1.本实用新型涉及研磨装置技术领域,特别是涉及一种超声振动研磨装置。
背景技术:
2.研磨装置可以对材料、设备的平面、壁面进行高精度加工,同时也可以将材料加工成设定的尺寸,是现代材料学中不可缺少的设备。传统的研磨装置主要由机械设备完成,随着越来越多高性能新材料包括先进陶瓷、单晶硅、蓝宝石等在航空航天、电子信息、国防军工等行业,尤其在精密与超精密加工领域上的应用,传统的研磨抛光工艺已无法满足高性能新材料表面研磨抛光加工的需求,随着科技的发展,超声辅助研磨技术在高性能新材料的表面加工领域应用日趋广泛。
3.现有的超声辅助研磨机利用超声振动方式对材料进行研磨,超声辅助研磨机包括的超声振动器将超声振动传递至研磨头上,研磨头在超声作用下产生谐振,利用谐振作用对材料进行研磨。但是现有的超声辅助研磨机仅仅依靠超声作用研磨,研磨效率低。
技术实现要素:
4.本实用新型的目的是:提供一种超声振动研磨装置,以解决现有的超声研磨机研磨效率低的问题。
5.为了实现上述目的,本实用新型提供了一种超声振动研磨装置,包括超声振动装置、研磨工具和研磨平台,所述研磨工具与所述超声振动装置连接,所述研磨平台包括研磨机和与所述研磨机传动连接的研磨盘,研磨工具包括研磨头,所述研磨头转动装配在所述超声振动装置上,所述研磨头与所述超声振动装置形成谐振系统,所述研磨头与所述研磨盘滑动摩擦配合。
6.优选地,所述研磨工具还包括轴承,所述轴承固定装配在所述超声振动装置上,所述研磨头与所述轴承的内圈过盈装配。
7.优选地,所述研磨头包括与所述轴承连接的连接杆和与所述连接杆一体成型的端头,所述端头的直径大于所述连接杆的直径,所述端头与所述研磨盘滑动摩擦配合。
8.优选地,所述超声振动装置包括压电换能器和与所述压电换能器连接的变幅杆,所述变幅杆为二分之一波长谐振复合变幅杆,所述研磨头转动装配在所述变幅杆远离所述压电换能器的一端。
9.优选地,所述压电换能器包括前盖、后盖、压电陶瓷片和电极片,所述压电陶瓷片和所述电极片布置在所述前盖与所述后盖之间,所述前盖与所述变幅杆连接,所述压电陶瓷片成对布置,相邻两个压电陶瓷片之间均布置有所述电极片,成对的两个压电陶瓷片的极化方向相反。
10.优选地,所述变幅杆为阶梯形结构,所述变幅杆包括大径段和与所述大径段连接的小径段,所述大径段与所述压电换能器连接,所述小径段与所述研磨工具连接。
11.优选地,所述变幅杆还包括法兰盘,所述法兰盘布置在所述大径段与所述小径段
的连接位置处,所述法兰盘上周向间隔布置有减振孔。
12.优选地,所述大径段的直径大于所述压电换能器的直径。
13.优选地,所述小径段与所述大径段的面积比小于10%。
14.本实用新型实施例一种超声振动研磨装置与现有技术相比,其有益效果在于:研磨头转动装配在超声振动装置上,并且研磨头和研磨盘滑动摩擦配合,在对材料进行研磨时,超声振动装置与研磨头形成谐振系统,超声振动装置带动研磨头振动,利用超声振动的方式进行超声研磨,同时研磨盘在研磨机的带动下旋转,在滑动摩擦力的作用下研磨盘带动研磨头相对于研磨盘反向旋转,在达到超声研磨的同时,能够利用传统研磨加快研磨效率,保证研磨精度。
附图说明
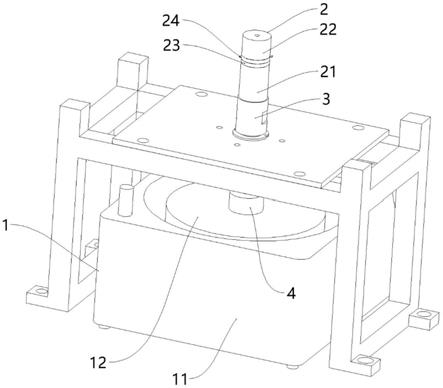
15.图1是本实用新型的超声振动研磨装置的结构示意图;
16.图2是图1的超声振动研磨装置的超声振动装置与研磨工具的装配示意图。
17.图中,1、研磨平台;11、研磨机;12、研磨盘;2、压电换能器;21、前盖;22、后盖;23、压电陶瓷片;24、电极片;3、变幅杆;31、大径段;32、小径段;33、法兰盘;34、减振孔;4、研磨工具;41、轴承;42、研磨头;421、连接杆;422、端头。
具体实施方式
18.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
19.本实用新型的一种超声振动研磨装置的优选实施例,如图1至图2所示,该超声振动研磨装置包括超声振动装置、研磨工具4和研磨平台1,研磨工具4与超声振动装置连接,超声振动装置用于带动研磨工具4发生超声振动,研磨工具4与研磨平台1配合对材料进行研磨。
20.研磨平台1包括研磨机11和研磨盘12,研磨机11内布置有电机,研磨盘12与电机传动连接,研磨机11通过电机带动研磨盘12以一定转速水平转动,进而通过摩擦力与研磨工具4配合,实现采用传统方式研磨的效果;电机也可以为外设结构,研磨平台1的具体结构为现有技术,此处不作详细叙述。
21.超声振动装置包括压电换能器2和变幅杆3,变幅杆3与压电换能器2连接,研磨工具4与变幅杆3连接,压电换能器2与变幅杆3组成非谐振系统。压电换能器2用于通过压电效应产生高频超声振动,变幅杆3用于传递并增大超声能量至研磨工具4,使研磨工具4对材料进行超声研磨。
22.压电换能器2包括前盖21、后盖22、压电陶瓷片23和电极片24,前盖21与变幅杆3连接,压电陶瓷片23和电极片24布置在前盖21与后盖22之间,压电陶瓷片23、电极片24和后盖22通过预紧螺栓施加一定的预紧力螺旋装配在前盖21的螺纹孔上,即预紧螺栓贯穿压电陶瓷片23、电极片24和后盖22与前盖21螺纹连接。
23.压电陶瓷片23成对布置,相邻两个压电陶瓷片23之间均布置有电极片24,即电极片24夹在两个压电陶瓷片23之间,成对的两个压电陶瓷片23的极化方向相反,确保压电陶瓷协调运作。压电换能器2工作时给电极片24一个高频的正选信号,通过功率放大器将信号
放大,压电陶瓷片23在电流作用下产生高频振动,通过变幅杆3将振幅再次放大。本实施例中压电陶瓷片23采用两片,确保压电陶瓷叠堆谐调一致,在其他实施例中,压电陶瓷片23也可以有四片。
24.变幅杆3为半波长谐振复合变幅杆3,在本实施例中,变幅杆3采用阶梯型结构,在其他实施例中,变幅杆3也可以为锥形、柱形等其他能够满足振幅放大要求的结构。
25.变幅杆3包括大径段31、小径段32和法兰盘33,小径段32的顶端与大径段31螺纹连接装配,大径段31与压电换能器2的前盖21螺纹连接,小径段32与研磨工具4连接。法兰盘33布置在大径段31和小径段32的连接位置处,法兰盘33用于与机架连接,对变幅杆3进行固定,进而固定压电换能器2和研磨工具4。
26.大径段31与小径段32的连接位置是变幅杆3的节点位置,振动幅度最大。法兰盘33布置在变幅杆3的节点位置处,法兰盘33与大径段31为一体式设计,法兰盘33上还开设有减振孔34,减振孔34共有两个,且对称布置在法兰盘33的两侧,减振孔34为半圆孔,减振孔34用于吸收变幅杆3的振动,起到减小振幅的作用,同时减振孔34也供变幅杆3固定在机架上。
27.大径段31的直径大于压电换能器2的直径,大径段31可以更好地与压电换能器2匹配,保证研磨装置的输出效率。小径段32的长度较长,大径段31和小径段32均采用圆柱形结构,小径段32与大径段31之间保持大的截面比,小径段32与大径段31的面积比小于10%;在其他实施例中,小径段32也可以为圆锥形结构,能良好地传递振幅即可。
28.研磨工具4包括研磨头42和轴承41,研磨头42和超声振动装置形成谐振系统,谐振系统可以增大研磨头42的振幅,提高研磨效果。研磨头42转动装配在变幅杆3的小径段32上,研磨头42与研磨盘12滑动摩擦配合。研磨盘12在转动时,研磨盘12和研磨头42之间具有摩擦力,带动研磨头42相对于研磨盘12反向旋转,在超声研磨的同时,利用南通研磨加快研磨效率,确保研磨精度。
29.轴承41布置在变幅杆3的小径段32上,轴承41采用滚动轴承41,轴承41的外圈与变幅杆3采用内嵌式过盈装配,轴承41的内圈与研磨头42过盈装配;在其他实施例中,轴承41也可以采用其他形式。轴承41上还布置有顶盖,顶盖起到保护轴承41的作用,防止研磨液渗入。
30.研磨头42包括连接杆421和端头422,连接杆421与端头422为一体成型结构,连接杆421与轴承41过盈装配。端头422的直径大于连接杆421的直径,端头422与研磨盘12滑动摩擦配合。端头422采用圆柱形结构,端头422的底面光滑且平整,端头422采用灰铸铁、球墨铸铁等材料,并且端头422的表层涂有涂层材料,涂层材料用于提高研磨效率,在本实施例中,涂层材料为金刚石磨粒。
31.综上,本实用新型实施例提供一种超声振动研磨装置,其研磨头转动装配在超声振动装置上,并且研磨头和研磨盘滑动摩擦配合,在对材料进行研磨时,超声振动装置与研磨头形成谐振系统,超声振动装置带动研磨头振动,利用超声振动的方式进行超声研磨,同时研磨盘在研磨机的带动下旋转,在滑动摩擦力的作用下研磨盘带动研磨头相对于研磨盘反向旋转,在达到超声研磨的同时,能够利用传统研磨加快研磨效率,保证研磨精度。
32.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。