1.本实用新型涉及铸造领域,特别是一种造型机的滑动模框。
背景技术:
2.造型机用于制造砂型的铸造设备。它的主要功能是:填砂,将松散的型砂填入砂箱中;紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有必要的强度;起模,利用不同机构将模具从紧实后的砂型中取出。
3.造型机一般包括顶端射砂模框、中间模框和底端射砂模框,进行上下射砂造型时,由顶端模框向下、底端模框向上与中间模框合并成一个造型腔室,之后顶端模框和底端模框同时进行射砂,其中,中间模框需要带动砂芯滑动进出往复进出于顶端射砂模框和底端射砂模框之间,中间模框一般设置为通过气缸将中间模框向造型空间推进,此种方式,当中间模框推进到位于顶端模框和底端模框之间时,中间模框的支持较少,当使用的是重型砂芯时,中间模框将呈现一定的下降,容易导致所连接的气缸的输出轴弯曲,从而影响设备的使用寿命,且射砂砂型的质量也容易受到影响。
技术实现要素:
4.为此,需要提供一种造型机的滑动模框,解决现有中间模框无法放置重型砂芯,影响射砂产品质量的问题。
5.为实现上述目的,本实用新型提供了一种造型机的滑动模框,包括滑动边框、驱动装置和安装板,所述安装板上设有射砂槽口,所述射砂槽口与滑动边框的大小相适配,所述安装板上设有滑动导轨,所述滑动导轨位于射砂槽口的侧边,所述滑动边框滑动的设置在滑动导轨上,所述驱动装置固定在安装板上,所述驱动装置与滑动边框连接,所述驱动装置驱动滑动边框在滑动导轨上往复运动,所述安装板的侧边上固定有支撑滑套。
6.进一步,所述滑动导轨为导向圆轴,所述滑动边框的底面固定有导向套,所述导向套套在导向圆轴上。导向圆轴和导向套的设置能够使得滑动边框在安装板上平稳的进行滑动,使得造型机能够顺利的运行。
7.进一步,所述滑动导轨的数量为两个,两个滑动导轨相对设置在安装板的两侧边上,所述安装板的一侧面上固定有两个相对设置的支撑板,两个滑动导轨分别对应延长至一个支撑板上。延长支撑板的设置用于对滑动导轨进行支撑,防止当滑动导轨滑出时,由于滑动导轨承重过高而发生弯曲。
8.进一步,所述滑动导轨延伸至支撑板上的末端固定有滑出固定块,滑出固定块固定在支撑板上。滑出固定块除了起到支撑滑动导轨的作用外,还能够对滑动边框的滑出距离起到一定的限位作用,防止导向套与导向滑轨相脱离。
9.进一步,所述驱动装置为驱动油缸,所述驱动油缸的数量为两个,两个驱动油缸分别位于滑动边框相对的两侧,所述安装板的侧边上固定有油缸固定块,所述滑动边框远离油缸固定块的侧面上设有连接凸台,所述驱动油缸与油缸固定块相固定,所述驱动油缸的
输出轴与连接凸台相连接。驱动油缸的有利于滑动边框的顺利进行。
10.进一步,所述滑动边框的侧边的顶面位置对角线设置有两个定位槽孔。定位槽孔的设置用于方便滑动边框合模时的定位,保证合模的精准性。
11.进一步,所述滑动边框分为上部边框和下部边框,所述下部边框的内侧面为竖直平面,所述上部边框的内侧面向外侧倾斜。上部边框内侧面倾斜设置,更方便重型的砂芯放入,同时进行合模射砂成型后,能够使得砂型的外表面具有一定的倾斜面,砂型的上部厚度更厚,有助于铁水的浇注。
12.进一步,所述上部边框的内侧面与竖直面具有夹角α,所述夹角α的角度范围为3
°
≤α≤8
°
。
13.进一步,所述下部边框的内侧面的底部设有圆弧过渡倒角。圆弧过渡倒角的设置,方便滑动边框与其他模框进行合模。
14.上述技术方案具有以下有益效果:
15.本实用新型中,滑动模框用于射砂造型机时,作为中模框使用,造型机的顶端模框和底端模框之间一般设置有四个支撑导柱,本实用新型的安装板上的滑套套在支撑导柱上,由此在滑动模块进行合模时,安装板能够起到支撑承重的作用,方便重型砂芯的放置,而由于驱动装置设置在安装板上,滑动模块处于合模状态时,驱动装置也不会承受太重压力,保证设备具有较长的使用寿命。同时本实用新型中,滑动导轨和支撑滑套的设置能够方便滑动边框的左右和上下移动,方便与造型机的上下模框进行合模动作。
附图说明
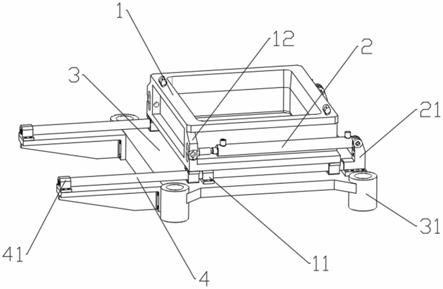
16.图1为具体实施方式所述滑动模框的结构图。
17.图2为具体实施方式所述滑动模框的分解图。
18.图3为具体实施方式所述滑动边框的剖面图。
19.附图标记说明:
20.1、滑动边框;11、导向套;12、连接凸台;13、定位槽孔;14、上部边框;15、下部边框;16、圆弧过渡倒角;2、驱动装置;21;3、安装板;31、支撑滑套;32、射砂槽口;4、滑动导轨;41、滑出固定块;5、支撑板。
具体实施方式
21.为详细说明技术方案的技术内容、构造特征、所实现目的及效果,以下结合具体实施例并配合附图详予说明。
22.请参阅图1-3,本实施例提供一种造型机的滑动模框,包括滑动边框1、驱动装置2和安装板3,安装板3上设有射砂槽口32,射砂槽口32与滑动边框1的大小相适配,安装板3上设有滑动导轨4,滑动导轨4位于射砂槽口 32的侧边,滑动边框1滑动的设置在滑动导轨4上,驱动装置2固定在安装板3上,驱动装置2与滑动边框1连接,驱动装置2驱动滑动边框1在滑动导轨4上往复运动,安装板3的侧边上固定有支撑滑套31。本实施例中,支撑滑套31的数量为四个,四个支撑滑套31分布与安装板3的四个角。
23.驱动装置2为驱动油缸,驱动油缸的数量为两个,两个驱动油缸分别位于滑动边框1相对的两侧,安装板3的侧边上固定有油缸固定块,滑动边框1 远离油缸固定块的侧面上
设有连接凸台12,驱动油缸与油缸固定块相固定,驱动油缸的输出轴与连接凸台12相连接。驱动油缸的有利于滑动边框1的顺利进行。
24.本实施例中,连接凸台12上设有一个左右连通的通孔,驱动油缸的输出轴上固定有一个连接杆,连接杆的末端固定有一定通孔,连接杆嵌入连接凸台12上的通孔内,且通过在连接杆上的通孔设置紧固件使其与连接凸台12 相固定。
25.本实施例中,滑动导轨4为导向圆轴,数量为两个,滑动边框1的底面固定有导向套11,导向套11套在导向圆轴上。导向圆轴和导向套11的设置能够使得滑动边框1在安装板3上平稳的进行滑动,使得造型机能够顺利的运行。
26.两个滑动导轨4相对设置在安装板3的两侧边上,安装板3的一侧面上固定有两个相对设置的支撑板5,两个滑动导轨4分别对应延长至一个支撑板 5上。延长支撑板5的设置用于对滑动导轨4进行支撑,防止当滑动导轨4滑出时,由于滑动导轨4承重过高而发生弯曲。
27.具体的,支撑板5下表面固定有加强筋板,支撑板5与加强筋板在竖向截面为“t型结构”,加强筋板的设置用于加强支撑板5的强度,加强筋板与支撑板5为一体结构,支撑板5用过螺丝紧固件与安装板3的侧面相固定。
28.滑动导轨4延伸至支撑板5上的末端固定有滑出固定块41,滑出固定块 41固定在支撑板5上。滑出固定块41除了起到支撑滑动导轨4的作用外,还能够对滑动边框1的滑出距离起到一定的限位作用,防止导向套11与导向滑轨相脱离。本实施例中滑出固定块41通过螺丝与支撑板5进行固定,安装板 3上位于射砂槽口32侧边也设置有固定块,用于支撑滑动导轨4。
29.滑动边框1的侧边的顶面位置对角线设置有两个定位槽孔13。定位槽孔13的设置用于方便滑动边框1合模时的定位,保证合模的精准性。
30.滑动边框1分为上部边框14和下部边框15,下部边框15的内侧面为竖直平面,上部边框14的内侧面向外侧倾斜。
31.上部边框14内侧面倾斜设置,更方便重型的砂芯放入,同时进行合模射砂成型后,能够使得砂型的外表面具有一定的倾斜面,砂型的上部厚度更厚,有助于铁水的浇注。上部边框14和下部边框15为一体结构,无缝连接,防止出现缝隙,影响砂型的制造。
32.上部边框14的内侧面与竖直面具有夹角α,夹角α的角度范围为3
°
≤α≤8
°
。具体的α可以为3
°
、4
°
、6
°
、8
°
本实施例中α为4
°
。
33.下部边框15的内侧面的底部设有圆弧过渡倒角16。圆弧过渡倒角16的设置,方便滑动边框1与下模框进行合模。
34.本实用新型使用时:
35.滑动模框用于顶端模框和底端模框之间,一般造型机设置有四根支撑导柱用于支撑顶端模框,安装板3上的四个支撑滑套31套设在支撑导柱上,滑动边框1通过驱动油缸驱动,向外滑动至支撑板5上,放置砂芯,驱动油缸收缩,滑动边框1带动砂芯滑动至安装板3射砂槽口32相对应的位置,之后顶端模框和底端模框合模,进行射砂。
36.滑动边框1主要的承重部件为安装板3,而安装板3通过支撑滑套31进行支撑,放置重型砂型时,滑动边框1,驱动油缸不易发生弯曲损伤,能够保证射砂造型的顺利进行。
37.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实
体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
或“包含
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的要素。此外,在本文中,“大于”、“小于”、“超过”等理解为不包括本数;“以上”、“以下”、“以内”等理解为包括本数。
38.尽管已经对上述各实施例进行了描述,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改,所以以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利保护范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围之内。