1.本实用新型属于真空镀膜设备技术领域,特别涉及一种镀膜生产线结构。
背景技术:
2.真空镀膜技术以在真空环境中通过蒸发、磁控溅射、化学气相沉积等方式成膜,相较于传统的湿式镀膜技术,其薄膜和基体选材更广泛,成膜厚度可控性更好,成型薄膜与基体结合强度更好,且其成膜过程不产生废液,因此逐渐替代传统的湿式镀膜技术,在材料表面涂层、光学仪器制造、集成电子硬件制造等领域广泛使用。
3.现有应用真空镀膜技术的真空镀膜设备往往具有固定的设备架构,以申请号为“cn201620836138.x”的中国专利申请文件为例,在该专利申请文件中提供一种真空镀膜装置,其中包括真空箱、镀膜箱、温度控制箱和操作屏;操作屏安装在镀膜箱前端上部,镀膜箱前端下部设置有进出门,镀膜箱内部装配有磁控靶、放置台和供电器,磁控靶安装在镀膜箱内的顶部,供电器共有两个且均连接在磁控靶底部,磁控靶底部的中间位置设置有对准头,放置台底部横放有滑槽,滑槽内通过两个滚轮固定有两个限位柱,真空箱和温度控制箱均通过导气管与镀膜箱相连接。从上述上述专利申请文件记载中可清楚得知,该专利申请文件中提供的真空镀膜装置具有固定的装置组成,且不同的装置组成间也具有固定的连接关系,上述装置制造完成后,将按照其设定的装置功能,按照既定的加工方式对放入其中的基片进行真空镀膜加工。
4.应该指出,以真空镀膜技术对基片进行镀膜加工时,为达到预期的镀膜效果,往往需要分次镀多层膜,采用上述专利申请文件中所载的真空镀膜装置时,需要每镀一层薄膜安装一次工件,完成镀膜后取出工件,再次调整预期的加工靶材后,将工件放回再次加工,每层薄膜都需要单独加工,如遇不同镀层必须不同的真空设备加工的情况时,还需转移工件重新加工,不仅耗费大量的资源与劳动力,整个加工过程将非常繁琐耗时,加工效率将十分低下。
技术实现要素:
5.为解决上述问题,本实用新型的目的在于提供一种管道传输连续式真空镀膜生产线结构,该结构提供分段式、接续式的镀膜结构,方便对需进行镀膜操作的基片按需多次接续镀膜。
6.本实用新型的另一个目的在于提供一种管道传输连续式真空镀膜生产方法,该方法利用上述管道传输连续式真空镀膜生产线结构,其镀膜过程灵活、自动化程度高、可一次加工完成多层膜结构,极大地提高了生产效率。
7.为实现上述目的,本实用新型的技术方案如下:
8.一种管道传输连续式真空镀膜生产线结构,该生产线结构包括有工件架以及加工组件;加工组件中至少一个具有内部加工空间,用于对待加工工件进行镀膜加工的加工管;以及,至少一个用于隔绝或连通不同的空间的隔离阀;多个加工管依序排列,隔离阀设置在
相邻的加工管之间,相邻的加工管通过隔离阀连接后,其内部加工空间连通形成容工件架传送的通道。
9.进一步的,加工管包括有进料管、镀膜管以及出料管;进料管设置在上游位置,其一端向工件架开放接入,其另一端与镀膜管的一端开放接合;镀膜管的另一端向另一个镀膜管或出料管开放接合。
10.进一步的,进料管包括有进料管本体以及加热器;进料管本体具有内部容纳空间;加热器设置在进料管本体内部的容纳空间中,与进料管本体连接。
11.进一步的,镀膜管包括有镀膜管本体以及镀膜加工模块,镀膜管本体内部具有加工空间,镀膜加工模块设置在镀膜管本体内,与镀膜管本体连接。
12.进一步的,出料管包括有出料管本体以及散热器,出料管本体内部具有活动空间,散热器设置在出料管本体内,与出料管本体连接。
13.进一步的,隔离阀包括有进料隔离阀、中间隔离阀以及出料隔离阀;进料隔离阀设置在进料管本体背离镀膜管本体的一端,与进料管本体连接,进料隔离阀打开时,进料管本体的内部容纳空间向工件架开放,允许工件架套入;中间隔离阀设置在进料管本体或镀膜管本体以及另一个镀膜管本体或出料管本体之间,出料隔离阀设置在出料管本体背离镀膜管本体的一端,与出料管本体连接,出料隔离阀打开时,出料管本体的内部空间与外界环境连通形成容工件架取出的通道。
14.进一步的,加工组件还包括有至少一个传送辊,相邻传送辊均匀间隔,沿平行于进料管本体、镀膜管本体以及出料管本体的轴线方向布置在进料管本体、镀膜管本体以及出料管本体的管壁上;工件架在加工组件内部传送时,工件架与其附近的传送辊先后啮合。
15.进一步的,每一个传送辊均包括有传送电机、同步轴以及传送轮;每一个传送电机对应其设置位置分别与进料管本体、镀膜管本体或出料管本体连接,同步轴与传送电机的电机输出轴固定,传送轮穿接在同步轴上,与同步轴固定连接。
16.进一步的,工件架包括有架体以及传动杆;架体内部具有容外部待加工工件放置的空间,传动杆与架体连接,工件架与加工组件连接时,架体对应其传送位置分别套入进料管本体、镀膜管本体或出料管本体,传动杆与其附近的传送辊先后啮合。
17.与现有技术相比,本实用新型提供的管道传输连续式真空镀膜生产线结构具有以下有益效果:
18.结构灵活:本实用新型提供的真空镀膜生产线结构采用多段式、接续式的结构方式,通过隔离阀将具有预期功能的加工管,按需要的成膜次序、需要的成膜层数连接形成生产线,生产线一旦组装成型接口批量对工件进行成膜加工,如需改变成膜效果、成膜次序、需要的成膜层数,打开隔离阀接口拆卸生产线的具体结构重新组装,因此该生产线结构具备良好的结构能动性,其结构非常灵活。
19.结构一致性好:连接形成完整生产线后,由于隔离阀的密封及其加工管内部具有一定真空度真空环境,整条生产线将保持良好的开放接合特性,加工工件无需频繁拆卸多次更换加工位置,沿生产线整体结构连续加工即可完全成型,这个结构组装完成后具有良好的一体性。
20.结构的自动化程度高、可控性强:加工工件送入加工组件后,整个加工组件呈现为封闭式的加工整体环境,通过外部控制器分别控制隔离阀以及设置在加工管内部的传送
辊,可方便地、有效地控制镀膜进程,保证整个镀膜加工过程按照预期的速度和进程自行完成,无需投入过多的人工成本。
21.本实用新型提供的管道传输连续式真空镀膜生产结构可以按照下述方法进行镀膜生产,该方法为:
22.s1:装置准备:依照需要的镀膜层数、镀膜成品需求设置对应的镀膜管,组装其对应的真空镀膜生产线;
23.s3:开始加工:关闭进料隔离阀、中间隔离阀以及出料隔离阀,将镀膜管按所需真空度抽真空构造真空加工环境;
24.s2:装填工件:将待加工工件装入工件架的架体中;
25.s3:镀膜加工:打开进料隔离阀,将装填了待加工工件的工件架送入进料管后,关闭进料隔离阀,启动加工组件,控制对应的传送电机启停,带动工件架按设定依序进入不同的镀膜管中,对待加工工件分次按序进行对应的镀膜操作;
26.s4:完成下料:打开出料隔离阀,将完成镀膜加工的工件取出。
27.与现有技术相比,该方法具有以下有益效果:
28.拓展性好、操作方便、镀膜效率高:不同的工件往往需求不同的镀膜层数,每一层薄膜的成型方式可能存在区别,往往不能采用同样的镀膜加工模块进行加工,而不同的镀膜加工模块对工件进行镀膜加工时,其成膜过程不同往往还需要不同的加工时间,采用本实用新型提供的管道传输连续式真空镀膜生产方法进行镀膜加工时,在s1:装置准备阶段,操作人员可视具体镀膜加工需求,按成膜次序需求拼接具有对应镀膜加工功能的单个镀膜管,接续成为完整生产线后即可送入工件开始加工,送入的工件按照设定程序依序完成每一层薄膜加工,整个操作过程非常方便快捷,极大地提升了生产效率。
29.装置利用率高:采用真空镀膜技术对工件进行镀膜加工时,不同的镀膜管中应抽取其中的空气,构造具有预期的真空度的真空环境,传统的真空镀膜设备为镀制多批次工件,或对每批次工件镀多层膜,需要重复打开加工装置,破坏原先构造的真空环境,装卸工件后再次抽取真空,这样对装置中的真空环境利用率非常低下,而利用本实用新型提供的方法,不同的镀膜管之间通过隔离阀相互隔绝,完成指定镀膜步骤的工件随传送辊运输至下一工序连续加工,相邻镀膜管之间的真空度差别不大甚至没有差别,很容易在隔离阀关闭后再行调整,控制传送辊的传送进程,可控制不同批次的工件在不同的镀膜管中分别加工,在出料管中源源不断地得到成品工件,这大大地提升了装置中真空环境的利用效率,也大幅提升了工件镀膜加工效率。
附图说明
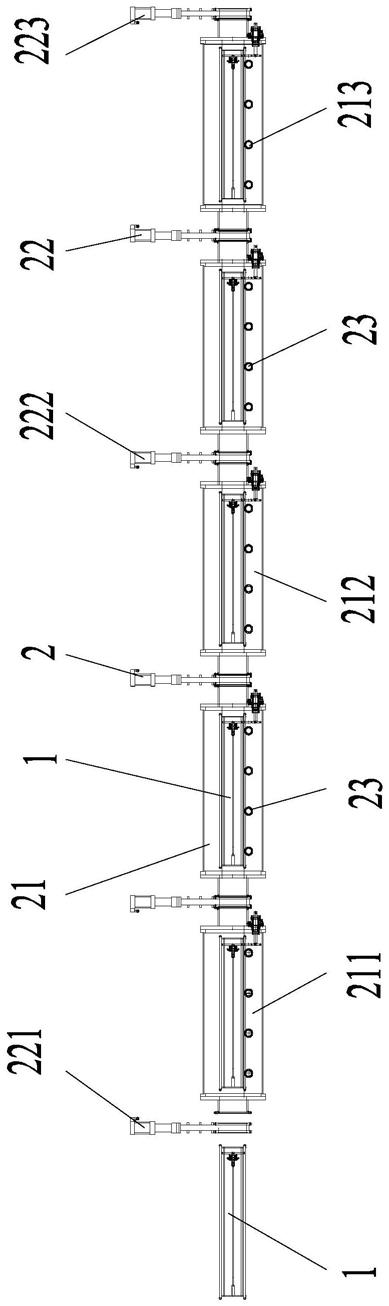
30.图1是具体实施方式中提供的管道传输连续式真空镀膜生产线结构的组合结构示意图。
31.图2是具体实施方式中提供的管道传输连续式真空镀膜生产线结构中工件架的结构示意图。
32.图3是具体实施方式中提供的管道传输连续式真空镀膜生产线结构中进料隔离阀、中间隔离阀或出料隔离阀的结构示意图。
33.图4是具体实施方式中提供的管道传输连续式真空镀膜生产线结构中进料管的结
构示意图。
34.图5是具体实施方式中提供的管道传输连续式真空镀膜生产线结构中镀膜管的结构示意图。
35.图6是具体实施方式中提供的管道传输连续式真空镀膜生产线结构中出料管的结构示意图。
具体实施方式
36.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
37.为实现上述目的,本实用新型的技术方案如下:
38.请参阅图1-6。
39.在本具体实施方式中提供一种管道传输连续式真空镀膜生产线结构,该生产线结构包括有工件架1以及加工组件2;加工组件2中至少一个具有内部加工空间,用于对待加工工件进行镀膜加工的加工管21;以及,至少一个用于隔绝或连通不同的空间的隔离阀22;
40.多个加工管21依序排列,隔离阀22设置在相邻的加工管21之间,相邻的加工管21通过隔离阀22连接后,其内部加工空间连通形成容工件架1传送的通道。
41.进一步的,加工管21包括有进料管211、镀膜管212以及出料管213;进料管211设置在上游位置,其一端向工件架1开放接入,其另一端与镀膜管212的一端开放接合;镀膜管212的另一端与另一个镀膜管212或出料管213开放接合。
42.进一步的,进料管211包括有进料管本体2111以及加热器2112;进料管本体2111具有内部容纳空间;加热器2112设置在进料管本体2111内部的容纳空间中,与进料管本体2111连接。
43.进一步的,镀膜管212包括有镀膜管本体2121以及镀膜加工模块2122,镀膜管本体2121内部具有加工空间,镀膜加工模块2122设置在镀膜管本体2121内,与镀膜管本体2121连接。
44.进一步的,出料管213包括有出料管本体2131以及散热器2132,出料管本体2131内部具有活动空间,散热器2132设置在出料管本体2131内,与出料管本体2131连接。
45.进一步的,隔离阀22包括有进料隔离阀221、中间隔离阀222以及出料隔离阀223;进料隔离阀221设置在进料管本体2111背离镀膜管本体2121的一端,与进料管本体2111连接,进料隔离阀221打开时,进料管本体2111的内部容纳空间向工件架1开放,允许工件架1套入;中间隔离阀222设置在进料管本体2111或镀膜管本体2121以及另一个镀膜管本体2121或出料管本体2131之间,出料隔离阀223设置在出料管本体2131背离镀膜管本体2121的一端,与出料管本体2131连接,出料隔离阀223打开时,出料管本体2131的内部空间与外界环境连通形成容工件架1取出的通道。
46.进一步的,加工组件2还包括有至少一个传送辊23,相邻传送辊23均匀间隔,沿平行于进料管本体2111、镀膜管本体2121以及出料管本体2131的轴线方向布置在进料管本体2111、镀膜管本体2121以及出料管本体2131的管壁上;工件架1在加工组件2内部传送时,工件架1与其附近的传送辊23先后啮合。
47.进一步的,每一个传送辊23均包括有传送电机231、同步轴232以及传送轮233;每一个传送电机231对应其设置位置分别与进料管本体2111、镀膜管本体2121或出料管本体2131连接,同步轴232与传送电机231的电机输出轴固定,传送轮233穿接在同步轴232上,与同步轴232固定连接。
48.进一步的,工件架1包括有架体11以及传动杆12;架体11内部具有容外部待加工工件放置的空间,传动杆12与架体11连接,工件架1与加工组件2连接时,架体11对应其传送位置分别套入进料管本体2111、镀膜管本体2121或出料管本体2131,传动杆12与其附近的传送辊23先后啮合。
49.本实用新型还提供一种管道传输连续式真空镀膜生产方法,该方法基于上述的管道传输连续式真空镀膜生产线结构,该方法为:
50.s1:装置准备:依照需要的镀膜层数、镀膜成品需求设置对应的镀膜管212,组装其对应的真空镀膜生产线;
51.s3:开始加工:关闭进料隔离阀221、中间隔离阀222以及出料隔离阀223,将每一个镀膜管212按所需真空度抽真空构造真空加工环境;
52.s2:装填工件:将待加工工件装入工件架1的架体11中;
53.s3:镀膜加工:打开进料隔离阀221,将装填了待加工工件的工件架1送入进料管211后,关闭进料隔离阀221,启动加工组件2,控制对应的传送电机231启停,带动工件架1按设定依序进入不同的镀膜管212中,对待加工工件分次按序进行对应的镀膜操作;
54.s4:完成下料:打开出料隔离阀223,将完成镀膜加工的工件取出。
55.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。