一种使用型芯清洁站通过分层技术生产3d模制品的方法和设备
1.本发明涉及一种使用型芯清洁站通过分层技术生产3d模制品的方法和设备。
2.欧洲专利ep 0 431 924 b1描述了一种基于计算机数据生产三维物体的方法。在此过程中,将一薄层颗粒材料沉积在平台上,并通过打印头将粘合剂材料选择性地印刷在颗粒材料上。其上印刷有粘合剂的颗粒区域在粘合剂和可选的附加硬化剂的影响下结合并固化。接下来,将平台降低一层厚度,形成一个构建圆柱体,并提供一层新的颗粒材料,这一层新的颗粒材料也如上所述印刷有粘合剂。
3.重复这些步骤,直到达到物体的某个所需高度。因此,印刷区域和固化区域形成三维物体。
4.完成后,由固化的颗粒材料制成的所述物体嵌入松散的颗粒材料中,随后必须将该物体从松散的颗粒材料中释放出来。到目前为止,这都是手动完成的,非常耗时,因此成本很高。例如,通过抽吸装置和/或通过简单的刷洗,可以去除零件上的残留粉末。
5.因此,本发明的一个目的是提供允许改进3d打印工艺流程或至少改进或完全避免现有技术的缺点的结构装置。
6.本发明的另一个目的是提供使清洁步骤自动化的装置,从而有助于节省劳动力和成本。
7.本发明的另一个目的是提供一种改进的3d打印方法,其中各个工作步骤是自动化的并且可以至少部分地实现3d打印中的流水线生产。
技术实现要素:
8.一方面,本发明涉及一种用于清洁3d模制品的型芯清洁站,包括具有开口的外壳,该开口可选地可闭合或包括用于关闭的装置和用于产生珠粒射流和空气射流的装置以及沉积表面或/和3d模制品的支撑件。
9.另一方面,本发明涉及一种包括附接的清洁站(型芯清洁站)的3d打印设备。
10.另一方面,本发明涉及一种用于制造3d模制品的方法,其中以自动或半自动方式执行至少一个清洁步骤。
附图说明
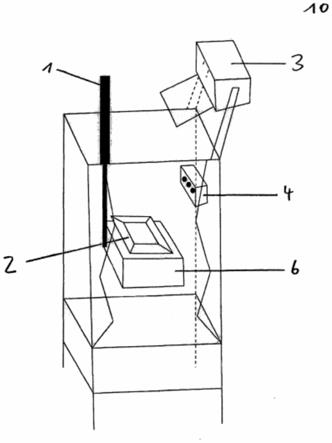
11.图1示出了清洁站(型芯清洁站)(10)的配置示例。
12.图2示出了带有可调节空气喷嘴(4)的型芯清洁站(10)的视图。
13.图3示出了带有旋转臂的搬运机器人(7)的一部分。
14.图4a和4b分别示意性地示出了分别在型芯支撑件(2)和搬运机器人(7)的旋转臂上的3d模制品(9)。
15.图5a和5b分别示出了经受喷丸(8)并浸入容器(6)中的珠浴中的3d模制品(9)。
16.图6示出了型芯支撑件(2)上的3d模制品(9)如何通过可调节空气喷嘴(4)暴露于空气射流以进一步清洁和去除未凝固的颗粒材料。
具体实施方式
17.根据本发明,通过提供一种能够基本上半自动或自动地清洁制造的3d模制品的型芯清洁站以及通过使用这种型芯清洁站的方法,来解决本技术的问题。
18.首先,下面将更详细地解释本发明中的几个术语。
19.在本发明的意义上,“3d模制品”、“模制品”或“零件”是指通过根据本发明的方法或/和根据本发明的设备制造的并且表现出尺寸稳定性的任何三维物体。
[0020]“构建空间”是几何位置,在该位置处,颗粒材料床在构建过程中通过重复涂布颗粒材料不断增厚,或者在应用连续原理时该床通过该几何位置。构建空间通常由底部(即构建平台)、壁和开放的顶面(即构建平面)界定。在连续原理中,通常有传送带和限位侧壁。构建空间也可以设计成称为的作业箱形式,它构成了一个可以移入和移出设备并允许批量生产的单元,在一个过程完成后允许将一个作业箱移出设备,从而允许新的作业箱立即移入设备中,从而提高产量,由此提高设备性能。
[0021]
本公开中使用的“构建平台”或“构建场地”是指一表面,其中颗粒材料施加到该表面上,同时颗粒材料选择性地在该表面上凝固,以构建预定的三维模制品。
[0022]
本文使用的“颗粒材料”或“颗粒构建材料”或“构建材料”可以是已知用于基于粉末的3d打印的任何材料,尤其指聚合物、陶瓷和金属。颗粒材料在干燥时优选是自由流动的粉末,但也可以是粘性的、抗切割的粉末或带颗粒的液体。在本说明书中,颗粒材料和粉末同义使用。
[0023]“颗粒材料施加”是生成限定的粉末层的过程。这可以在构建平台上或在相对于传送带的倾斜平面上以连续原理进行。颗粒材料施加在下文中也将被称为“涂布”或“再涂布”。
[0024]
本发明意义上的“选择性液体施加”可以相对于颗粒材料施加在每次颗粒材料施加之后或不规则地多次进行,这取决于模制品的要求和模制品生产的优化。在这种情况下,通过所需物品打印截面图像。
[0025]
用于执行根据本发明的方法的“设备”可以是包括所需零件的任何已知的3d打印设备。常见的部件包括再涂布机、构建场地、用于在连续过程中移动构建场地或其他零件的装置、计量装置和加热和/或辐照装置以及本领域技术人员已知的其他零件,因此在此不再描述这些已知零件。这些设备部件与用于清洁步骤的型芯清洁站相结合。
[0026]“堆积密度”描述了用实体填充几何空间。它取决于颗粒材料的性质和施加设备,是烧结过程的重要初始参数。
[0027]
构建材料总是以“定义的层”或“层厚度”施加,根据构建材料和工艺条件对“定义的层”或“层厚度”单独进行调整。例如层厚度为0.05-0.5mm,优选为0.1-0.3mm。
[0028]
本公开中使用的“间隙”或“间隙开口”分别是指装置或构建平台,其中通过再涂布机通过该装置来施加颗粒材料,且施加的颗粒材料量可通过该构建平台来控制。颗粒材料通过“间隙”或“间隙开口”离开再涂布机并流到构建平台上。“闭合件”或“再涂布机闭合件”控制释放的颗粒材料的量。
[0029]
本公开的意义上的“涂布刮刀”或“摆动刮刀”涉及面向构建平台的再涂布机装置的装置,其可以与控制颗粒材料施加的其他装置组合。“涂布刀片”可以与再涂布机装置的另一部分或装置形成间隙,该间隙由静止状态的材料锥体封闭。在本公开中,“涂布刮刀”通
过可控闭合件例如弹簧钢板闭合和打开,从而控制颗粒材料施加到构建场地。
[0030]
本公开意义上的“闭合装置”涉及颗粒材料再涂布机中的涂布刮刀、可控闭合件和致动器的组合。
[0031]
本公开的意义上的“闭合装置”或“闭合件”或“涂布机闭合件”是允许以受控方式闭合和打开再涂布机的间隙的装置。例如,这可以是弹簧钢板。
[0032]
本公开意义上的“致动装置”或“致动器”用于打开和闭合闭合装置。
[0033]
本公开的意义上的“打开速度”是指闭合装置从其闭合位置被驱动到其最大打开所花费的时间长度。
[0034]
在本公开的意义上,“闭合件打开过程”是指将闭合装置从其闭合位置移动到其打开位置的过程。因此,“闭合件闭合过程”是相反的过程。
[0035]
本公开意义上的“行进速度”是指涂布机前进或后退的速度。行进速度和打开速度是影响工艺顺序、3d模制品的生产速度和启动控制和打印过程的重要变量。因此,这些变量也会影响3d打印设备的成本效益。
[0036]
本公开中使用的“型芯清洁站”或“清洁站”是指容器或外壳或分隔空间,3d模制品可被引入容器或外壳或分隔空间中,并且通过各种方式容器或外壳或分隔空间部分或基本上完全不含颗粒材料。清洁站可具有可闭合的开口或基本上防止颗粒材料从内部逸出的装置,例如遮蔽物或成排的刷子。本公开中定义的清洁站可包括用于清洁的另外的装置,例如回收装置、储存器、保持装置、紧固装置、可控或/和可移动的空气或材料喷嘴。
[0037]
本公开的意义上的“珠粒”是颗粒零件,该颗粒零件可以是圆形的或/和结构化的,且可与待清洁的3d模制品接触,或将3d模制品引入或浸入在其中。
[0038]“珠粒”还可以有利地通过气流穿透复杂的几何形状,从而将未凝固的颗粒材料从3d模制品中分离出来,从而使3d模制品不含这种材料。珠粒可以由不同的材料或材料的混合物制成。例如,可以使用沸石、橙色凝胶、硅胶、一种或多种粘土矿物、一种或多种硅藻土或/和一种或多种海泡石。
[0039]
本公开中定义的“用于接收珠粒的容器”是其中可提供或返回珠粒的任何装置,且装置的体积介于10升至1000升之间。
[0040]
本公开中定义的“用于回收珠粒的装置”是指用于收集、运输或/和真空珠粒并将它们引导或返回到用于接收珠粒的容器的任何装置。
[0041]
本公开意义上的“沉积装置”是任何合适的装置,例如接收单元、沉积表面、用于沉积3d模制品的表面,其优选地具有用于固定一个或多个3d模制品的固定装置并且其是优选地在其x、y、z轴上可移动或/和可枢转。
[0042]
本公开的意义上的“夹持装置”可以是能够以受控方式拾取3d模制品并将其运输到空间中的另一位置或简单地将其固定到位的任何装置;例如,它可能是一个可以在三维空间移动和控制的机器人设备。
[0043]
下面将更详细地描述本发明的各个方面。
[0044]
一方面,本发明涉及一种适用于清洁3d模制品的清洁站,包括具有开口的外壳,该开口可选地闭合;适合产生珠粒射流的装置或/和适合产生空气射流的装置;或/和用于接收珠粒的容器;用于回收珠粒的装置,可选地为沉积装置,其优选地在其x、y、z轴上可移动或/和可枢转,或/和其中所述沉积装置具有用于3d模制品的沉积表面或/和所述沉积表面
具有用于3d模制品的固定装置。
[0045]
另一方面,本公开涉及一种3d打印设备,其包括如上所述的清洁站和3d打印中常见的其他部件。
[0046]
通过利用本发明的清洁站和3d打印设备,已经提供了一种特别有利的解决方案来解决申请中存在的问题。
[0047]
令人惊讶的是,以所示组合使用上述设备部件,非常有利地节省了时间和成本。
[0048]
此外,利用根据本发明所述的设备,至少减少或完全避免了上述问题或缺点。
[0049]
本文描述的清洁站还可以包括或包含用于回收珠粒的装置,其中用于回收的装置可以是管链式输送机。
[0050]
如本文所公开的清洁站使用珠粒,该珠粒通过珠粒射流部分或基本上完全地从未凝固的颗粒材料中去除3d模制品并因此对3d模制品进行清洁;珠粒射流的珠粒或在清洁站的容器中的珠粒由沸石、橙色凝胶、硅胶、一种或多种粘土矿物、一种或多种硅藻土或/和一种或多种海泡石组成,或包含沸石、橙色凝胶、硅胶、一种或多种粘土矿物、一种或多种硅藻土或/和一种或多种海泡石。
[0051]
另一方面,本公开涉及如本文所述的清洁站,其中通过清洁装置清洁珠粒,所述清洁装置优选地设置在清洁站的内部或外部。例如,清洁装置可以位于清洁站的外部和上方或下方,并且清洁站可以包括例如污染物分离装置。
[0052]
另一方面,本公开涉及连接到上述清洁站的3d打印设备。这种3d打印设备是本领域技术人员已知的,因此这里不需要进一步详细描述这种3d打印设备。此类系统的知名制造商包括3d-systems inc、voxeljet ag或stratasys。3d打印设备通过具有夹持装置或/和旋转装置例如旋转夹持臂或具有其他合适的传送装置的机器人连接到清洁站。因此,可以使用已知3d打印工艺,例如,具有选择性粘合剂印模或激光烧结或高速烧结等的基于粉末的3d打印工艺,实现半自动化或自动化生产3d模制品,以及半自动化或自动化清洁零件,如果有必要的话,还可以半自动化或自动化进一步加工3d模制品。因此,可以为操作人员实现非常有利的时间效益、成本效益和工作质量效益。
[0053]
另一方面,本公开涉及一种使用任何已知的3d打印机和3d打印方法制造3d模制品的方法,所述3d打印方法可根据本公开与如本文所述的清洁站结合使用。在这种方法的另一方面,还可以在清洁站之后通过传送装置进一步连接到进一步的处理站和处理步骤,从而可以实现进一步的半自动化或自动化。
[0054]
根据本公开的用于清洁3d模制品的方法包括以下步骤:将3d模制品引入清洁站中,优选地清洁站基本关闭并且将3d模制品暴露于珠粒或珠粒射流中,3d模制品可选地为在进一步的步骤中暴露于空气射流中。
[0055]
在这种方法中,3d模制品可以从一侧或从多侧暴露在珠粒下。还可以在珠粒射流中移动3d模制品,或者珠粒在容器中循环并围绕3d模制品流动和/或通过3d模制品的腔体。例如,在一个步骤中,可以将3d模制品暴露于珠粒射流或水平喷珠或可以将其引入具有珠粒的容器中,优选地仅在引入3d模制品之后才将珠粒引入容器中,优选地,其中容器可以在x、y或/和z方向上旋转或/和移动。此外,容器本身也可以具有适合于实现珠粒的运动并因此引起或促进通过3d模制品的腔体的运动。
[0056]
另一方面,3d模制品在暴露于珠粒射流时或在具有珠粒的容器中时在x、y和/或z
方向上移动。
[0057]
如果珠粒射流的珠粒优选地通过管链输送机在回路中循环,优选地返回到珠粒存储容器中,则这可能是有利的,所述珠粒存储容器放置在清洁站附近,或者例如放置在清洁站顶部,或/和珠粒收集托盘安装在清洁站底部,在完成3d模制品的辐照之后,该托盘将珠粒返送至珠粒存储容器。
[0058]
在进一步的工艺步骤中,可以优选地通过空气喷嘴将3d模制品暴露于空气射流中,空气喷嘴和/或空气射流在它们的喷射方向上是可调节的。此外,一个或多个空气喷嘴可以附接到或构成空气喷嘴支架,并且该空气喷嘴支架本身也可以在各个方向上移动或/和枢转。
[0059]
在根据本公开的方法中,珠粒射流可以与空气射流结合。
[0060]
可以通过夹持装置或手动将3d模制品引入清洁站中,优选地其中所述夹持装置是可三维控制的机器人装置或另一种合适的传送装置,该传送装置可影响由3d打印工艺制成的3d模制品从打印设备转移至清洁站。
[0061]
如本文所述的方法,其中通过夹持装置将3d模制品直接从3d打印设备移除并且通过夹持装置将3d模制品引入清洁站,优选地其中3d模制品定位在保持框架中。
[0062]
此外,3d模制品可以保持在清洁站中的夹持装置上或定位在沉积装置上。
[0063]
在所公开的方法中,3d模制品可定位在沉积装置上并固定在其上,其中沉积装置可沿其x、y、z轴移动或/和枢转或/和具有用于3d模制品的沉积表面或/和沉积表面具有用于3d模制品的固定装置。清洁站还可以简单地具有用于3d模制品的沉积表面,该沉积表面可选地具有用于3d模制品的保持装置。
[0064]
附图标记列表
[0065]
1 自动垂直平台引导
[0066]
2 3d模制品(模制品)的型芯支撑件(支撑件)
[0067]
3 例如具有管链输送机的自动珠粒循环
[0068]
4 可调节和/或可旋转的空气喷嘴
[0069]
5 带闭合装置(一个或多个门或窗帘或一排刷子)的柜子开口
[0070]
6 带有珠粒的容器,可以将3d模制品浸入容器中
[0071]
7 带有旋转臂和夹持装置或用于3d模制品的支架的搬运机器人
[0072]
8 珠粒,例如硅酸盐珠粒
[0073]
9 3d模制品(零件)
[0074]
10 型芯清洗站。