1.本发明涉及土建施工技术领域,具体是一种装配式混凝土预制构件的吊装用金属预埋件。
背景技术:
2.装配式结构是住宅工业化的重要发展方向,具有广泛的应用前景。预制构件拼接处钢筋的连接是影响结构受力性能的关键因素之一,合理的连接方式既能实现构件内力的合理传递,保证结构安全可靠,使装配式结构达到等同现浇的目的,又能方便工业化。
3.pc为precast concrete(混凝土预制件)的英文缩写,在住宅工业化领域称作pc构件。如预制钢筋混凝土柱地基基础、预制钢结构钢柱基础、路灯广告牌柱钢筋混凝土基础、预制楼板。与之相对应的传统现浇混凝土需要工地现场制模、现场浇注和现场养护。混凝土预制件被广泛应用于建筑、交通、水利等领域,在国民经济中扮演重要的角色。pc为 precast concrete(混凝土预制件)的英文缩写,在住宅工业化领域称作pc构件。如预制钢筋混凝土柱地基基础、预制钢结构钢柱基础、路灯广告牌柱钢筋混凝土基础、预制楼板。与之相对应的传统现浇混凝土需要工地现场制模、现场浇注和现场养护。混凝土预制件被广泛应用于建筑、交通、水利等领域,在国民经济中扮演重要的角色。
4.但是现在市场混凝土预制件吊装用金属预埋件的底部为直柱型,因此承重比较小,若制造承重力答的预制件的耗损比较大
技术实现要素:
5.本发明的目的在于提供一种装配式混凝土预制构件的吊装用金属预埋件,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种装配式混凝土预制构件的吊装用金属预埋件,装配式混凝土预制构件的吊装用金属预埋件,包括金属预埋件;所述金属预埋件的底部设有类法兰头型的凸台,并在所述金属预埋件的中间偏下的部位开设有用于固定浇筑混凝土前的钢筋横孔;所述金属预埋件的顶部中间位置开设有螺纹孔。
8.作为本发明进一步的方案:所述螺纹孔的内径为20mm。
9.作为本发明再进一步的方案:所述类法兰头型的凸台的外径为40mm。
10.作为本发明再进一步的方案:所述横孔的内径为14mm。
11.一种装配式混凝土预制构件的吊装用金属预埋件的加工工艺;包括如下步骤:
12.步骤一:将盘圆钢筋采用冷锻设备一次成型,使其底部有凸台,中间有横孔,顶部有竖孔;
13.步骤二:将一次成型后的零件的竖孔进行攻丝处理;
14.步骤三:表面处理;
15.所述表面处理包括如下步骤:
16.1)清洗,对金属工件进行除油、除蜡清洗,后烘干;
17.2)在密封侵蚀室内,50
°-
80
°
范围内,通入0.3-1mpa的氢氧化钠水溶液蒸汽,将步骤1)处理后的金属工件置于所述侵蚀室内5-10s,再将其放置于硝酸溶液中进行中和处理,充分清洗金属工件表面后烘干;
18.3)在所述金属工件表面涂覆金属表面处理剂,并在75
°-
150
°
下热处理;
19.作为本发明再进一步的方案:所述金属表面处理剂,由有机缩合物、硝酸锆、氟化钛、氢氟酸、改性硼砂及改性硫酸锰铁组成;所述有机缩合物为1,7-二(三甲基甲硅烷基)壬烷与摩尔比为1∶1的n-(3-氨基乙基)-2-氨基丙基三甲氧基硅烷和n-苯基-2-氨基丙基三甲氧基硅烷的缩合反应物。
20.作为本发明再进一步的方案:所述n-(3-氨基乙基)-2-氨基丙基三甲氧基硅烷和n-苯基-2-氨基丙基三甲氧基硅烷总和,与所述1,7-二(三甲基甲硅烷基)壬烷的摩尔比为 20∶1-25∶1;所述硝酸锆和所述氟化钛占处理剂总量的200-300ppm;锆元素与钛元素的原子比为1∶5;所述氢氟酸占处理剂总量的10-50ppm;所述改性硼砂占处理剂总量的 5000-10000ppm;所述改性硫酸锰铁占处理剂总量的500-1000ppm。
21.与现有技术相比,本发明的有益效果是:
22.本发明利用率高(最多可节省原材料30%),节能减耗,稳定性一致性好;在底部增加类法兰头型的凸台型的凸台,吊装力增大。
附图说明
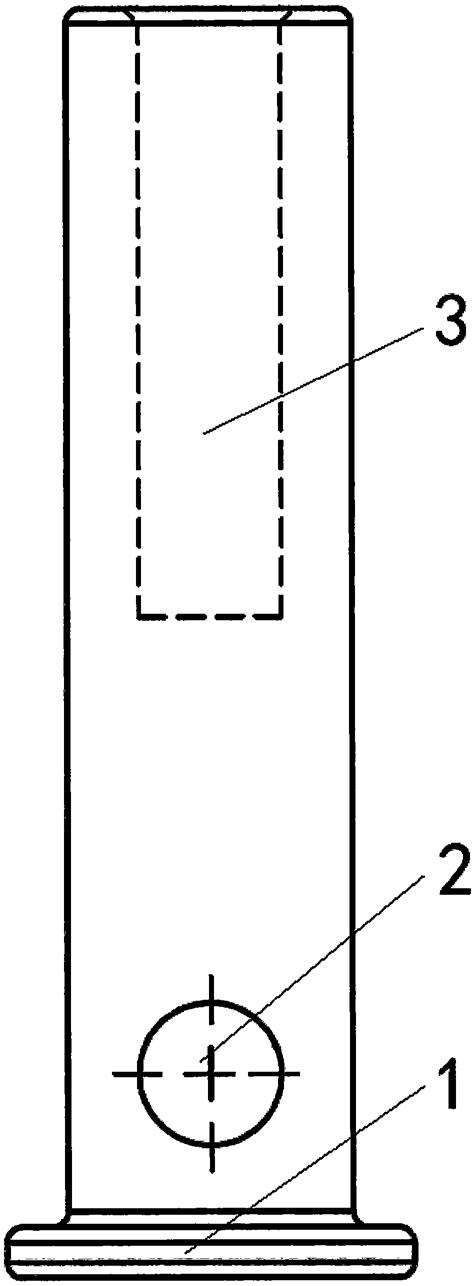
23.图1为一种装配式混凝土预制构件的吊装用金属预埋件的主视结构示意图。
24.图2为一种装配式混凝土预制构件的吊装用金属预埋件的俯视结构示意图。
25.图中:类法兰头型的凸台1、横孔2、螺纹孔3。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1~2,本发明实施例中,一种装配式混凝土预制构件的吊装用金属预埋件,包括金属预埋件;所述金属预埋件的底部设有能有效的增大吊装力类法兰头型的凸台1,并在所述金属预埋件的中间偏下的部位开设有用于固定浇筑混凝土前的钢筋横孔2;所述金属预埋件的顶部中间位置开设有螺纹孔3。
28.所述螺纹孔3的内径为20mm。
29.所述类法兰头型的凸台1的外径为40mm。
30.所述横孔2的内径为14mm。
31.一种装配式混凝土预制构件的吊装用金属预埋件的加工工艺;包括如下步骤:
32.步骤一:将盘圆钢筋采用冷锻设备一次成型,使其底部有凸台,中间有横孔,顶部有竖孔;
33.步骤二:将一次成型后的零件的竖孔进行攻丝处理;
34.步骤三:表面处理;
35.所述表面处理包括如下步骤:
36.1)清洗,对金属工件进行除油、除蜡清洗,后烘干;
37.2)在密封侵蚀室内,50
°-
80
°
范围内,通入0.3-1mpa的氢氧化钠水溶液蒸汽,将步骤1)处理后的金属工件置于所述侵蚀室内5-10s,再将其放置于硝酸溶液中进行中和处理,充分清洗金属工件表面后烘干;
38.3)在所述金属工件表面涂覆金属表面处理剂,并在75
°-
150
°
下热处理;
39.所述金属表面处理剂,由有机缩合物、硝酸锆、氟化钛、氢氟酸、改性硼砂及改性硫酸锰铁组成;所述有机缩合物为1,7-二(三甲基甲硅烷基)壬烷与摩尔比为1∶1的n-(3
-ꢀ
氨基乙基)-2-氨基丙基三甲氧基硅烷和n-苯基-2-氨基丙基三甲氧基硅烷的缩合反应物。
40.所述n-(3-氨基乙基)-2-氨基丙基三甲氧基硅烷和n-苯基-2-氨基丙基三甲氧基硅烷总和,与所述1,7-二(三甲基甲硅烷基)壬烷的摩尔比为20∶1-25∶1;所述硝酸锆和所述氟化钛占处理剂总量的200-300ppm;锆元素与钛元素的原子比为1∶5;所述氢氟酸占处理剂总量的10-50ppm;所述改性硼砂占处理剂总量的5000-10000ppm;所述改性硫酸锰铁占处理剂总量的500-1000ppm。
41.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
42.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。