1.本实用新型涉及研磨设备领域,尤其涉及一种工件研磨机。
背景技术:
2.研磨工序是磁芯类工件、电子类工件加工生产中的关键工序。对于磁芯而言,磁芯的端面的两侧需要研磨出用于供电性件连接的连接区域,但由于每个磁芯的高度不一,加工出的连接区域难以达到设定的尺寸公差要求,导致磁芯两侧的导电性能不相等,无法达到高频电感要求。
3.因此,亟需要一种确保工件的连接区域符合尺寸公差要求的工件研磨机来克服上述缺陷。
技术实现要素:
4.本实用新型的目的在于提供一种确保工件的连接区域符合尺寸公差要求的工件研磨机。
5.为实现上述目的,本实用新型的工件研磨机,包括工件定位头、研磨机构和工件进给机构,所述工件定位头上两相对侧面中的一者设有工件定位区,所述工件定位区的底面为供工件定位的定位基准面,所述工件定位头上两相对侧面中的另一者设有加工研磨区,所述工件定位区与所述加工研磨区之间贯穿有研磨通孔,所述工件进给机构用于抓取工件到所述工件定位区处并顶推工件,以使工件的加工端面抵在定位基准面,所述研磨机构对工件的加工端面露出于所述研磨通孔的部分进行研磨加工。
6.较佳地,所述工件定位区为槽体结构,加工研磨区为槽体结构。
7.较佳地,本实用新型的工件研磨机还包括定位头调节机构,所述工件定位头安装于所述定位头调节机构的输出端,所述定位头调节机构驱使所述工件定位头运动而改变工件定位头的空间方位。
8.较佳地,所述工件进给机构包括工件进给装置和取料杆,所述取料杆安装于所述工件进给装置的输出端,所述取料杆设于正对所述工件定位区的一侧,所述工件进给装置用于驱使所述取料杆做远离或靠近所述工件定位头的运动,所述取料杆用于吸取工件。
9.较佳地,所述取料杆还用于对所吸取的工件进行反向吹气,所述工件进给装置在工件研磨完成后驱使所述取料杆做远离所述工件定位头的运动,所述取料杆破真空且对工件进行反向吹气。
10.较佳地,所述工件进给机构还包括缓冲装置,所述缓冲装置安装于所述工件进给装置的输出端,所述取料杆安装于所述缓冲装置的作用端,所述取料杆借由所述缓冲装置呈浮动布置。
11.较佳地,所述缓冲装置包括安装座、滑动座和弹性结构,所述安装座安装于所述工件进给装置的输出端,所述滑动座呈滑动地安装于所述安装座上,所述弹性结构的一端安装于所述安装座,所述弹性结构的另一端安装于所述滑动座,所述弹性结构恒具有驱使所
述滑动座做靠近所述工件定位头的滑动的趋势。
12.较佳地,本实用新型的工件研磨机还包括送料机构,所述送料机构包括送料轨结构,所述送料轨结构的出料端位于所述取料杆的上方,所述取料杆相对所述送料轨结构至少具有位于所述送料轨结构出料端下方的取料位置及将工件推入所述工件定位区的加工位置,所述工件进给装置驱使所述取料杆做往返于所述加工位置和所述取料位置之间的平移运动,处于所述取料位置的取料杆吸取所述送料轨结构的出料端所输出的工件,所述取料杆在做往返于所述加工位置与所述取料位置之间的平移运动时封堵住所述送料轨结构的出料端。
13.较佳地,本实用新型的工件研磨机还包括出料槽和吸尘管,所述吸尘管安装于所述工件定位头的正下方,所述吸尘管的进料口呈正对工件定位头布置,所述出料槽安装于所述工件定位头的下方且位于所述吸尘管的一侧,所述取料杆吸取研磨后的工件后做远离于工件定位头的运动时破真空并反向吹气,以将工件吹落到出料槽中。
14.较佳地,所述研磨机构包括研磨进给装置、研磨驱动器和研磨砂轮,所述研磨驱动器安装于研磨进给装置的输出端,所述研磨进给装置驱使所述研磨驱动器上下运动,所述研磨砂轮安装于研磨驱动器的输出端,所述研磨驱动器驱使所述研磨砂轮转动,所述研磨砂轮设于正对所述加工研磨区的一侧。
15.与现有技术相比,本实用新型的工件研磨机包括工件定位头、研磨机构和工件进给机构。工件定位头上两相对侧面中的一者设有工件定位区,工件定位区的底面设为供工件定位的定位基准面,工件定位头上两相对侧面中的另一者设有加工研磨区,工件定位区与加工研磨区之间贯穿有研磨通孔,工件进给机构用于抓取工件到工件定位区处并顶推工件,以使工件的加工端面抵在定位基准面。研磨机构对工件的加工端面露出于研磨通孔的部分进行研磨加工。由于定位基准面固定不动,定位基准面作为研磨的定位基准是不变的,因此连接区域(定义为工件的加工端面露出于研磨通孔的部分)研磨后的尺寸公差取决于研磨机构的对连接区域的研磨进给量,研磨机构对连接区域进行研磨时位置是恒定的,从而能够很好地控制整体研磨进给量,研磨过程不受工件自身高度差的影响,让工件的连接区域符合尺寸公差要求。
附图说明
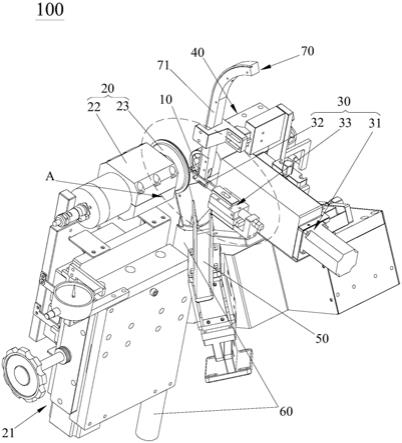
16.图1是本实用新型工件研磨机的立体结构示意图。
17.图2是图1中a处结构的放大示意图。
18.图3是图1所示的工件研磨机位于另一角度时的立体结构示意图。
19.图4是图3中b处结构的放大示意图。
20.图5是本实用新型第一实施例的工件定位头在工件放入到其工件定位区时的立体结构示意图。
21.图6是本实用新型第一实施例的工件定位头的立体结构示意图。
22.图7图6所示的工件定位头处于另一角度时的立体结构示意图。
23.图8是本实用新型第二实施例的工件定位头在工件放入其工件定位区时的立体结构示意图。
24.图9是本实用新型的第二实施例的工件定位头的立体结构示意图。
25.图10是图9所示的工件定位头处于另一角度时的立体结构示意图。
26.图11是本实用新型所要加工的工件的立体图。
具体实施方式
27.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
28.如图1至图7、图11所示,本实用新型的工件研磨机100包括工件定位头10、研磨机构20和工件进给机构30。工件定位头10上两相对侧面中的一者设有工件定位区11,工件定位区11的底面设为供工件200定位的定位基准面12,工件定位头10上两相对侧面中的另一者设有加工研磨区13,工件定位区11与加工研磨区13之间贯穿有研磨通孔14,工件进给机构30用于抓取工件200到工件定位区11处并顶推工件200,以使工件200的加工端面201抵在定位基准面12。研磨机构20对工件200的加工端面201露出于研磨通孔14的部分进行研磨加工。
29.由于定位基准面12固定不动,定位基准面12作为研磨的定位基准是不变的,因此连接区域202(定义为工件200的加工端面201露出于研磨通孔14的部分)研磨后的尺寸公差取决于研磨机构20的对连接区域202的研磨进给量,研磨机构20对连接区域202进行研磨时位置是恒定的,从而能够很好地控制整体研磨进给量,研磨过程不受工件200自身高度差的影响,让工件200的连接区域202符合尺寸公差要求。由于工件200的两连接区域202均符合尺寸公差要求,因此两连接区域202的导电性能基本相等,符合高频电感要求。上述所指的加工端面201是连接区域202所在的端面,亦即是需要进行研磨加工的端面。
30.较优的是,工件定位区11为槽体结构,以方便定位工件200。举例而言,工件定位区11为方形槽,但不限于此。加工研磨区13为槽体结构,以使研磨机构20对准插入加工研磨区13而精确地对连接区域202进行研磨。加工研磨区13为长条状槽,但不限于此。于本实施例而言,研磨通孔14设有2个,两研磨通孔14分别设在定位基准面12的两侧,方便对两连接区域202进行研磨加工。本实用新型的工件研磨机100的加工对象为磁芯,但不限于此。较优的是,加工研磨区13包括两条相平行的长条状槽,以能同时对两连接区域202进行研磨,提高加工效率。
31.如图1至图4所示,本实用新型的工件研磨机100还包括定位头调节机构 40。工件定位头10安装于定位头调节机构40的输出端,定位头调节机构40驱使工件定位头10运动而改变工件定位头10的空间方位。通过定位头调节机构 40驱使工件定位头10运动而改变工件定位头10的空间方位,实现工件定位头 10的方位调整,从而改变工件200的研磨尺寸。较优的是,通过定位头调节机构40能调节工件定位头10做靠近或远离工件进给机构30的运动,如图3中箭头c方向所示,通过定位头调节机构40也能驱使工件定位头10旋转,但不以上述调节方式为限。于本实施例中,定位头调节机构40通过手动调节,但不限于此。
32.如图1至图4所示,工件进给机构30包括工件进给装置31和取料杆32。取料杆32安装于工件进给装置31的输出端,取料杆32设于正对工件定位区11 的一侧,工件进给装置31用于驱使取料杆32做远离或靠近工件定位头10的运动,取料杆32用于吸取工件200。工件进给机构30的结构简单,便于控制上下料。举例而言,取料杆32沿图2和图4中的箭头d方向运动,但不限于此。工件进给装置31包括电机和丝杆丝母副,由于该结构已为本领域技术人员
所熟知,故在此不再赘述。取料杆32通过真空吸取工件200,能够稳定可靠地取工件200,而且不会对工件200造成伤害。较优的是,取料杆32还用于对工件200进行反向吹气。工件进给装置31在工件200研磨完成后驱使取料杆32做远离工件定位头10的运动,取料杆32破真空且对工件200进行反向吹气。取料杆32对工件200进行反向吹气,方便工件200的下料。
33.更进一步地,本实用新型的工件研磨机100还包括出料槽50和吸尘管60。吸尘管60安装于工件定位头10的正下方,吸尘管60的进料口呈正对工件定位头10布置,对工件200进行研磨时,研磨的粉尘和碎屑能够受重力作用而落入到吸尘管60中,方便收集。较优的是,吸尘管60的进料口呈展开式布置,以更好地收集粉尘和碎屑。出料槽50安装于工件定位头10的下方且位于吸尘管 60的一侧,取料杆32吸取研磨后的工件200做远离于工件定位头10的运动时破真空并反向吹气,从而将工件200吹落到出料槽50中。经研磨加工后的工件 200被吹落到出料槽50,方便工件200的集中出料。
34.如图1至图4所示,工件进给机构30还包括缓冲装置33。缓冲装置33安装于工件进给装置31的输出端,取料杆32安装于缓冲装置33的作用端,取料杆32借由缓冲装置33呈浮动布置,使得取料杆32能应对不同高度的工件200,在研磨量要求比较高时,可以按照最小尺寸的产品计算送料进给量。具体地,缓冲装置33包括安装座331、滑动座332和弹性结构333。安装座331安装于工件进给装置31的输出端,滑动座332呈滑动地安装于安装座331,弹性结构333的一端安装于安装座331,弹性结构333的另一端安装于滑动座332,弹性结构333恒具有驱使滑动座332做靠近工件定位头10的滑动的趋势。缓冲装置 33的结构简单,易于布置实施。举例而言,弹性结构333为弹簧结构,但不限于此。
35.如图1至图4所示,本实用新型的工件研磨机100还包括送料机构70。送料机构70包括送料轨结构71,送料轨结构71的出料端位于取料杆32的上方,取料杆32相对送料轨结构71至少具有位于送料轨结构71下方的取料位置及将工件200推入工件定位区11的加工位置。工件进给装置31驱使取料杆32做往返于加工位置和取料位置之间的平移运动。处于取料位置的取料杆32吸取送料轨结构71的出料端所输出的工件200。取料杆32在做往返于加工位置与取料位置之间的平移运动时封堵住送料轨结构71的出料端,使得工件200的上料、下料过程中送料轨结构71的输出端不会输出工件200,实现有序上料。较优的是,送料机构70还包括振动盘(图中未示),送料轨结构71的进料端对接于振动盘的输出端,振动盘振动出的工件200送入到送料轨结构71。
36.如图1至图4所示,研磨机构20包括研磨进给装置21、研磨驱动器22和研磨砂轮23。研磨驱动器22安装于研磨进给装置21的输出端,研磨进给装置 21驱使研磨驱动器22上下运动,研磨砂轮23安装于研磨驱动器22的输出端,研磨驱动器22驱使研磨砂轮23转动,研磨砂轮23设于正对加工研磨区13的一侧。研磨机构20的结构简单,便于控制加工。较优的是,研磨进给装置21 还能驱使研磨驱动器22做横向靠近工件定位头10的运动,以使研磨砂轮23适应不同的工件定位头10。举例而言,研磨进给装置21包括电机和丝杆丝母副,但不限于此。研磨驱动器22为电机。
37.以下对本实用新型的工件研磨机100的工作原理进行说明:工件200由振动盘振动出料,工件200送入送料轨结构71。位于取料位置的取料杆32在送料轨结构71的底部接料,取料杆32在接料时真空吸住工件200。取料杆32接住工件200后,工件进给装置31驱使取料杆32进给加工位置,工件200被送入到工件定位区11,工件200的加工端面201的中间部分抵
在定位基准面12上,实现工件200的定位,工件200加工端面201的两侧的连接区域202则相应露出研磨通孔14。研磨驱动器22驱使研磨砂轮23转动,研磨进给装置21驱使研磨驱动器22上下运动而带动研磨砂轮23对工件200的连接区域202进行研磨加工。经研磨加工之后,工件进给装置31驱使取料杆32往取料位置方向后退,取料杆32的真空吸关闭并且进行反向吹气,从而将工件200吹落在出料槽50 上,工件进给装置31继续驱使取料杆32运动至取料位置,进行下一次的加工的。
38.如图8至图10所示,为第二实施例的工件定位头10`。第二定位头10`的结构基本于第一实施例的工件定位头10相同,区别点如下:
39.(1)工件定位区11为体积更大的方形槽结构;
40.(2)研磨通孔14开设在工件定位区11的底面的中部,即研磨通孔14位于两定位基准面12之间;
41.(3)加工研磨区13包括一条长条状槽。
42.以上,第二定位头10`适用于对体型更大的工件200进行加工,而且加工时研磨的部位是工件200的中部。由于第二实施例的工件定位头10`的加工方式基本与第一实施例的工件定位头10相同,故在此不再赘述。
43.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。