1.本发明涉及化工领域,具体是一种高透气性的乳胶漆及其加工工艺。
背景技术:
2.乳胶漆是以合成树脂乳液为基料加入颜料、填料及各种助剂配制而成的一类水性涂料,又称合成树脂乳液涂料,是有机涂料的一种。
3.根据专利申请号2018106141374提供的一种水性无机净醛内墙乳胶漆及其制备方法,采用纯净水、无机硅酸钾、无机硅溶胶、竹炭粉、净醛乳液、水性润湿分散剂、消泡剂等作为主要原料,按比例加以混合、高速搅拌制得一种水性净醛内墙乳胶漆。本发明获得的水性无机净醛内墙乳胶漆可直接用于建筑物施工表面,其优点:原料便宜、制作容易、高透气性,可保持墙体干燥,不生霉菌,不需底漆,直接深入基层并与之化学锚固,不起皮不脱落可作为底漆也可以做为面漆,可重复喷涂或滚涂,底漆打磨性和填充性好,面漆漆膜丰满,光泽可调整。
4.竹炭粉的加入,能在乳胶漆漆膜表面形成一层净化滤网,全方位的捕捉板材中的甲醛、苯等有害物质,净化空气,消除室内异味,若竹炭料粉末直径未达要求,后期生产加工出的乳漆料在使用时,颗粒感较强,竹炭料平摊均匀度差,漆膜上竹炭料覆盖率低,形成的净化滤网过滤效果差。
5.为此,本发明提出一种高透气性的乳胶漆及其加工工艺。
技术实现要素:
6.为了弥补现有技术中,解决竹炭料粉末直径未达要求投入生产时,导致乳胶漆漆膜上竹炭料覆盖率低,形成的净化滤网过滤效果差的问题,本发明提出所述一种高透气性的乳胶漆由下列重量份的原料组成:
[0007][0008][0009]
所述树脂乳液为水性树脂乳液;
[0010]
所述竹炭料选用毛竹制备而成;
[0011]
所述辅助剂由下列重量份的原料组成:
[0012][0013]
所述分散剂为disperbyk-107;
[0014]
所述成膜助剂为醇酯-16;
[0015]
所述消泡剂为df-1040;
[0016]
所述ph值调节剂为氨水或盐酸;
[0017]
所述辅助剂制备方法为:称量指定重量份的辅助剂原料,依次灌装至混合桶内,搅拌混合,然后隔离空气密封存储于10-15℃温度下,避免阳光直射。
[0018]
优选的,所述填料由下列重量份的原料组成:
[0019]
颜色填料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-5份;
[0020]
荧光增白剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-5份;
[0021]
所述颜色填料选用白水泥、钛白粉和硅灰石粉其中的一种或者多种混合物;
[0022]
所述荧光增白剂为二苯乙烯型。
[0023]
一种高透气性的乳胶漆加工工艺,该高透气性的乳胶漆加工工艺用于加工上述任一所述高透气性的乳胶漆,所述加工工艺包括:
[0024]
s1:原料装筒,首先将称量定量的水通过管体注入搅拌筒内,然后对搅拌筒进行预热处理,待水的温度升至50℃后,并停止加热,并将温度控制45-55℃之间;启动电机,电机通过转轴带动搅拌筒内的搅拌扇叶转动,且在搅拌过程中,将树脂乳液和辅助剂通过水管注入搅拌筒,搅拌速度为100-150r/min,持续时间为10-25分钟;
[0025]
s2:搅拌10分钟后,通过搅拌筒上端一侧的粉碎机将竹炭料研磨破碎,然后添加至搅拌筒内,且在加入过程中,逐渐提高搅拌速度,速度提升至200-250r/min,持续时间为5-8分钟;
[0026]
s3:待s2中竹炭料添加结束后,在将填料均匀分多次添加至搅拌筒内,搅拌速度控制200-250r/min,且每次填料添加后,通过搅拌桶底部的出料管取出样品,观察其颜色,若为所要颜色,停止加入基料,否则继续添加至所需颜色为止。
[0027]
优选的,所述搅拌筒包括架体、筒体和转轴;所述筒体架设在架体上,筒体的上端面设有用于添加原料的管体,筒体的中间位置转动连接有转轴,转轴的一端连接外界电机的输出端,转轴的另一端设有伸入筒体内,并固接搅拌扇叶,筒体的上端还设有粉碎机;
[0028]
所述粉碎机包括进料斗、研磨辊和壳体;所述壳体螺栓固接于筒体的上,壳体的下端面连通于筒体内部,壳体包括上腔和下腔,上腔和下腔之间设有带有孔眼的隔板,隔板的上方转动连接有研磨辊,研磨辊的下端贴附在隔板的上板面,并转动连接于隔板上,研磨辊的上端通过皮带轮和皮带连接于转轴;所述进料斗固接于壳体上,且进料斗的出口端连通于上腔;竹炭料投入至进料斗内,并沿着进料斗流动至筒体的上腔内,转轴电动研磨辊转动,研磨辊转动产生的震动,使得进料斗内竹炭料源源不断的,避免竹炭料填堵进料斗;竹炭料沿着研磨辊与筒体之间的缝隙流动至隔板上,并在缝隙内进行第一次研磨,然后研磨
辊的下端将竹炭料挤压转动研磨,使得竹炭料得以二次研磨,第二次研磨过程中,竹炭料一边研磨一边从孔眼落入至搅拌桶内;上述过程中,实现对竹炭料的两次研磨,使得竹炭料得以细碎化处理,从而竹炭料更均匀分摊至乳漆料中,使得乳漆料在使用后,形成一层高效的过滤滤层;s2中搅拌10分钟后,通过搅拌筒上端一侧的粉碎机将竹炭料添加至搅拌筒内,且在加入过程中,逐渐提高搅拌速度,速度提升至200-250r/min,搅拌速度速度提升,再者研磨辊与转轴之间通过皮带轮和皮带传动,即,转轴转动速度提高的同时,研磨辊的转动速度也相应提高,以及转轴带动的搅拌扇叶搅拌速度也相应提高,研磨辊的转动速度提高,使得单位体积内竹炭料研磨机会增多,研磨程度更深,进一步对竹炭料进行细化;拌扇叶搅拌速度提高,加快竹炭料与搅拌桶内原料的混合效率。
[0029]
优选的,所述进料斗包括环形圈,环形圈内圈套设在上腔的外侧壁上,且环形圈的内侧壁与上腔的外侧壁之间留有空腔;所述进料斗的出口端固接于环形圈上,进料斗的出口连通于空腔;所述上腔的外侧壁被环形圈包裹的位置开设多个窗口,靠近于进料斗的出口端的窗口面积小于远离进料斗的出口端的窗口面积;竹炭料从进料斗内流动至环形圈内,并沿着环形圈分摊至筒体的外圈,然后通过窗口落入至筒体内部,使得竹炭料均匀落入筒体内,研磨辊外侧壁与上腔内侧壁之间的间隙内均摊挤压研磨竹炭料,研磨辊均匀对竹炭料进行研磨,防止竹炭料从而筒体一侧流动至上腔内部后,竹炭料堆积研磨辊一侧,造成部分竹炭料未能被研磨现象的发生,同时避免研磨辊受力不均,导致加快研磨辊端部的磨损现象的发生。
[0030]
优选的,所述研磨辊的下端面设有螺旋的研磨条;所述隔板上的孔眼靠近于研磨辊的下端面中间位置开设;竹炭料在得到第一研磨后,落入至隔板上,研磨辊的下端面挤压竹炭料,研磨辊的下端面螺旋的研磨条,将落入至隔板上的竹炭料向中聚拢,一是防止竹炭料过早从而孔眼落入至搅拌桶内,使得部分还未被充分研磨的竹炭料落下,二是,将竹炭料向中聚拢,使得竹炭料之间相互研磨,同时增大研磨辊下端面对竹炭料的研磨挤压力,从而提高竹炭料的粉碎化程度。
[0031]
优选的,所述下腔呈长方体状,下腔内设有筛选机构;所述筛选机构包括一号过滤网、二号过滤网、复位弹簧和磁体;所述一号过滤网和二号过滤网相互贴合一起,一号过滤网和二号过滤网的两侧各设有导向板,导向板滑动连接在下腔侧壁上开设的滑槽内,导向板端面开设凹槽,凹槽内设有对称安置复位弹簧,相邻两个复位弹簧之间固接有限位块,限位块固接于滑槽内,导向板的一侧固接磁体,磁体一侧设有铜线圈,铜线圈固接于凹槽一侧,铜线圈电性连接于外界交流电;所述一号过滤网上表面设有多个碰撞刀,碰撞刀垂直于一号过滤网设置;铜线圈通入电源,铜线圈产生磁场,吸附磁体,磁体通过导向板拉动一号过滤网和二号过滤网,由于铜线圈接入电源为交流电,因此一号过滤网和二号过滤网相对间歇性移动,当竹炭料落入至筛选机构上过程中,从孔眼内挤压出的竹炭料被挤压成疏松的柱状,碰撞刀与竹炭料发生碰撞,柱状的竹炭料被打撒,然后散落至一号过滤网上,由于一号过滤网和二号过滤网之间发生相对移动,竹炭料在一号过滤网上抖动,对竹炭料抖落筛选,竹炭料散落至一号过滤网和二号过滤网之间时,竹炭料再次被碾压破碎,再次提高竹炭料的细碎化程度。
[0032]
优选的,所述一号过滤网的下表面网眼两侧设有凸部和凹部;所述二号过滤网的上表面网眼两侧设有凸部和凹部,且二号过滤网的凸部嵌入在一号过滤网的凹部内,一号
过滤网的凸部嵌入在二号过滤网的凹部内,且二号过滤网的凹部和凸部上开微孔,微孔贯穿于二号过滤网;一号过滤网与二号过滤网相互贴附一起,二号过滤网的凸部嵌入在一号过滤网的凹部内,一号过滤网的凸部嵌入在二号过滤网的凹部内,当竹炭料落入一号过滤网与二号过滤网之间后,竹炭料在滑入至凹部内,凸部将竹炭料在凹部进行滑动碾压破碎,再次将竹炭料细碎化研磨,然后再从微孔内挤压排出;凸部与凹部的配合,使得竹炭料再得到一次粉碎化处了,同时凸部嵌入在凹部内,一号过滤网与二号过滤网之间的相对移动被限制住,使得一号过滤网和二号过滤网之间的相对移动更加稳定,从而位于凹部的竹炭料得以充分挤压。
[0033]
优选的,所述一号过滤网的下表面网眼两侧开设弧形状的凹坑;开设的凹坑,增大竹炭料进入一号过滤网和二号过滤网之间的入口,增大竹炭料的进入量,减少竹炭料直接通过网眼的量,使得更多的竹炭料得以碾压粉碎。
[0034]
优选的,所述下腔内设有用于引导竹炭颗粒移动的导流筒,导流筒倾斜向下设置,导流筒的一端连通于下腔,一号过滤网和二号过滤网倾斜设置,且一号过滤网和二号过滤网倾斜方向与导流筒倾斜方向一致,一号过滤网和二号过滤网低端位置置于导流筒内;一号过滤网和二号过滤网来回移动中,能通过网眼的竹炭料落入搅拌桶内,未能透过网眼的竹炭料沿着倾斜方向流向导流筒,然后集中收集,再次投入至进料斗内,再次进行粉碎化处理,防止未能透过网眼的竹炭料堆积在筛选机构上,影响竹炭料的正常下料。
[0035]
本发明的有益之处在于:
[0036]
1.竹炭料的两次研磨,使得竹炭料得以细碎化处理,从而竹炭料更均匀分摊至乳漆料中,使得乳漆料在使用后,形成一层高效的过滤滤层。
[0037]
2.s2中搅拌10分钟后,通过搅拌筒上端一侧的粉碎机将竹炭料添加至搅拌筒内,且在加入过程中,逐渐提高搅拌速度,速度提升至200-250r/min,搅拌速度速度提升,再者研磨辊与转轴之间通过皮带轮和皮带传动,即,转轴转动速度提高的同时,研磨辊的转动速度也相应提高,以及转轴带动的搅拌扇叶搅拌速度也相应提高,研磨辊的转动速度提高,使得单位体积内竹炭料研磨机会增多,研磨程度更深,进一步对竹炭料进行细化。
[0038]
3.研磨辊外侧壁与上腔内侧壁之间的间隙内均摊挤压研磨竹炭料,研磨辊均匀对竹炭料进行研磨,防止竹炭料从而筒体一侧流动至上腔内部后,竹炭料堆积研磨辊一侧,造成部分竹炭料未能被研磨现象的发生,同时避免研磨辊受力不均,导致加快研磨辊端部的磨损现象的发生。
附图说明
[0039]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
[0040]
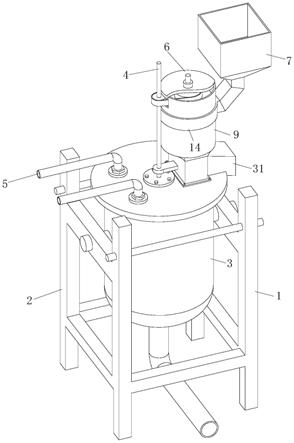
图1为本发明中搅拌筒的立体图;
[0041]
图2为本发明中粉碎机的剖视图;
[0042]
图3为本发明中一号过滤网与壳体的配合图;
[0043]
图4为本发明中一号过滤网的立体图;
[0044]
图5为图4中a处的局部放大图;
[0045]
图6为为本发明中二号过滤网的俯视图;
[0046]
图7为本发明中研磨辊的立体图;
[0047]
图8为本发明中壳体与环形圈的配合图;
[0048]
图中:搅拌筒1、架体2、筒体3、转轴4、管体5、粉碎机6、进料斗7、研磨辊8、壳体9、上腔10、下腔11、隔板12、孔眼13、环形圈14、窗口15、研磨条16、一号过滤网17、二号过滤网18、复位弹簧19、磁体20、导向板21、滑槽22、凹槽23、限位块24、铜线圈25、碰撞刀26、凸部27、凹部28、微孔29、凹坑30、导流筒31。
具体实施方式
[0049]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0050]
一种高透气性的乳胶漆由下列重量份的原料组成:
[0051][0052]
所述树脂乳液为水性树脂乳液;
[0053]
所述竹炭料选用毛竹制备而成;
[0054]
所述辅助剂由下列重量份的原料组成:
[0055][0056]
所述分散剂为disperbyk-107;
[0057]
所述成膜助剂为醇酯-16;
[0058]
所述消泡剂为df-1040;
[0059]
所述ph值调节剂为氨水或盐酸;
[0060]
所述辅助剂制备方法为:称量指定重量份的辅助剂原料,依次灌装至混合桶内,搅拌混合,然后隔离空气密封存储于10-15℃温度下,避免阳光直射。
[0061]
所述填料由下列重量份的原料组成:
[0062]
颜色填料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-5份;
[0063]
荧光增白剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-5份;
[0064]
所述颜色填料选用白水泥、钛白粉和硅灰石粉其中的一种或者多种混合物;
[0065]
所述荧光增白剂为二苯乙烯型。
[0066]
一种高透气性的乳胶漆加工工艺,该高透气性的乳胶漆加工工艺用于加工上述任一所述高透气性的乳胶漆,所述加工工艺包括:
[0067]
s1:原料装筒,首先将称量定量的水通过管体5注入搅拌筒1内,然后对搅拌筒1进行预热处理,待水的温度升至50℃后,并停止加热,并将温度控制45-55℃之间;启动电机,电机通过转轴4带动搅拌筒1内的搅拌扇叶转动,且在搅拌过程中,将树脂乳液和辅助剂通过水管注入搅拌筒1,搅拌速度为100-150r/min,持续时间为10-25分钟;
[0068]
s2:搅拌10分钟后,通过搅拌筒1上端一侧的粉碎机6将竹炭料研磨破碎,然后添加至搅拌筒1内,且在加入过程中,逐渐提高搅拌速度,速度提升至200-250r/min,持续时间为5-8分钟;
[0069]
s3:待s2中竹炭料添加结束后,在将填料均匀分多次添加至搅拌筒1内,搅拌速度控制200-250r/min,且每次填料添加后,通过搅拌桶底部的出料管取出样品,观察其颜色,若为所要颜色,停止加入基料,否则继续添加至所需颜色为止。
[0070]
试验:选用上述原料,按照不同重量份,分为3组进行试验,按照上述高透气性的乳胶漆加工工艺制备高透气性的乳胶漆,并将加工生产出来的高透气性的乳胶漆涂刷在室内墙壁上,观察并对三组试验评价。
[0071][0072]
使用上述表格中的三组试验的重量份原料加工出的高透气性的乳胶漆,涂刷在墙体上,间隔2天后观察,得知使用试验二中的重量份原料加工出的高透气性的乳胶漆,不仅通气性好,同时形成的乳漆料漆膜过滤性能最佳;
[0073]
且辅助剂中的分散剂、成膜助剂、消泡剂和ph调节剂添加量,可根据所需乳胶漆性能自行添加。
[0074]
本发明实施例,为进一步提高乳胶漆的性能,针对上述加工工艺中采用设备进行改进,具体如下:
[0075]
实施例一:
[0076]
参照图1-8,所述搅拌筒1包括架体2、筒体3和转轴4;所述筒体3架设在架体2上,筒体3的上端面设有用于添加原料的管体5,筒体3的中间位置转动连接有转轴4,转轴4的一端连接外界电机的输出端,转轴4的另一端设有伸入筒体3内,并固接搅拌扇叶,筒体3的上端还设有粉碎机6;
[0077]
所述粉碎机6包括进料斗7、研磨辊8和壳体9;所述壳体9螺栓固接于筒体3的上,壳体9的下端面连通于筒体3内部,壳体9包括上腔10和下腔11,上腔10和下腔11之间设有带有孔眼13的隔板12,隔板12的上方转动连接有研磨辊8,研磨辊8的下端贴附在隔板12的上板面,并转动连接于隔板12上,研磨辊8的上端通过皮带轮和皮带连接于转轴4;所述进料斗7固接于壳体9上,且进料斗7的出口端连通于上腔10;竹炭料投入至进料斗7内,并沿着进料斗7流动至筒体3的上腔10内,转轴4电动研磨辊8转动,研磨辊8转动产生的震动,使得进料斗7内竹炭料源源不断的,避免竹炭料填堵进料斗7;竹炭料沿着研磨辊8与筒体3之间的缝隙流动至隔板12上,并在缝隙内进行第一次研磨,然后研磨辊8的下端将竹炭料挤压转动研磨,使得竹炭料得以二次研磨,第二次研磨过程中,竹炭料一边研磨一边从孔眼13落入至搅拌桶内;上述过程中,实现对竹炭料的两次研磨,使得竹炭料得以细碎化处理,从而竹炭料更均匀分摊至乳漆料中,使得乳漆料在使用后,形成一层高效的过滤滤层;s2中搅拌10分钟后,通过搅拌筒1上端一侧的粉碎机6将竹炭料添加至搅拌筒1内,且在加入过程中,逐渐提高搅拌速度,速度提升至200-250r/min,搅拌速度速度提升,再者研磨辊8与转轴4之间通过皮带轮和皮带传动,即,转轴4转动速度提高的同时,研磨辊8的转动速度也相应提高,以及转轴4带动的搅拌扇叶搅拌速度也相应提高,研磨辊8的转动速度提高,使得单位体积内竹炭料研磨机会增多,研磨程度更深,进一步对竹炭料进行细化;拌扇叶搅拌速度提高,加快竹炭料与搅拌桶内原料的混合效率。
[0078]
所述进料斗7包括环形圈14,环形圈14内圈套设在上腔10的外侧壁上,且环形圈14的内侧壁与上腔10的外侧壁之间留有空腔;所述进料斗7的出口端固接于环形圈14上,进料斗7的出口连通于空腔;所述上腔10的外侧壁被环形圈14包裹的位置开设多个窗口15,靠近于进料斗7的出口端的窗口15面积小于远离进料斗7的出口端的窗口15面积;竹炭料从进料斗7内流动至环形圈14内,并沿着环形圈14分摊至筒体3的外圈,然后通过窗口15落入至筒体3内部,使得竹炭料均匀落入筒体3内,研磨辊8外侧壁与上腔10内侧壁之间的间隙内均摊挤压研磨竹炭料,研磨辊8均匀对竹炭料进行研磨,防止竹炭料从而筒体3一侧流动至上腔10内部后,竹炭料堆积研磨辊8一侧,造成部分竹炭料未能被研磨现象的发生,同时避免研磨辊8受力不均,导致加快研磨辊8端部的磨损现象的发生。
[0079]
所述研磨辊8的下端面设有螺旋的研磨条16;所述隔板12上的孔眼13靠近于研磨辊8的下端面中间位置开设;竹炭料在得到第一研磨后,落入至隔板12上,研磨辊8的下端面挤压竹炭料,研磨辊8的下端面螺旋的研磨条16,将落入至隔板12上的竹炭料向中聚拢,一是防止竹炭料过早从而孔眼13落入至搅拌桶内,使得部分还未被充分研磨的竹炭料落下,二是,将竹炭料向中聚拢,使得竹炭料之间相互研磨,同时增大研磨辊8下端面对竹炭料的研磨挤压力,从而提高竹炭料的粉碎化程度。
[0080]
所述下腔11呈长方体状,下腔11内设有筛选机构;所述筛选机构包括一号过滤网17、二号过滤网18、复位弹簧19和磁体20;所述一号过滤网17和二号过滤网18相互贴合一起,一号过滤网17和二号过滤网18的两侧各设有导向板21,导向板21滑动连接在下腔11侧
壁上开设的滑槽22内,导向板21端面开设凹槽23,凹槽23内设有对称安置复位弹簧19,相邻两个复位弹簧19之间固接有限位块24,限位块24固接于滑槽22内,导向板21的一侧固接磁体20,磁体20一侧设有铜线圈25,铜线圈25固接于凹槽23一侧,铜线圈25电性连接于外界交流电;所述一号过滤网17上表面设有多个碰撞刀26,碰撞刀26垂直于一号过滤网17设置;铜线圈25通入电源,铜线圈25产生磁场,吸附磁体20,磁体20通过导向板21拉动一号过滤网17和二号过滤网18,由于铜线圈25接入电源为交流电,因此一号过滤网17和二号过滤网18相对间歇性移动,当竹炭料落入至筛选机构上过程中,从孔眼13内挤压出的竹炭料被挤压成疏松的柱状,碰撞刀26与竹炭料发生碰撞,柱状的竹炭料被打撒,然后散落至一号过滤网17上,由于一号过滤网17和二号过滤网18之间发生相对移动,竹炭料在一号过滤网17上抖动,对竹炭料抖落筛选,竹炭料散落至一号过滤网17和二号过滤网18之间时,竹炭料再次被碾压破碎,再次提高竹炭料的细碎化程度。
[0081]
所述一号过滤网17的下表面网眼两侧设有凸部27和凹部28;所述二号过滤网18的上表面网眼两侧设有凸部27和凹部28,且二号过滤网18的凸部27嵌入在一号过滤网17的凹部28内,一号过滤网17的凸部27嵌入在二号过滤网18的凹部28内,且二号过滤网18的凹部28和凸部27上开微孔29,微孔29贯穿于二号过滤网18;一号过滤网17与二号过滤网18相互贴附一起,二号过滤网18的凸部27嵌入在一号过滤网17的凹部28内,一号过滤网17的凸部27嵌入在二号过滤网18的凹部28内,当竹炭料落入一号过滤网17与二号过滤网18之间后,竹炭料在滑入至凹部28内,凸部27将竹炭料在凹部28进行滑动碾压破碎,再次将竹炭料细碎化研磨,然后再从微孔29内挤压排出;凸部27与凹部28的配合,使得竹炭料再得到一次粉碎化处了,同时凸部27嵌入在凹部28内,一号过滤网17与二号过滤网18之间的相对移动被限制住,使得一号过滤网17和二号过滤网18之间的相对移动更加稳定,从而位于凹部28的竹炭料得以充分挤压。
[0082]
所述一号过滤网17的下表面网眼两侧开设弧形状的凹坑30;开设的凹坑30,增大竹炭料进入一号过滤网17和二号过滤网18之间的入口,增大竹炭料的进入量,减少竹炭料直接通过网眼的量,使得更多的竹炭料得以碾压粉碎。
[0083]
实施例二:
[0084]
对比实施例一,作为本发明的另一种实施方式,其中所述下腔11内设有用于引导竹炭颗粒移动的导流筒31,导流筒31倾斜向下设置,导流筒31的一端连通于下腔11,一号过滤网17和二号过滤网18倾斜设置,且一号过滤网17和二号过滤网18倾斜方向与导流筒31倾斜方向一致,一号过滤网17和二号过滤网18低端位置置于导流筒31内;一号过滤网17和二号过滤网18来回移动中,能通过网眼的竹炭料落入搅拌桶内,未能透过网眼的竹炭料沿着倾斜方向流向导流筒31,然后集中收集,再次投入至进料斗7内,再次进行粉碎化处理,防止未能透过网眼的竹炭料堆积在筛选机构上,影响竹炭料的正常下料。
[0085]
工作原理:竹炭料投入至进料斗7内,并沿着进料斗7流动至筒体3的上腔10内,转轴4电动研磨辊8转动,研磨辊8转动产生的震动,使得进料斗7内竹炭料源源不断的,避免竹炭料填堵进料斗7;竹炭料沿着研磨辊8与筒体3之间的缝隙流动至隔板12上,并在缝隙内进行第一次研磨,然后研磨辊8的下端将竹炭料挤压转动研磨,使得竹炭料得以二次研磨,第二次研磨过程中,竹炭料一边研磨一边从孔眼13落入至搅拌桶内;上述过程中,实现对竹炭料的两次研磨,使得竹炭料得以细碎化处理,从而竹炭料更均匀分摊至乳漆料中,使得乳漆
料在使用后,形成一层高效的过滤滤层;
[0086]
s2中搅拌10分钟后,通过搅拌筒1上端一侧的粉碎机6将竹炭料添加至搅拌筒1内,且在加入过程中,逐渐提高搅拌速度,速度提升至200-250r/min,搅拌速度速度提升,再者研磨辊8与转轴4之间通过皮带轮和皮带传动,即,转轴4转动速度提高的同时,研磨辊8的转动速度也相应提高,以及转轴4带动的搅拌扇叶搅拌速度也相应提高,研磨辊8的转动速度提高,使得单位体积内竹炭料研磨机会增多,研磨程度更深,进一步对竹炭料进行细化;
[0087]
拌扇叶搅拌速度提高,加快竹炭料与搅拌桶内原料的混合效率;竹炭料从进料斗7内流动至环形圈14内,并沿着环形圈14分摊至筒体3的外圈,然后通过窗口15落入至筒体3内部,使得竹炭料均匀落入筒体3内,研磨辊8外侧壁与上腔10内侧壁之间的间隙内均摊挤压研磨竹炭料,研磨辊8均匀对竹炭料进行研磨,防止竹炭料从而筒体3一侧流动至上腔10内部后,竹炭料堆积研磨辊8一侧,造成部分竹炭料未能被研磨现象的发生,同时避免研磨辊8受力不均,导致加快研磨辊8端部的磨损现象的发生;
[0088]
竹炭料在得到第一研磨后,落入至隔板12上,研磨辊8的下端面挤压竹炭料,研磨辊8的下端面螺旋的研磨条16,将落入至隔板12上的竹炭料向中聚拢,一是防止竹炭料过早从而孔眼13落入至搅拌桶内,使得部分还未被充分研磨的竹炭料落下,二是,将竹炭料向中聚拢,使得竹炭料之间相互研磨,同时增大研磨辊8下端面对竹炭料的研磨挤压力,从而提高竹炭料的粉碎化程度;铜线圈25通入电源,铜线圈25产生磁场,吸附磁体20,磁体20通过导向板21拉动一号过滤网17和二号过滤网18,由于铜线圈25接入电源为交流电,因此一号过滤网17和二号过滤网18相对间歇性移动,当竹炭料落入至筛选机构上过程中,从孔眼13内挤压出的竹炭料被挤压成疏松的柱状,碰撞刀26与竹炭料发生碰撞,柱状的竹炭料被打撒,然后散落至一号过滤网17上,由于一号过滤网17和二号过滤网18之间发生相对移动,竹炭料在一号过滤网17上抖动,对竹炭料抖落筛选,竹炭料散落至一号过滤网17和二号过滤网18之间时,竹炭料再次被碾压破碎,再次提高竹炭料的细碎化程度;
[0089]
一号过滤网17与二号过滤网18相互贴附一起,二号过滤网18的凸部27嵌入在一号过滤网17的凹部28内,一号过滤网17的凸部27嵌入在二号过滤网18的凹部28内,当竹炭料落入一号过滤网17与二号过滤网18之间后,竹炭料在滑入至凹部28内,凸部27将竹炭料在凹部28进行滑动碾压破碎,再次将竹炭料细碎化研磨,然后再从微孔29内挤压排出;凸部27与凹部28的配合,使得竹炭料再得到一次粉碎化处了,同时凸部27嵌入在凹部28内,一号过滤网17与二号过滤网18之间的相对移动被限制住,使得一号过滤网17和二号过滤网18之间的相对移动更加稳定,从而位于凹部28的竹炭料得以充分挤压;开设的凹坑30,增大竹炭料进入一号过滤网17和二号过滤网18之间的入口,增大竹炭料的进入量,减少竹炭料直接通过网眼的量,使得更多的竹炭料得以碾压粉碎。
[0090]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。