1.本实用新型涉及螺栓加工领域,具体为一种螺栓快速去毛刺装置。
背景技术:
2.螺栓:机械零件,配用螺母的圆柱形带螺纹的紧固件。由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。 这种连接形式称螺栓连接。如把螺母从螺栓上旋下,又可以使这两个零件分开,故螺栓连接是属于可拆卸连接。
3.加工完成后的六角螺栓在套装螺母时,往往需要首先对六角螺栓杆头部毛刺进行清理。现有的六角螺栓杆去毛刺方法大多通过人工手持电钻,采用毛刺倒角器对螺栓杆进行倒角去毛刺,去毛刺效率较低,且螺栓杆去毛刺过程中,螺栓容易发生位置偏移,影响去毛刺效果。
技术实现要素:
4.针对以上缺陷,本实用新型提供一种螺栓快速去毛刺装置,以解决螺栓头去毛刺问题。
5.为实现上述目的,本实用新型采用以下技术方案:
6.一种螺栓快速去毛刺装置,包括矩形加工台和固定安装在矩形加工台上表面后端的倒l型安装架,所述矩形加工台上设有夹紧机构,倒l型安装架底部设有倒角机构;
7.夹紧机构包括内腔、步进电机、转动杆、一组相对的外螺纹、一组滑动丝母、一组连接杆以及一组夹紧板,所述内腔开在矩形加工台内,所述步进电机水平安装在内腔一端,所述转动杆安装在步进电机旋转端上,一组相对的外螺纹分别攻在转动杆外表面两侧,一组滑动丝母分别套装在一组相对外螺纹上,一组连接杆分别安装在一组滑动丝母上端,一组夹紧板分别安装在一组连接杆上端;
8.倒角机构包括竖直支撑杆、扳动杆、扳动把手、凸块、滑动杆、固定套筒、安装板、旋转电机、安装套筒、电磁铁吸附块以及锥形倒角器,所述竖直支撑杆安装在倒l型安装架上前端,所述扳动杆前端活动铰接在竖直支撑杆上端,所述扳动把手安装在扳动杆后端,所述凸块安装在扳动杆底部前端,所述滑动杆活动插装在l型安装架,且上端与凸块接触,所述固定套筒安装在竖直支撑杆一侧,且套装在滑动杆上,所述安装板安装在滑动杆底部,所述旋转电机安装在安装板底部,且旋转端竖直朝下,所述安装套筒安装在旋转电机旋转端上,所述电磁铁吸附块安装在安装套筒内顶部,所述锥形倒角器上端插装在安装套筒内,且为可拆卸结构。
9.进一步的,所述矩形加工台上表面开有一组与连接杆相对应的条形孔,所述内腔底部开有一组滑槽,滑动丝母底部通过滑块滑动安装在滑槽上。
10.进一步的,所述夹紧板内前端安装有压力传感器。
11.进一步的,所述滑动杆上安装有固定圆盘,固定圆盘位于固定套筒下方,所述滑动
杆外表面端套装有弹簧,弹簧上端与固定圆盘连接,且底部与倒l型安装架连接。
12.进一步的,所述锥形倒角器外表面均匀开有若干个三角孔。
13.本实用新型提供了一种螺栓快速去毛刺装置,具备以下有益效果,通过位于矩形加工台上的夹紧机构可对不同型号尺寸的六角螺栓头部进行夹紧固定,防止六角螺栓去毛刺过程中发生位置偏移现象,倒角机构可对固定后的螺栓杆快速倒角去毛刺,锥形倒角器可更换,便于对不同型号的螺栓进行倒角去毛刺。
附图说明
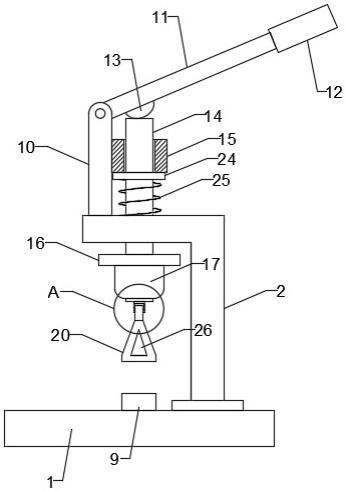
14.图1为本实用新型所述一种螺栓快速去毛刺装置示意图。
15.图2为本实用新型图1中a处局部放大图。
16.图3为本实用新型所述夹紧机构示意图。
17.图4为本实用新型螺栓头去毛刺示意图。
18.图中:1、矩形加工台;2、倒l型安装架;3、内腔;4、步进电机;5、转动杆;6、外螺纹;7、滑动丝母;8、连接杆;9、夹紧板;10、竖直支撑杆;11、扳动杆;12、扳动把手;13、凸块;14、滑动杆;15、固定套筒;16、安装板;17、旋转电机;18、安装套筒;19、电磁铁吸附块;20、锥形倒角器;21、条形孔;22、滑槽;23、压力传感器;24、固定圆盘;25、弹簧;26、三角孔。
具体实施方式
19.下面结合附图对本实用新型进行具体描述,如图1-4所示:一种螺栓快速去毛刺装置,包括矩形加工台1和固定安装在矩形加工台1上表面后端的倒l型安装架2,所述矩形加工台1上设有夹紧机构,倒l型安装架2底部设有倒角机构;夹紧机构包括内腔3、步进电机4、转动杆5、一组相对的外螺纹6、一组滑动丝母7、一组连接杆8以及一组夹紧板9,所述内腔3开在矩形加工台1内,所述步进电机4水平安装在内腔3一端,所述转动杆5安装在步进电机4旋转端上,一组相对的外螺纹6分别攻在转动杆5外表面两侧,一组滑动丝母7分别套装在一组相对外螺纹6上,一组连接杆8分别安装在一组滑动丝母7上端,一组夹紧板9分别安装在一组连接杆8上端;倒角机构包括竖直支撑杆10、扳动杆11、扳动把手12、凸块13、滑动杆14、固定套筒15、安装板16、旋转电机17、安装套筒18、电磁铁吸附块19以及锥形倒角器20,所述竖直支撑杆10安装在倒l型安装架2上前端,所述扳动杆11前端活动铰接在竖直支撑杆10上端,所述扳动把手12安装在扳动杆11后端,所述凸块13安装在扳动杆11底部前端,所述滑动杆14活动插装在l型安装架2,且上端与凸块13接触,所述固定套筒15安装在竖直支撑杆10一侧,且套装在滑动杆14上,所述安装板16安装在滑动杆14底部,所述旋转电机7安装在安装板16底部,且旋转端竖直朝下,所述安装套筒18安装在旋转电机17旋转端上,所述电磁铁吸附块19安装在安装套筒18内顶部,所述锥形倒角器20上端插装在安装套筒18内,且为可拆卸结构;所述矩形加工台1上表面开有一组与连接杆8相对应的条形孔21,所述内腔3底部开有一组滑槽22,滑动丝母7底部通过滑块滑动安装在滑槽22上;所述夹紧板9内前端安装有压力传感器23;所述滑动杆14上安装有固定圆盘24,固定圆盘24位于固定套筒15下方,所述滑动杆14外表面端套装有弹簧25,弹簧25上端与固定圆盘24连接,且底部与倒l型安装架2连接;所述锥形倒角器20外表面均匀开有若干个三角孔26。
20.本实施方案的工作原理:该装置所使用的用电设备由外接的控制器进行控制,安
装套筒18内顶部安装有电磁铁吸附块19,使用时,使用者首先根据需要去毛刺处理的螺栓选择合适的锥形倒角器20,并将锥形倒角器20上端插装在安装套筒18内,电磁铁吸附块19通电,对锥形倒角器20吸附夹紧;
21.夹紧时:使用者将需要去毛刺处理的螺栓头部放在矩形加工台1上表面中心处,如图3所示,夹紧时,步进电机4开始工作,步进电机4水平安装在内腔3一端,转动杆5安装在步进电机4旋转端上,一组相对的外螺纹6分别攻在转动杆5外表面两侧,一组滑动丝母7分别套装在一组相对外螺纹6上,一组连接杆8分别安装在一组滑动丝母7上端,一组夹紧板9分别安装在一组连接杆8上端,且矩形加工台1上表面开有一组与连接杆8相对应的条形孔21,内腔3底部开有一组滑槽22,滑动丝母7底部通过滑块滑动安装在滑槽22上,步进电机4正转,可带动一组夹紧板9对螺栓头部两侧夹紧固定,夹紧板9内前端安装有压力传感器23,当压力传感器23检测到固定信号值后,步进电机4停止工作,完成对螺栓头部夹紧固定,通过位于矩形加工台1上的夹紧机构可对不同型号尺寸的六角螺栓头部进行夹紧固定,防止六角螺栓去毛刺过程中发生位置偏移现象;
22.倒角去毛刺时:竖直支撑杆10安装在倒l型安装架2上前端,扳动杆11前端活动铰接在竖直支撑杆10上端,扳动把手12安装在扳动杆11后端,凸块13安装在扳动杆11底部前端,滑动杆14活动插装在l型安装架2,且上端与凸块13接触,固定套筒15安装在竖直支撑杆10一侧,且套装在滑动杆14上,安装板16安装在滑动杆14底部,旋转电机7安装在安装板16底部,且旋转端竖直朝下,安装套筒18安装在旋转电机17旋转端上,倒角去毛刺时,旋转电机7首先带动锥形倒角器20开始转动,滑动杆14上安装有固定圆盘24,固定圆盘24位于固定套筒15下方,滑动杆14外表面端套装有弹簧25,弹簧25上端与固定圆盘24连接,且底部与倒l型安装架2连接,弹簧25初始状态处于张开状态,如图1所示,使用者通过扳动把手12下压滑动杆14,带动锥形倒角器20向下运动,如图4所示,对螺栓杆上端进行快速倒角去毛刺处理,产生的废屑通过三角孔26排出,倒角机构可对固定后的螺栓杆快速倒角去毛刺,锥形倒角器20可更换,便于对不同型号的螺栓进行倒角去毛刺。
23.上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。