部安装太阳能发电板,太阳能板与
内部变电器相结合,能够对太阳能进行储存和利用,从而实现节能减排的目的。
120.步骤309、在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条。
121.在步骤309中,在固定好太阳能发电板之后,在3d打印墙体的外表面上,在相邻3d打印墙体的拼缝处安装金属拼缝扣条。
122.步骤310、安装内部吊柜、内部墙体装饰、隔墙、家具及灯具。
123.在步骤310中,安装内部吊柜、内部墙体装饰,隔墙、家具及灯具,对整个建筑功能舱的内部装饰及设施进行完善。
124.本发明实施例提供的一种3d打印建筑功能舱的建造方法,使用该方法创造了一种可组装、拆卸的3d打印混凝土建筑产品。产品本身集成建筑保温、隔热、隔声、使用功能基本条件以及建筑美学价值。且通过整合清洁能源技术,建筑自身可以实现能源的自我供给。建筑构件及模块之间通过适应性机械装置连接,实现建筑的拆卸、运输、异地组装灵活性,适应多种空间环境。
125.以上仅为本发明的一种实施方式,本发明的实施方式还可以如图4所示,图4为本发明实施例所述的一种3d打印建筑功能舱的结构示意图,如图4所示,该3d打印建筑功能舱包括基础承载系统401、主体结构系统、内饰面系统、内部隔墙及家具系统、外饰面系统、能源系统、环境调节系统、防水系统。
126.该基础承载系统401包括两根200mm
×
400mm
×
10000mm主钢梁,四根150mm
×
200mm
×
6100mm连接钢梁,支撑牛腿,六根150mm
×
150mm
×
5850mm次梁,十四根50mm
×
50mm
×
7800mm方通,两片30mm
×
400mm
×
10000mm塑胶垫片。
127.该主体结构系统包括两段8500mm
×
1350mm
×
3300mm的混凝土3d打印标准端部模块402,三段8500mm
×
2700mm
×
3300mm的混凝土3d打印标准外围护模块403,两片2900mm
×
2700mm的玻璃幕墙404,两扇1050mm
×
2300mm的铝合金门扇405。
128.内饰面系统(图4中未示出),该内饰面系统主要作为建筑内部装饰及保温隔热的作用。该内饰面系统包括钢龙骨若干、20mm厚岩棉(或挤塑板)若干、5mm厚密度板若干、2720mm宽白色墙纸若干、7230mm
×
8550mm灰色地毯。
129.内部隔墙及家具系统包括内部隔墙406、六组450mm
×
570mm
×
2710mm的存物吊柜407、两组600mm
×
2800mm
×
850mm的落地柜408。落地柜408包含桌面隔板409和一体化盥洗池(图4中未示出)。该内部隔墙及家具系统还包括一组尺寸为450mm
×
1900mm
×
850mm的操作柜台和一个抽水马桶。
130.外饰面系统(图4中未示出)包括防水涂料和弹涂涂料饰面若干。
131.该能源系统包括顶部太阳能发电板板410,由54片1200mm
×
600mm的太阳能板贴合设置于该3d打印建筑功能舱的顶部。该能源系统还包括变电器、电箱、电线。
132.该环境调节系统(图4中未示出)包括一组环形吊灯,该吊灯的尺寸可随室内设计样式调整,还包括四条尺寸为50mm
×
50mm
×
8200mm的条灯。
133.该防水系统包括挤塑板若干、拼缝扣条若干、橡胶条若干、扣条固定件若干。该防水系统包括金属拼缝扣条411。
134.在一些实施例中,该建筑功能舱的基础承载系统401包括地基的钢结构和钢桩基,基础承载系统401的建造过程如图5a至图5d所示,图5a至图5d为本发明实施例所述的一种3d打印建筑功能舱的基础承载系统的建造过程示意图。
135.如图5a所示,放置两根尺寸为200mm
×
400mm
×
10000mm的主钢梁501与钢桩基(图5a中未示出)对位焊接;然后垂直主钢梁501放置四根尺寸为150mm
×
200mm
×
6100mm的连接钢梁502,相互对位焊接。
136.如图5b所示,放置次梁牛腿503与主钢梁501焊接固定。
137.如图5c所示,将6根尺寸为150mm
×
150mm
×
5850mm的次梁504与牛腿503焊接。
138.如图5d所示,将14根尺寸为50mm
×
50mm
×
7800mm的方通505焊接固定于次梁504上,每两根方通505之间的间距为450mm。此时方通顶面高程与打印墙体室内结构面高程一致。
139.在一些实施例中,在基础承载系统401上设置主体结构系统,该主体结构系统采用墙体吊装拼接的方式进行拼接固定,首先将一个吊钩固定在打印墙体灌浆吊点位置,同时用绑带在墙体混凝土灌实位置绑扎好。然后将另一个吊钩在墙体构件另一侧勾上绑带,进行90
°
旋转吊装。旋转完毕后,将3d打印墙体吊装到基础承载系统401上。
140.将打印墙体放置于基础承载系统401时,如图4所示,首先放置中间段3d打印墙体于基础承载系统401上,确保3d打印墙体长轴方向中线与基础短轴对齐,该中间段3d打印墙体包括三段尺寸为8500mm
×
2700mm
×
3300mm的混凝土3d打印标准外围护模块403。然后依次向两侧放置两段尺寸为8500mm
×
1350mm
×
3300mm的混凝土3d打印标准端部模块402,以及两片尺寸为2900mm
×
2700mm的玻璃幕墙404和两扇尺寸为1050mm
×
2300mm的铝合金门扇405。理想状态下两段3d打印墙体之间的拼缝缝隙为20mm,拼缝缝隙应当控制在15mm-25mm内。
141.在一些实施例中,例如还可以为,在3d打印标准端部模块402拼缝处预留4根规格为φ20的pvc管,供市电及建筑顶部太阳能电线入户。在该建筑功能舱底部预留上下水管道的位置,上下水管道的位置主要与卫生间马桶及盥洗池位置相对应。然后在建筑功能舱的内部地面铺设大兴板,从地面中间向两侧铺设大兴板,在保证板材水平的条件下将板材铺设至打印建造模块的起坡处。放置于方通上的大兴板通过螺钉与方通栓接固定。放置在两侧打印墙体上的大兴板通过水泥钉与地面固定。
142.在一些实施例中,能源系统例如还可以包括54片1200mm
×
600mm的太阳能发电板。在中间三段3d打印墙体顶部安装太阳能板即在3d打印标准外围护模块403的外表面顶部安装太阳能发电板。
143.在一些实施例中,该太阳能发电板贴合固定在建筑功能舱的顶部。如图6所示,图6是本发明实施例所述的3d打印建筑功能舱的能源系统的安装结构示意图,在该3d打印墙体的顶部,垂直于拼缝放置10根尺寸为20mm
×
50mm
×
2420mm的钢龙骨,结合图6中的结构,首先将第一膨胀螺丝601穿过钢龙骨602的孔洞中,使得第一膨胀螺丝601和钢龙骨602组装在一起,然后通过第一膨胀螺丝601将钢龙骨602固定设置在3d打印墙体的外表面603。然后,将第二膨胀螺丝604穿过支撑部件605的孔洞中,再将螺母606固定在第二膨胀螺丝604上,就可以将第二膨胀螺丝604、螺母606和支撑部件605组装在一起,然后将组装好的支撑部件605与钢龙骨602固定在一起。具体的,支撑部件605通过螺母606与钢龙骨602卡接固定在一起,将螺母606拧紧,就可以将该组装好的支撑部件605固定在钢龙骨602上。最后,将太阳能发电板607固定设置在支撑部件605的卡槽608中。
144.优选地,该钢龙骨602底面距离当前3d打印墙体的外表面603的高度为10mm,这样
的高度设计以便于屋面排水。
145.优选地,如图6所示,钢龙骨602上设置有朝向3d打印墙体的外表面603的凸起609,螺母606上设置有与钢龙骨602上的凸起609相对应的凹槽610,该凸起609和凹槽610可以实现螺母606与钢龙骨602之间的卡接固定,防止螺母606从钢龙骨602中脱落出来,进而可以防止整个支撑部件605从钢龙骨602上脱落下来。
146.太阳能发电板的电线沿着3d打印墙体拼缝向下设置,在建筑底部汇总后,通过预留的pvc管进入室内。该能源系统还包括变电器、电箱、电线等。
147.在一些实施例中,防水系统的安装过程例如还可以包括:在固定好太阳能发电板之后,在相邻所述3d打印墙体的拼缝处安装金属拼缝扣条。首先,沿着3d打印墙体的拼缝确定铝合金扣座的点位并进行标记。再对拼缝两侧进行打磨的基础上,以拼缝缝隙中线为轴线,向两侧各偏23mm放置防水橡胶条。然后放置铝合金扣座。将连接杆件与铝合金扣座通过螺母连接,然后将连接杆件穿过3d打印墙体的外皮。确保铝合金扣座与橡胶条咬合后,拧紧螺母,将铝合金底座固定在3d打印墙体的外表面上。最后将铝合金拼缝扣条扣在拼缝上固定,然后在铝合金拼缝扣条两侧填密封胶。
148.在一些实施例中,外饰面系统处理过程例如还可以包括:对所述3d打印墙体的外表面腻子找平处理。在太阳能发电板及外部金属拼缝扣条安装前,对3d打印墙体的外表面进行腻子找平处理,并且在太阳能发电板的钢龙骨下方进行变坡处理,形成斜面-平面-斜面的坡度变化,以便屋顶排水。
149.在一些实施例中,内部隔墙及家具系统的安装过程例如还可以包括:安装内部吊柜、内部隔墙、家具及灯具。该建筑功能舱内部两侧吊柜通过钢挂钩与钢龙骨连接。首先根据建筑模型施工图纸定位两根钢龙骨的位置,以固定间距在3d打印墙体内部表面钉入膨胀螺丝,然后再在膨胀螺丝上放置钢龙骨,再将钢龙骨与膨胀螺丝焊接固定。钢龙骨固定完毕后,以850m一个的间距将挂钩与钢龙骨焊接固定。每个3d打印墙体焊接三个钢挂钩,然后将吊柜挂在挂勾上。在安装内部隔墙及家具时,根据实际需求,安装成品隔墙及门扇;并将成品柜子与内墙完成面固定。在安装灯具时,依据根据建筑模型的施工图纸,将灯具及灯具开关、插座等安装固定在室内完成面上。
150.上述实施方式中,仅结合图1至图3示例性地说明了本发明实施例提供的3d打印建筑功能舱的建造方法中各步骤的先后执行顺序,但并不构成对本发明实施例提供的3d打印建筑功能舱的建造方法的限定。在其他实施方式中,在执行时间和先后顺序不冲突的前提下,还可采用其他顺序执行本公开实施例提供的3d打印建筑功能舱的建造方法中的各步骤,可基于3d打印建筑功能舱的建造方法的需求设置,在此不限定。
151.以上对本发明实施例所提供的一种3d打印建筑功能舱的建造方法进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
152.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在
涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
153.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所述的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。