1.本发明属于高熵合金制备与加工领域,特别涉及一种反向梯度纳米结构高熵合金的冷轧-激光表面热处理方法。
背景技术:
2.高熵合金是基于“化学无序”发展的新材料,从混合熵或者构型熵的角度设计合金,突破了传统合金材料基元的限制。高熵合金在低温断裂韧性、抗氧化性能、抗腐蚀性能、抗辐照性能等方面表现出潜在的显著优于常规金属材料的特质,所以其在运载工具、能源动力等国家战略领域具有广阔的应用前景。值得注意的是,室温强塑性是高熵合金作为特殊服役环境下结构材料的基本力学性能。梯度纳米结构通过晶粒尺寸的梯度分布特征显著增强了异变诱导强化和加工硬化作用,即梯度纳米结构打破了高熵合金强度与塑性不可兼得的矛盾。
3.目前,采用表面机械研磨等工艺方法制备的梯度纳米结构金属材料存在梯度层过薄的问题。为此,申请号为201710511711.9的专利提出了一种利用电磁感应加热技术制备反向梯度纳米结构奥氏体不锈钢的工艺方法(通常,表面机械研磨等工艺方法制备的梯度纳米结构是正向的,即晶粒尺寸从表层到心部呈逐渐增大的趋势;相反,在电磁感应加热工艺下,晶粒尺寸从表层到心部呈逐渐增大的趋势,即反向的),以增大梯度层的体积分数。但是,感应线圈的互换性和适应性较差,且不适用于形状结构复杂的工件。考虑到激光束可以对复杂结构件的任意位置进行加工,申请号为201610216461.1的专利提出采用激光表面热处理技术制备粗晶-细晶的反向梯度结构。由于工艺方法和工艺参数的不恰当,申请号为201610216461.1的专利仅可以获得细晶层晶粒尺寸为微米级的反向梯度晶粒结构(即反向梯度微米结构)。
4.相比于梯度微米结构,梯度纳米结构所对应的强度变化范围更大,且对强塑性的提升幅度更加明显。与此同时,高熵合金中存在一些常规金属材料所不具备的特性,例如,热力学上的高熵效应、结构上的晶格畸变效应、动力学上的迟滞扩散效应等。因此,制备反向梯度纳米结构高熵合金的工艺方法将不同于常规金属材料,且可以制备出反向梯度纳米结构的激光表面热处理技术亟待提出。
技术实现要素:
5.本发明基于反向梯度纳米结构可以显著增强高熵合金在塑性变形过程中的异变诱导强化和加工硬化作用,提出一种反向梯度纳米结构高熵合金的激光表面热处理方法,最终解决了高熵合金强度与塑性不可兼得的难题。
6.为了达到以上目的,本发明的技术方案为:
7.一种反向梯度纳米结构高熵合金的激光表面热处理方法,按照以下步骤进行:
8.(1)采用真空感应熔炼工艺制备高熵合金铸锭,并反复熔炼3~5次,以确保高熵合金铸锭的化学成分均匀性;
9.(2)将高熵合金铸锭加热至1200~1250℃,并保温120~240min,出炉后进行热锻,热锻温度控制在1100~1150℃,终锻厚度控制在22~30mm;
10.(3)高熵合金锻坯在冷轧前需要进行退火热处理,退火保温温度为900~1100℃,退火保温时间为1~7h,退火冷却方式为水冷;
11.(4)经过退火热处理后的高熵合金锻坯在室温下进行轧制,道次压下量为0.3~2.5mm,总压下率≥86%;
12.(5)利用温控型半导体激光加工站对高熵合金冷轧板的上下表面分别进行激光表面热处理,激光辐照区域的表面温度控制在900~1050℃,激光扫描速率为3~8mm/s,激光扫描次数为1~6次。
13.根据上文的技术方案,优选的情况下,步骤(1)中采用纯度≥99.7wt.%的纯金属作为高熵合金铸锭的原材料。
14.根据上文的技术方案,优选的情况下,步骤(2)中需要先去除高熵合金铸锭的表面氧化层,再进行热锻。
15.根据上文的技术方案,优选的情况下,步骤(4)中所述冷轧板的终轧厚度为3~4.5mm。
16.根据上文的技术方案,优选的情况下,步骤(5)中采用导热性能优良的紫铜作为基板,以改善高熵合金冷轧板的下表面附近在激光表面热处理过程中的散热条件。
17.根据上文的技术方案,优选的情况下,步骤(5)中高熵合金冷轧板在进行激光表面热处理前,高熵合金冷轧板的表面需要用1500~2000目砂纸进行研磨。
18.根据上文的技术方案,优选的情况下,步骤(5)中所述的激光光斑尺寸为8mm
×
6mm。
19.根据上文的技术方案,优选的情况下,步骤(5)中高熵合金冷轧板经过激光表面热处理后,其心部的晶粒尺寸控制在纳米级或者亚微米级。
20.与现有技术相比,本发明具有如下有益效果:
21.(1)本发明采用温控型半导体激光加工站进行激光表面热处理,即利用温控型半导体激光加工站所配备的高温计监测激光作用区域高熵合金冷轧板的表面温度,并通过温度闭环控制系统实时调节激光功率,以保证激光作用区域高熵合金冷轧板的表面温度可控。因此,在激光表面热处理过程中,高熵合金冷轧板的表层退火温度是恒定的,且退火温度随着与高熵合金冷轧板表层距离的增加而逐渐降低。
22.(2)本发明通过对激光功率、激光扫描速率、冷轧板厚度规格等的调控,保证了高熵合金冷轧板经过激光表面热处理后,其心部仍然存在大量的纳米级细晶组织,且表层晶粒发生粗化,从而显著提高异变诱导强化和加工硬化作用。
23.(3)本发明通过调控冷轧板厚度规格、激光扫描区域高熵合金冷轧板的表层温度,以及选用散热性能优良的铜基板,降低了高熵合金冷轧板的下表面附近在激光表面热处理过程中的热应力,进而保证了高熵合金冷轧板的下表面附近无裂纹萌生。
附图说明
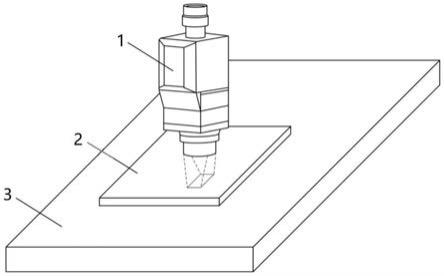
24.图1为激光表面热处理过程的示意图;
25.图2为本发明中反向梯度纳米结构cocrfemnni高熵合金表层位置的晶粒尺寸分布
图;
26.图3为本发明中反向梯度纳米结构cocrfemnni高熵合金心部位置的晶粒尺寸分布图;
27.图4为本发明中反向梯度纳米结构cocrfemnni高熵合金表层至心部的显微硬度分布图;
具体实施方式
28.下述非限定性实施例可以使本领域的普通技术人员更全面地理解本发明,但不以任何方式限制本发明。
29.按照gb/t 228-2010在instron 3369型万能材料试验机上对本发明所制备的反向梯度纳米结构高熵合金进行室温拉伸试验。
30.依照本发明的反向梯度纳米结构高熵合金的激光表面热处理方法,具体实施案例如下:
31.实施例1
32.(1)以纯度≥99.7wt.%的纯金属作为原材料,采用真空感应熔炼工艺制备cocrfemnni高熵合金铸锭,并反复熔炼5次,以确保高熵合金铸锭的化学成分均匀性;
33.(2)将cocrfemnni高熵合金铸锭加热至1200℃,并保温180min,出炉后进行热锻,热锻温度控制在1100℃,终锻厚度控制在30mm;
34.(3)高熵合金锻坯在冷轧前需要进行退火热处理,退火保温温度为1000℃,退火保温时间为1h,退火冷却方式为水冷;
35.(4)经过退火热处理后的高熵合金锻坯在室温下进行轧制,道次压下量为0.3~2.5mm,总压下率为88.3%,终轧厚度为3.5mm;
36.(5)利用温控型半导体激光加工站对高熵合金冷轧板的上下表面分别进行激光表面热处理,t2紫铜为激光表面热处理的基板,激光光斑尺寸为8mm
×
6mm,激光辐照区域的表面温度控制在1000
±
20℃,激光扫描速率为4mm/s,激光扫描次数为1次。激光表面热处理过程的示意图如图1所示,图中标号1为激光加工头,标号2为高熵合金冷轧板,标号3为t2紫铜。
37.本实施例所制备的反向梯度纳米结构cocrfemnni高熵合金,其表层组织的晶粒尺寸主要集中在2.1~4.5μm(如图2所示),心部为纳米级或者亚微米级细晶(如图3所示),显微硬度由表层到心部呈逐渐增大的趋势(如图4所示)。反向梯度纳米结构cocrfemnni高熵合金的屈服强度为678mpa,抗拉强度为830mpa,均匀延伸率为28.2%。
38.实施例2
39.(1)以纯度≥99.7wt.%的纯金属作为原材料,采用真空感应熔炼工艺制备cocrfemnni高熵合金铸锭,并反复熔炼3次,以确保高熵合金铸锭的化学成分均匀性;
40.(2)将cocrfemnni高熵合金铸锭加热至1250℃,并保温120min,出炉后进行热锻,热锻温度控制在1150℃,终锻厚度控制在22mm;
41.(3)高熵合金锻坯在冷轧前需要进行退火热处理,退火保温温度为1000℃,退火保温时间为2h,退火冷却方式为水冷;
42.(4)经过退火热处理后的高熵合金锻坯在室温下进行轧制,道次压下量为0.3~
2.5mm,总压下率为86.4%,终轧厚度为3mm;
43.(5)利用温控型半导体激光加工站对高熵合金冷轧板的上下表面分别进行激光表面热处理,t2紫铜为激光表面热处理的基板,激光光斑尺寸为8mm
×
6mm,激光辐照区域的表面温度控制在1030
±
20℃,激光扫描速率为5mm/s,激光扫描次数为2次。
44.本实施例所制备的反向梯度纳米结构cocrfemnni高熵合金,其晶粒尺寸由表层到心部呈逐渐增加的趋势,且心部为纳米级或者亚微米级细晶。反向梯度纳米结构cocrfemnni高熵合金的屈服强度为640mpa,抗拉强度为812mpa,均匀延伸率为29.5%。
45.实施例3
46.(1)以纯度≥99.7wt.%的纯金属作为原材料,采用真空感应熔炼工艺制备cocrfemnni高熵合金铸锭,并反复熔炼4次,以确保高熵合金铸锭的化学成分均匀性;
47.(2)将cocrfemnni高熵合金铸锭加热至1200℃,并保温240min,出炉后进行热锻,热锻温度控制在1100℃,终锻厚度控制在27mm;
48.(3)高熵合金锻坯在冷轧前需要进行退火热处理,退火保温温度为900℃,退火保温时间为5h,退火冷却方式为水冷;
49.(4)经过退火热处理后的高熵合金锻坯在室温下进行轧制,道次压下量为0.3~2.5mm,总压下率88.3%,终轧厚度为4.5mm;
50.(5)利用温控型半导体激光加工站对高熵合金冷轧板的上下表面分别进行激光表面热处理,t2紫铜为激光表面热处理的基板,激光光斑尺寸为8mm
×
6mm,激光辐照区域的表面温度控制在900~930℃,激光扫描速率为3mm/s,激光扫描次数为3次。
51.本实施例所制备的反向梯度纳米结构cocrfemnni高熵合金,其晶粒尺寸由表层到心部呈逐渐增加的趋势,且心部为纳米级或者亚微米级细晶。反向梯度纳米结构cocrfemnni高熵合金的屈服强度为705mpa,抗拉强度为861mpa,均匀延伸率为26.1%。
52.实施例4
53.(1)以纯度≥99.7wt.%的纯金属作为原材料,采用真空感应熔炼工艺制备al
0.5
cocrfemnni高熵合金铸锭,并反复熔炼3次,以确保高熵合金铸锭的化学成分均匀性;
54.(2)将al
0.5
cocrfemnni高熵合金铸锭加热至1200℃,并保温240min,出炉后进行热锻,热锻温度控制在1150℃,终锻厚度控制在30mm;
55.(3)高熵合金锻坯在冷轧前需要进行退火热处理,退火保温温度为1100℃,退火保温时间为7h,退火冷却方式为水冷;
56.(4)经过退火热处理后的高熵合金锻坯在室温下进行轧制,道次压下量为0.3~2.5mm,总压下率为86.6%,终轧厚度为4mm;
57.(5)利用温控型半导体激光加工站对高熵合金冷轧板的上下表面分别进行激光表面热处理,t2紫铜为激光表面热处理的基板,激光光斑尺寸为8mm
×
6mm,激光辐照区域的表面温度控制在950
±
20℃,激光扫描速率为8mm/s,激光扫描次数为6次。
58.本实施例所制备的反向梯度纳米结构al
0.5
cocrfemnni高熵合金,其晶粒尺寸由表层到心部呈逐渐增加的趋势,且心部为纳米级或者亚微米级细晶。反向梯度纳米结构al
0.5
cocrfemnni高熵合金的抗拉强度为1321mpa,均匀延伸率为18.7%。
59.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。