1.本实用新型钢铁冶金技术领域,具体涉及一种用于热镀锌锌锅辊子用轴瓦结构。
背景技术:
2.热镀锌锌锅陶瓷条是锌锅内的核心备件之一。锌锅内,轴套装配轴瓦中,轴套和轴瓦通过装配关系,形成一对摩擦副,因此轴套和不锈钢基座的设计以及其摩擦关系,直接决定了锌锅内辊子运行状态。
3.轴套和不锈钢基座有多种类的结构装配形式,每种结构装配形式,都有其优势和不足。目前,比较典型的结构装配形式,有以方登公司为代表的圆形结构(参照说明书附图图1中左边的结构)和以杜马公司为代表的v字形结构(参照说明书附图图1中右边的结构)。
4.但从结构装配设计的角度来看,图1中左边的结构中,当锌锅内辊子在张力作用下,处于不稳定状态,成为该结构的一个不足之处;
5.图1中右边的结构采用v型陶瓷条结构,该结构的稳定性得到很大的提高,但是,v型陶瓷条结构的陶瓷属于陶瓷材料的结构件,陶瓷材料在加工上,难度比较大。
6.因此现有技术中上述的两种结构都存在各自的不足,在钢铁冶金领域中仍旧有必要进行优化和改进。
技术实现要素:
7.本实用新型的目的在于提供一种用于热镀锌锌锅辊子用轴瓦结构。
8.为达此目的,本实用新型采用以下技术方案:
9.提供一种用于热镀锌锌锅辊子用轴瓦结构,包括不锈钢基座和陶瓷条,所述不锈钢基座上设有用于供轴套进行装配的装配孔,装配孔的轴线与不锈钢基座的轴线平行分布,且装配孔的轴线位于不锈钢基座的轴线的正下方;
10.装配孔的内壁上设有多个用于安装陶瓷条的装配卡槽;
11.所述陶瓷条为长条状结构,每个所述装配卡槽中均装配有一陶瓷条,陶瓷条与装配卡槽一一对应,并安装在对应的装配卡槽中,且所述装配卡槽的两端部的位置焊接有用于对陶瓷条的端部进行限位的不锈钢板,不锈钢板与装配卡槽的形状相匹配,且不锈钢板与陶瓷条的端部相接触;
12.当轴套安装在装配孔中时,轴套的外壁与每个陶瓷条的接触部位均为线接触。
13.优选的,所述陶瓷条与装配在装配孔中的轴套相接触的表面为平面。
14.优选的,所述装配卡槽的纵向截面为凸字形结构或者等腰梯形结构,所述陶瓷条的纵向截面也为凸字形结构或者等腰梯形结构。
15.优选的,所述陶瓷条设有两个,且两个陶瓷条之间形成v形结构。
16.有益效果:
17.1)、本实用新型采用的陶瓷条由陶瓷材料制成,具有较高的耐磨性,使用寿命相对较长;
18.2)、陶瓷条设有两块,且形成v形结构,且装配后的轴套的外壁与每个陶瓷条的接触部位均为线接触,使得结构的稳定性得到有效的保障和加强;
19.3)、陶瓷条的主体为条状结构,在加工上,这样的形状便于加工,降低了加工的难度,从而达到降低加工成本的目的;
20.4)、装配卡槽和陶瓷条的纵向截面均为凸字形结构或者等腰梯形结构,便于装配,且在装配卡槽的端部焊接不锈钢板,防止陶瓷条脱落;
21.5)、每个陶瓷条上与安装过后轴套相接触的表面均为平面,这样保证了轴套与每个陶瓷条的均为线接触,保证装配后的稳定性。
22.本实用新型结构简单,保证了对热镀锌锌锅辊子支撑时的稳定性,降低了生产加工的难度,从而降低了生产成本。
附图说明
23.为了更清楚地说明本实用新型实施例的技术方案,下面对本实用新型实施例中的附图作简单地介绍。
24.图1为现有技术的示意图;
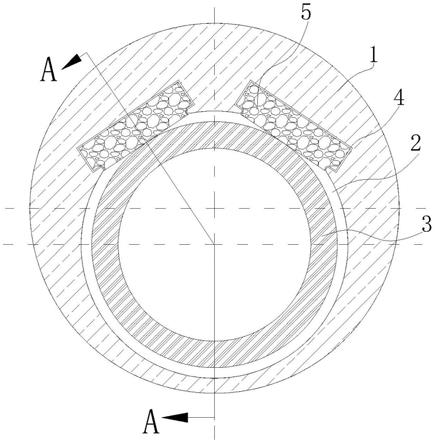
25.图2为本实用新型的示意图;
26.图3为装配卡槽的纵向截面为凸字形结构时的示意图;
27.图4为图2中a-a方向的剖视图;
28.图5为纵向截面为凸字形结构的陶瓷条和对应的不锈钢板的结构示意图;
29.图6为纵向截面为等腰梯形结构的陶瓷条和对应的不锈钢板的结构示意图;
30.图7为装配卡槽的纵向截面为等腰梯形结构时的示意图;
31.其中:
32.1-不锈钢基座,2-装配孔,3-轴套,4-装配卡槽,5-陶瓷条,6-不锈钢板。
具体实施方式
33.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
34.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
35.参照图1至图7所示的一种用于热镀锌锌锅辊子用轴瓦结构,包括不锈钢基座1和陶瓷条5,所述不锈钢基座1上设有用于供轴套3进行装配的装配孔2,装配孔2的轴线与不锈钢基座1的轴线平行分布,且装配孔2的轴线位于不锈钢基座1的轴线的正下方;
36.装配孔2的内壁上设有多个用于安装陶瓷条5的装配卡槽4;
37.所述陶瓷条5为长条状结构,每个所述装配卡槽4中均装配有一陶瓷条5,陶瓷条5与装配卡槽4一一对应,并安装在对应的装配卡槽4中,且所述装配卡槽4的两端部的位置焊接有用于对陶瓷条5的端部进行限位的不锈钢板6,不锈钢板6与装配卡槽4的形状相匹配,且不锈钢板6与陶瓷条5的端部相接触;
38.当轴套3安装在装配孔2中时,轴套3的外壁与每个陶瓷条5的接触部位均为线接触。
39.在本实施例中,所述陶瓷条5与装配在装配孔中的轴套相接触的表面为平面。
40.在本实施例中,所述装配卡槽4的纵向截面为凸字形结构或者等腰梯形结构,所述陶瓷条5的纵向截面也为凸字形结构或者等腰梯形结构,便于对陶瓷条5进行安装和限位。
41.在本实施例中,所述陶瓷条5设有两个,且两个陶瓷条5之间形成v形结构,提高了装配的稳定性。
42.有益效果:
43.1)、本实用新型采用的陶瓷条由陶瓷材料制成,具有较高的耐磨性,使用寿命相对较长;
44.2)、陶瓷条设有两块,且形成v形结构,且装配后的轴套3的外壁与每个陶瓷条4的接触部位均为线接触,使得结构的稳定性得到有效的保障和加强;
45.3)、陶瓷条的主体为条状结构,在加工上,这样的形状便于加工,降低了加工的难度,从而达到降低加工成本的目的;
46.4)、装配卡槽4和陶瓷条5的纵向截面均为凸字形结构或者等腰梯形结构,便于装配,且在装配卡槽4的端部焊接不锈钢板6,防止陶瓷条5脱落;
47.5)、每个陶瓷条5上与安装过后轴套3相接触的表面均为平面,这样保证了轴套3与每个陶瓷条5的均为线接触,保证装配后的稳定性。
48.本实用新型结构简单,保证了对热镀锌锌锅辊子支撑时的稳定性,降低了生产加工的难度,从而降低了生产成本。
49.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
技术特征:
1.一种用于热镀锌锌锅辊子用轴瓦结构,包括不锈钢基座(1)和陶瓷条(5),其特征在于,所述不锈钢基座(1)上设有用于供轴套(3)进行装配的装配孔(2),装配孔(2)的轴线与不锈钢基座(1)的轴线平行分布,且装配孔(2)的轴线位于不锈钢基座(1)的轴线的正下方;装配孔(2)的内壁上设有多个用于安装陶瓷条(5)的装配卡槽(4);所述陶瓷条(5)为长条状结构,每个所述装配卡槽(4)中均装配有一陶瓷条(5),陶瓷条(5)与装配卡槽(4)一一对应,并安装在对应的装配卡槽(4)中,且所述装配卡槽(4)的两端部的位置焊接有用于对陶瓷条(5)的端部进行限位的不锈钢板(6),不锈钢板(6)与装配卡槽(4)的形状相匹配,且不锈钢板(6)与陶瓷条(5)的端部相接触;当轴套(3)安装在装配孔(2)中时,轴套(3)的外壁与每个陶瓷条(5)的接触部位均为线接触。2.根据权利要求1所述的一种用于热镀锌锌锅辊子用轴瓦结构,其特征在于,所述陶瓷条(5)与装配在装配孔(2)中的轴套(3)相接触的表面为平面。3.根据权利要求1所述的一种用于热镀锌锌锅辊子用轴瓦结构,其特征在于,所述装配卡槽(4)的纵向截面为凸字形结构,所述陶瓷条(5)的纵向截面也为凸字形结构。4.根据权利要求1所述的一种用于热镀锌锌锅辊子用轴瓦结构,其特征在于,所述装配卡槽(4)的纵向截面为等腰梯形结构,所述陶瓷条(5)的纵向截面也为等腰梯形结构。5.根据权利要求1所述的一种用于热镀锌锌锅辊子用轴瓦结构,其特征在于,所述陶瓷条(5)设有两个,且两个陶瓷条(5)之间形成v形结构。
技术总结
本实用新型钢铁冶金技术领域,具体涉及一种用于热镀锌锌锅辊子用轴瓦结构,包括不锈钢基座和陶瓷条,所述不锈钢基座上设有用于供轴套进行装配的装配孔,装配孔的轴线与不锈钢基座的轴线平行分布,且装配孔的轴线位于不锈钢基座的轴线的正下方;装配孔的内壁上设有多个用于安装陶瓷条的装配卡槽;所述陶瓷条为陶瓷条,每个所述装配卡槽中均装配有一陶瓷条,陶瓷条与装配卡槽一一对应,并安装在对应的装配卡槽中;当轴套安装在装配孔中时,轴套的外壁与每个陶瓷条的接触部位均为线接触,本实用新型结构简单,保证了对热镀锌锌锅辊子支撑时的稳定性,降低了生产加工的难度,从而降低了生产成本。产成本。产成本。
技术研发人员:王树保 李朝雄
受保护的技术使用者:上海丰韬表面工程技术有限公司
技术研发日:2021.09.16
技术公布日:2022/1/18