1.本技术属于材料制备与连接技术领域,具体涉及一种能够控制一维线性对接焊点尺寸的方法。
背景技术:
2.焊点是微电子互连中不可或缺的组成部分,起到了机械连接和电信号传输的作用。目前,微电子封装尺寸趋于小型化,芯片产热加剧,焊点所承受的电流密度不断增加,在高电流密度条件下,流动的电子与金属原子之间碰撞产生动量交换而引起的原子定向运动,在电子风力的作用下,金属原子由焊点负极向正极移动,发生质量迁移,在此过程中电流通过焊点的截面尺寸控制尤其显得重要,另一方面,一维线性焊点的长与截面边长比较大,通常截面尺寸边长为200-800μm,这就造成在对接一维线性对接焊点通过打磨进行尺寸控制以及表面处理时,使用高温胶或双面胶等传统胶类固定样品在打磨至样品表面时,依旧会使一维线性焊点产生松动导致无法打磨,或者打磨表面倾斜,使原有正方形截面变成平行四边形截面,很大程度上增加了实验处理样品的难度。因此,一维线性焊点的尺寸控制显得尤为重要,这就需要明确样品尺寸的处理过程以及截面尺寸带来的影响。
3.已有研究表明,当焊点通过的电流密度达到电迁移发生的门槛值(104a/cm2)时,电迁移会导致大量原子从阴极扩散到阳极,在阴极形成空洞,进而萌生微裂纹导致焊点开裂失效,因此要控制焊点界面的尺寸。焊接完成后的一维线性焊点相较于铜棒要软,因此打磨要在平行于垂直样品截面的轴向进行。线性焊点的打磨处理分为两种方式,一种是直接指尖分别按压焊点两端的铜棒,或者在单根手指粘上双面胶固定,在上述轴向方向进行打磨,这种方法对技术要求较高,由于指尖与铜棒接触面较少,而手指作为按压表面,在打磨过程中容易使打磨面倾斜,使截面由正方形变为不规则的平行四边形,截面通过电流从而无法精准确定;还有一种方法是使用硬质材料作为一维线性焊点基板,以保证打磨时相邻平面依旧保持垂直,整体截面保证为正方形,但这种方法对硬质材料与粘结剂有要求,当基板与铜棒粘接不牢固,打磨时会发生松动,尤其是当覆盖铜棒表面的粘结剂被打磨完后特别容易发生。因此,寻找合适的粘结剂和硬质材料,使铜棒与其粘接的硬质材料在打磨时始终保持良好的连接状态,获得平整平面进而有利于焊点截面表征及拉伸、电迁移、热疲劳等实验研究,成为本领域的研究重点。
技术实现要素:
4.本技术提出了一种能够控制一维线性对接焊点尺寸的方法,通过特定的焊接形式和打磨平台,实现精确控制一维线性对接焊点的尺寸,并解决电迁移和热疲劳问题。
5.为实现上述目的,本技术提供了如下方案:
6.一种能够控制一维线性对接焊点尺寸的方法,包括如下步骤:
7.对待焊接的第一铜棒和第二铜棒进行焊前预处理,得到第一待焊铜棒和第二待焊铜棒;
8.按照预设的空间位置对所述第一待焊铜棒和所述第二待焊铜棒进行焊接操作,得到一维线性对接焊棒;
9.使用定制树脂制作打磨平台,对所述一维线性对接焊棒进行打磨处理,得到初始线性对接焊点;
10.对所述初始线性对接焊点进行抛磨处理,得到符合预设尺寸要求的成品线性对接焊点。
11.优选的,所述焊前预处理包括去除所述第一铜棒和所述第二铜棒的待焊接部位的有机物和氧化物。
12.优选的,使用有机溶液在超声环境下去除所述有机物,并使用解离溶液去除所述氧化物,得到所述第一待焊铜棒和所述第二待焊铜棒。
13.优选的,得到所述一维线性对接焊棒的方法还包括:按照预设的空间位置对所述第一待焊铜棒和所述第二待焊铜棒进行空间位置固定。
14.优选的,所述焊接操作的方法包括:采用sn3.0ag0.5cu钎料焊膏,按照预设的重熔条件,进行所述焊接操作。
15.优选的,所述定制树脂为冷镶嵌树脂。
16.优选的,所述打磨平台的制作方法为:
17.根据所述一维线性对接焊棒的尺寸,使用所述冷镶嵌树脂溶液制作打磨基座;
18.使用所述冷镶嵌树脂溶液粘结所述打磨基座和所述一维线性对接焊棒,得到所述打磨平台。
19.优选的,所述抛磨处理的方法包括:按照所述成品线性对接焊点的尺寸要求,使用对应的抛磨液对所述初始线性对接焊点进行焊点尺寸的抛磨处理。
20.本技术的有益效果为:本技术公开了一种能够控制一维线性对接焊点尺寸的方法,通过特定的空间位置焊接工艺和特制的打磨平台,能够实现精确控制一维线性对接焊点的尺寸,同时获得的对接接头能够满足拉伸、蠕变、时效、电迁移测试的各种要求,便于后续的实验研究进行。本方法工艺简单、成本低廉,便于推广。
附图说明
21.为了更清楚地说明本技术的技术方案,下面对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
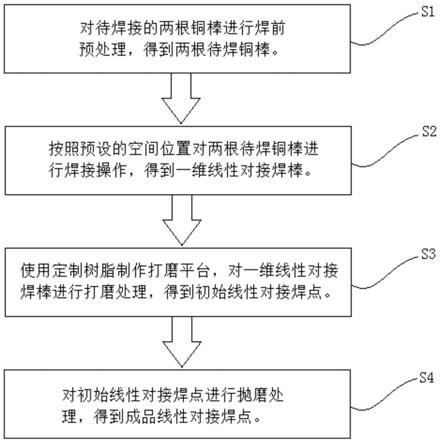
22.图1为本技术实施例一种能够控制一维线性对接焊点尺寸的方法流程示意图;
23.图2为本技术实施例中的焊接平台示意图。
具体实施方式
24.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实
施方式对本技术作进一步详细的说明。
26.在本实施例中,以制取晶粒取向一致的、截面尺寸为300μm
×
300μm,焊缝宽度为300μm的cu/sn3.0ag0.5cu/cu对接单晶接头为例展开实例说明。
27.如图1所示,为本技术实施例一种能够控制一维线性对接焊点尺寸的方法流程示意图,主要包括以下步骤:
28.s1.对待焊接的两根铜棒进行焊前预处理,得到两根待焊铜棒。
29.在本实施例中,铜棒的尺寸为600μm
×
600μm
×
10mm,为了对纤细的铜棒保持良好的焊接质量,因此铜棒的纯度要求大于99.99wt.%。铜棒的纯度越高,越容易被有机物和氧气氧化,从而影响焊接质量,因此,需要对铜棒进行清理,以保证焊接部位的纯净。在本实施例中,先将两根铜棒置于丙酮溶液中,在超声波环境下清理铜棒表面的有机物,时长10分钟,再将两根铜棒置于盐酸与酒精的混合溶液(盐酸占体积分数10%)中,在超声波环境下清理铜棒表面的氧化物,时长10分钟。经过清理的铜棒,呈现纯铜材质,有利于后期的焊接牢固。
30.s2.按照预设的空间位置对两根待焊铜棒进行焊接操作,得到一维线性对接焊棒。
31.在本实施例中,将两根铜棒的待焊接部位相对的呈一直线状摆放在pcb板上,中间间距为预设尺寸,在本实施例中为300μm,为焊料填充和焊接区域,即焊缝宽度300μm,如图2所示。同时为了保证铜棒在焊接过程中空间位置的稳定,特意的使用高温胶(南大82硅橡胶)进行固定。在本实施例中,为了保证铜棒位置稳定,将该焊接平台放置干燥皿中24h,使高温胶完全干燥固定。
32.在本实施例中,使用sn3.0ag0.5cu钎料焊膏进行两根铜棒的焊接。该钎料焊膏一般低温保存,所以在本实施例开始焊接前,已将该焊膏在室温中放置了6小时,以恢复焊膏的粘度,且已搅拌充分。
33.在本实施例中,采用热风返修工作台(美国pace st325)进行重熔焊接操作,重熔条件包括温度240-270℃,时长20-40s及冷却方式。在本实施例中,重熔温度为270℃,重熔时间为30s,空气自然冷却,最后得到sn3.0ag0.5cu钎料的一维线性对接焊棒。
34.s3.使用定制树脂制作打磨平台,对一维线性对接焊棒进行打磨处理,得到初始线性对接焊点。
35.在本实施例中,根据一维线性对接焊棒的尺寸,使用冷镶嵌树脂溶液制作打磨基座,保证基底的长:宽:高为6:1:4,冷镶嵌树脂硬化速度快,固化过程中放热低,热收缩性小。在打磨开始前,通过切片工艺制作完整的平整面,以便于后期的打磨处理。进一步的,采用冷镶嵌树脂作为粘结剂,将对接焊棒固定在打磨基座的平整面上,30min后形成一个打磨平台,该打磨基座有足够的强度,同时变形量小,不会对对接焊棒的形状产生不利影响。
36.在本实施例中,由于制作的对接焊点尺寸要求极高,因此在打磨过程中,先后使用1000#、1500#、2000#砂纸进行逐层打磨,且不断通过正交偏振光学显微镜观测铜棒侧面,防止打磨平面倾斜且每次尺寸减少在70μm左右,在打磨a面后,使用丙酮溶液可去除冷镶嵌数值粘结剂,之后采用同样的方法,使用切片工艺制作完整的平整面,采用冷镶嵌树脂作为粘结剂,充分固定对接铜棒后,继续分别对b面、c面、d面进行打磨处理。在打磨时可以从长:宽面上矫正打磨面的倾斜;基底上三面约束使得对接焊点在打磨时稳定,获得所需的尺寸。此处应注意,该打磨方式依然较为粗放,而目标对接焊点尺寸要求又极高,因此,当一维线性
对接焊棒尺寸达到0.30mmx0.32mmx20.3mm时,即停止打磨,因此目前焊点尺寸还不符合目标要求,此时得到只是初始线性对接焊点,还需对该焊点做进一步的精磨。
37.s4.对初始线性对接焊点进行抛磨处理,得到成品线性对接焊点。
38.在本实施例中,为了进一步得到高精度尺寸的焊点,先后采用粗抛液与细抛液,以抛光的方式进行高精度抛磨,在本实施例中,粗抛液采用0.3μm~0.5μm的α-氧化铝悬浊液,细抛液采用0.02μm~0.05μm的二氧化硅悬浮液。抛磨过程中,借助正交偏振光学显微镜的偏光镜观测焊点表面来保证焊点观察面的干净、光滑,最终获得尺寸在0.3mmx0.3mmx20.3mm的一维线性对接焊点。
39.以上所述的实施例仅是对本技术优选方式进行的描述,并非对本技术的范围进行限定,在不脱离本技术设计精神的前提下,本领域普通技术人员对本技术的技术方案做出的各种变形和改进,均应落入本技术权利要求书确定的保护范围内。