1.本实用新型涉及粉末压制成型设备技术领域,具体为一种烧结稀土永磁材料生产用全自动成型压机。
背景技术:
2.稀土永磁材料是将钐和钕混合稀土金属与过渡金属(如钴、铁等)组成的合金,用粉末冶金方法压型烧结,经磁场充磁后制得的一种磁性材料。
3.现有技术中,通常将粉末有输料管输送到压制成型机的模具当中,当压制成型后,在模具底部设计的升降台将成型后的材料从模具孔中顶起来,然后由人工将产品取出,由于压制成型机主要由液压系统构成,如果液压系统出现故障,人工取料时容易发生危险。
技术实现要素:
4.本实用新型的目的在于提供一种烧结稀土永磁材料生产用全自动成型压机,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种烧结稀土永磁材料生产用全自动成型压机,包括操作台,所述操作台顶部固定安装有压制成型机,所述操作台一侧设置有取料机构,所述取料机构包括转轴,所述转轴顶部固定连接有转动架,所述转动架内侧底部固定安装有纵向伸缩杆,所述纵向伸缩杆顶部固定连接有升降滑块,所述升降滑块与转动架滑动连接,所述升降滑块一侧固定安装有横向伸缩杆,所述横向伸缩杆一端固定连接有刮板。
6.优选的,所述操作台一侧固定连接有支撑板,所述转轴底端转动连接于支撑板顶部,所述支撑板顶部固定安装有电机,所述电机输出端固定安装有第一锥齿轮,所述转轴外壁固定安装有第二锥齿轮,所述第一锥齿轮与第二锥齿轮相啮合。
7.优选的,所述操作台顶部固定连接有支撑架,所述支撑架顶部固定安装有料斗,所述料斗底部固定连接有输料管,所述输料管一端固定连接于压制成型机。
8.优选的,所述转动架底端一侧固定连接有装料箱,所述装料箱位于刮板正下方。
9.优选的,所述转动架呈长方形框架结构。
10.与现有技术相比,本实用新型的有益效果是:
11.(1)、该烧结稀土永磁材料生产用全自动成型压机,通过设置的取料机构代替人工从模具中取料的过程,利用纵向伸缩杆将刮板调整到刮板底部与模具顶部接触的位置,横向伸缩杆控制刮板将模具上方的成型产品从模具上方刮下,一定程度上避免了因压制成型机的液压系统故障而造成人工取料的危险性。
12.(2)、该烧结稀土永磁材料生产用全自动成型压机,通过设置在转动架一侧的装料箱,能够将刮板从压制成型机的模具上刮下的成型产品落入到装料箱中,装料箱装满后通过转轴转动,使装料箱转至人方便拿取的位置统一进行收取。
附图说明
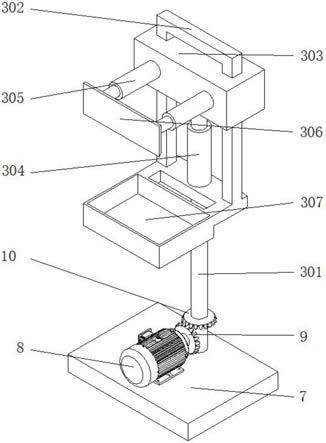
13.图1为本实用新型的等轴测图;
14.图2为本实用新型的右视图;
15.图3为本实用新型的取料机构结构示意图。
16.图中:1、操作台;2、压制成型机;3、取料机构;301、转轴;302、转动架;303、升降滑块;304、纵向伸缩杆;305、横向伸缩杆;306、刮板;307、装料箱;4、料斗;5、支撑架;6、输料管;7、支撑板;8、电机;9、第一锥齿轮;10、第二锥齿轮。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
20.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
21.如图1-3所示,本实用新型提供一种技术方案:一种烧结稀土永磁材料生产用全自动成型压机,包括固定在地面的操作台1,在操作台1的顶部固定安装有压制成型机2,操作台1的顶部固定连接有支撑架5,在支撑架5的顶部固定安装有料斗4,料斗4呈锥形桶状结构,在料斗4的内部放置有稀土合金粉末,料斗4的底部固定连接有输料管6,输料管6的一端固定连接在压制成型机2的模具中,在输料管6的内部安装有螺旋输送机构,通过螺旋输送机构中的螺旋轴转动,依靠粉末的重力及其与输料管6内壁所产生的摩擦力,使粉末只能在螺旋轴叶片的推送下沿着输料管6向前移动,通过螺旋输送机构将料斗4中的粉末缓慢输送至压制成型机2中的模具当中,压制成型机2主要由液压系统和合模系统构成,通过输料管6内部的螺旋输送机构将料斗4中的粉末输送进压制成型机2中的模具中,合模后合模系统顶部的压头将粉末按照模具的形状压制成型,成型后通过在模具底部设置的升降台将成型的产品从模具内部顶出,在操作台1的一侧设置有取料机构3,取料机构3的作用是将模具上成型的产品从压制成型机2的模具上方刮出。
22.如图3所示,取料机构3包括转轴301,转轴301顶部固定连接有转动架302,转动架302呈长方形框架结构,转动架302内侧的底部固定安装有纵向伸缩杆304,纵向伸缩杆304顶部固定连接有升降滑块303,升降滑块303内部与转动架302滑动连接,在升降滑块303的一侧固定安装有横向伸缩杆305,横向伸缩杆305一端固定连接有刮板306,利用纵向伸缩杆
304的升降将刮板306调整到刮板306的底部与模具顶部相接触的位置后,通过横向伸缩杆305控制刮板306将模具上方的成型产品从模具顶部刮下,在转动架302底端与横向伸缩杆305同侧位置固定连接有装料箱307,装料箱307为顶部开口的长方形盒装箱体,装料箱307位于刮板306正下方,成型产品从模具顶部刮下后,落入到装料箱307中,直至装料箱307中装满。
23.需要注意的是,操作台1的一侧固定连接有支撑板7,而转轴301的底端通过轴承转动连接在支撑板7的顶部,在支撑板7的顶部还固定安装有电机8,电机8的输出端固定安装有第一锥齿轮9,在转轴301的外壁固定安装有第二锥齿轮10,第一锥齿轮9与第二锥齿轮10之间相啮合,电机8的运转通过第一锥齿轮9和第二锥齿轮10之间的传动关系,使转轴301进行转动,与转轴301固定连接的转动架302则进行相应的转动,通过转动架302的转动将装满成型产品的装料箱307转至方便人工操作的位置,然后人工统一将产品从装料箱307内部取出进行下一步的处理。
24.首先当压制成型后的产品被顶出至模具顶部后,通过电机8将刮板306转至模具上方,通过伸长横向伸缩杆305,将刮板306移动至产品后方,降低纵向伸缩杆304,使刮板306底部与模具顶部贴合,然后收缩横向伸缩杆305,产品在刮板306的作用下从模具顶部被刮落至装料箱307中。
25.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。