1.本实用新型属于压铸件制造技术领域,尤其涉及一种压铸孔端防毛刺飞边的模具组。
背景技术:
2.在汽车水泵壳体的压铸开模设计中,考虑到动模和定模的合模面上容易产生飞边和毛刺,尤其是由模具上销件产生的孔位,该孔位为水泵和发动机组装配时的螺栓通孔,孔的端侧易发生飞边和毛刺,需要放置于机加工的平面,通过机加工平面的方式去除飞边和毛刺,形成该孔位的销件布置于定模上;由于销件布置在定模上,在脱模过程中孔对销件具有较大的抱紧力,容易导致产品变形,增加后期的整平工作,严重时造成不合格品。
技术实现要素:
3.本实用新型的目的是为了解决上述技术问题,而提供压铸孔端防毛刺飞边的模具组,从而实现合理布置压铸销件的位置,降低铸件的形变可能性,解决压铸孔端部的毛刺和飞边问题。为了达到上述目的,本实用新型技术方案如下:
4.压铸孔端防毛刺飞边的模具组,包括用于成型铸件的成型模组和用于加工压铸孔的冲切模组;
5.所述成型模组包括动模、与动模合模对应形成型腔的定模、可拆卸嵌入动模两侧且外露其表面的用于成型压铸孔的压铸销件、贯穿动模且与压铸销件形成三角方位布置的一组第一顶针;所述铸件包括壳体轴孔、设于壳体轴孔两侧外凸的弧形尖角,所述压铸销件贯穿弧形尖角设置,一组所述第一顶针分别靠近弧形尖角的两侧边缘位置设置,
6.所述冲切模组包括用于支撑铸件的下模块、设于下模块顶部与其对应压接定位铸件的上模板、设于上模板顶部的切边模、以及连接切边模底部贯穿上模板延伸定位至压铸孔内的切边件。
7.具体的,所述定模的底部设有用于成型壳体轴孔的上镶件。
8.具体的,位于所述动模内的型腔中设有用于成型铸件的环形模,环形模的周向设有若干贯穿的第二顶针。
9.具体的,所述下模块上设有对应压铸孔避让切边件的整形空间。
10.具体的,所述切边模底部设有贯穿上模板定位至壳体轴孔的定位柱。
11.与现有技术相比,本实用新型压铸孔端防毛刺飞边的模具组的有益效果主要体现在:
12.通过在成型模组的动模上设置压铸销件,第一顶针和压铸销件的位置配合,使得铸件易于脱模,压铸孔不会发生变形;第一顶针和第二顶针同时顶出铸件,铸件的平面度符合要求,铸件两侧的压铸孔的孔径差较小;压铸销件与动模为可拆卸的嵌入式配合,方便更换维护,保证压铸孔的成型精度;冲切模组中切边模由上向下冲切整形压铸孔的毛刺和飞边,确保压铸孔内无瑕疵。
附图说明
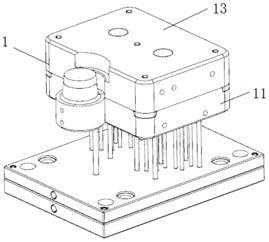
13.图1为本实用新型实施例的成型模组结构示意图;
14.图2为本实施例中动模表面结构示意图;
15.图3为本实施例中冲切模组结构示意图;
16.图4为本实施例中下模块结构示意图;
17.图中数字表示:
18.1成型模组、11动模、12型腔、13定模、14压铸销件、15第一顶针、2冲切模组、21下模块、22上模板、23切边模、24切边件、25整形空间、3压铸孔、31壳体轴孔、32弧形尖角、4上镶件、41环形模、42第二顶针、5定位柱。
具体实施方式
19.下面对本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.实施例:
21.参照图1-4所示,本实施例为压铸孔端防毛刺飞边的模具组,包括用于成型铸件的成型模组1和用于加工压铸孔的冲切模组2。
22.成型模组1包括动模11、与动模11合模对应形成型腔12的定模13、可拆卸嵌入动模11两侧且外露其表面的用于成型压铸孔3的压铸销件14、贯穿动模11且与压铸销件14形成三角方位布置的一组第一顶针15;铸件包括壳体轴孔31、设于壳体轴孔31两侧外凸的弧形尖角32,压铸销件14贯穿弧形尖角32设置,一组第一顶针15分别靠近弧形尖角32的两侧边缘位置设置。
23.定模13的底部设有用于成型壳体轴孔31的上镶件4。
24.位于动模11内的型腔12中设有用于成型铸件的环形模41,环形模41的周向设有若干贯穿的第二顶针42。
25.冲切模组2包括用于支撑铸件的下模块21、设于下模块21顶部与其对应压接定位铸件的上模板22、设于上模板22顶部的切边模23、以及连接切边模23底部贯穿上模板22延伸定位至压铸孔3内的切边件24。
26.下模块21上设有对应压铸孔3避让切边件24的整形空间25。
27.切边模23底部设有贯穿上模板22定位至壳体轴孔31的定位柱5。
28.应用本实施例时,成型模组1内铸件成型,压铸销件14形成压铸孔3,铸件脱模时,第一顶针15、第二顶针42同时顶出铸件;铸件转移至冲切模组2内,下模块21、上模板22、定位柱5定位铸件,由切边件24伸入压铸孔3,去除压铸孔3内的毛刺和飞边。
29.本实施例中通过在成型模组1的动模11上设置压铸销件14,第一顶针15和压铸销件14的位置配合,使得铸件易于脱模,压铸孔3不会发生变形;第一顶针15和第二顶针42同时顶出铸件,铸件的平面度符合要求,铸件两侧的压铸孔3的孔径差较小;压铸销件14与动模11为可拆卸的嵌入式配合,方便更换维护,保证压铸孔3的成型精度;冲切模组2中切边模23由上向下冲切整形压铸孔3的毛刺和飞边,确保压铸孔3内无瑕疵。
30.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用
新型的保护范围。
技术特征:
1.压铸孔端防毛刺飞边的模具组,其特征在于:包括用于成型铸件的成型模组和用于加工压铸孔的冲切模组;所述成型模组包括动模、与动模合模对应形成型腔的定模、可拆卸嵌入动模两侧且外露其表面的用于成型压铸孔的压铸销件、贯穿动模且与压铸销件形成三角方位布置的一组第一顶针;所述铸件包括壳体轴孔、设于壳体轴孔两侧外凸的弧形尖角,所述压铸销件贯穿弧形尖角设置,一组所述第一顶针分别靠近弧形尖角的两侧边缘位置设置,所述冲切模组包括用于支撑铸件的下模块、设于下模块顶部与其对应压接定位铸件的上模板、设于上模板顶部的切边模、以及连接切边模底部贯穿上模板延伸定位至压铸孔内的切边件。2.根据权利要求1所述的压铸孔端防毛刺飞边的模具组,其特征在于:所述定模的底部设有用于成型壳体轴孔的上镶件。3.根据权利要求1所述的压铸孔端防毛刺飞边的模具组,其特征在于:位于所述动模内的型腔中设有用于成型铸件的环形模,环形模的周向设有若干贯穿的第二顶针。4.根据权利要求1所述的压铸孔端防毛刺飞边的模具组,其特征在于:所述下模块上设有对应压铸孔避让切边件的整形空间。5.根据权利要求1所述的压铸孔端防毛刺飞边的模具组,其特征在于:所述切边模底部设有贯穿上模板定位至壳体轴孔的定位柱。
技术总结
本实用新型揭示了压铸孔端防毛刺飞边的模具组,包括用于成型铸件的成型模组和用于加工压铸孔的冲切模组;所述成型模组包括动模、与动模合模对应形成型腔的定模、可拆卸嵌入动模两侧且外露其表面的用于成型压铸孔的压铸销件、贯穿动模且与压铸销件形成三角方位布置的一组第一顶针;所述铸件包括壳体轴孔、设于壳体轴孔两侧外凸的弧形尖角,所述压铸销件贯穿弧形尖角设置,一组所述第一顶针分别靠近弧形尖角的两侧边缘位置设置,所述冲切模组包括延伸定位至压铸孔内的切边件。本实用新型实现了合理布置压铸销件的位置,降低铸件的形变可能性,解决压铸孔端部的毛刺和飞边问题。解决压铸孔端部的毛刺和飞边问题。解决压铸孔端部的毛刺和飞边问题。
技术研发人员:孙晓军
受保护的技术使用者:道氏(苏州)汽车部件有限公司
技术研发日:2021.08.12
技术公布日:2022/2/8