1.本实用新型涉及铸造生产装置技术领域,特别涉及一种垂直造型线铸型线串夹持输送防粘砂装置。
背景技术:
2.垂直造型线是造型线的重要一种,铸型自动输送机amc通过夹板使铸型串经过浇注、凝固和冷却区,当前,在amc入口的夹板上粘砂是普遍存在的问题,粘砂后的amc夹板若清理不及时,增加了型砂错型、变形风险,在生产的过程中如有粘砂必须停机并立即清理粘砂,大大降低了生产效率,夹板粘砂一方面是由于夹板材质为铸铁表面易生锈导致粘砂,另一方面是由于型砂和金属夹板具有较高温差,夹板温度低于型砂温度,型砂碰到温度低的金属材料,型砂产生冷凝水析出到金属内衬表面而产生粘砂现象,针对上述问题,本实用新型提供了一种解决方案。
技术实现要素:
3.本实用新型的目的是提供一种垂直造型线铸型线串夹持输送防粘砂装置。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种垂直造型线铸型线串夹持输送防粘砂装置,包括铸型串、自动输送机和夹持装置,所述铸型串放置在自动输送机上输送,所述夹持装置包括设置在自动输送机两侧的安装架,所述安装架包括横向设置的安装横板和竖直设置的安装竖板,所述安装竖板上设有沿自动输送机的输送方向的滑槽,所述滑槽内穿插有夹持杆,所述夹持杆靠近铸型串的一端设有夹持块,所述夹持杆的中间段穿插在移动架的安装孔内,所述夹持杆的另一端与安装在移动架外侧的夹持气缸连接,夹持杆上还安装有限位块,所述限位块位于移动架的u形限位槽内,所述移动架的下端设有齿条块,所述齿条块的下方设有与其啮合的齿条,所述齿条通过齿轮与伺服电机传动连接,所述移动架的上端设有导向滚轮,所述安装架上设有与导向滚轮配合的导向槽,通过伺服电机转动带动齿轮转动,齿轮转动带动齿条移动,齿条移动带动移动架移动,夹持块通过夹持气缸对铸型串夹紧,进而带动铸型串移动,控制伺服电机正反转,即可控制夹持装置往复运动。
6.进一步的,所述夹持块的夹持端设有柔性材料制成的夹持垫,优选的,夹持垫的选用耐高温橡胶材料制成,所述夹持块内部埋设有电加热丝,且电加热丝与夹持块之间绝缘设置,通过电加热丝加热夹持块,减少夹持块与铸型串之间的温差。
7.进一步的,所述安装横板上靠近铸型串的一侧设有气接头和气喷头,所述气喷头通过气接头与压缩机连接,所述气喷头的数量为多个,多个气喷头沿自动输送机的输送方向均匀分布,通过气喷头结构,可将粘附在夹持块上的及时清理掉,减少后续型纱错型的情况发生。
8.进一步的,每个所述移动架上端的导向滚轮的数量为两个,采用两个导向滚轮,可增加移动架移动过程的平稳性。
9.综上所述,本实用新型具有以下有益效果:本实用新型通过将夹持块设置夹持垫和加热电丝结构,可减少夹持过程中粘砂的情况发生,通过设置气喷头结构,可快速将粘附的砂粒清理掉,减少后续型纱错型的情况发生。
附图说明
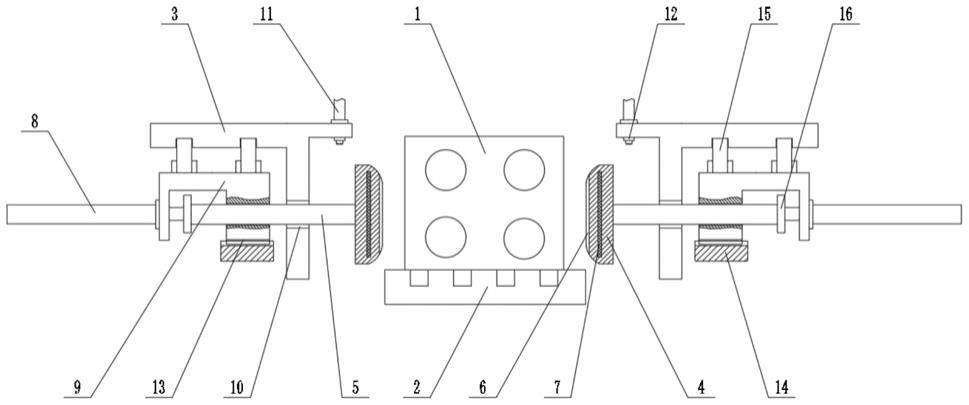
10.图1是本实用新型的整体结构示意图;
11.图2是本实用新型夹持部分的结构示意图。
12.图中,1、铸型串;2、自动输送机;3、安装架;4、夹持块;5、夹持杆;6、夹持垫;7、电加热丝;8、夹持气缸;9、移动架;10、滑槽;11、气接头;12、气喷头;13、齿条块;14、齿条;15、导向滚轮;16、限位块;31、安装横板;32、安装竖板。
具体实施方式
13.以下结合附图对本实用新型作进一步详细说明。
14.如图1-2所示,一种垂直造型线铸型线串夹持输送防粘砂装置,包括铸型串1、自动输送机2和夹持装置,所述铸型串1放置在自动输送机2上输送,所述夹持装置包括设置在自动输送机2两侧的安装架3,所述安装架3包括横向设置的安装横板31和竖直设置的安装竖板32,所述安装竖板32上设有沿自动输送机2的输送方向的滑槽10,所述滑槽10内穿插有夹持杆5,所述夹持杆5靠近铸型串1的一端设有夹持块4,所述夹持杆5的中间段穿插在移动架9的安装孔内,所述夹持杆5的另一端与安装在移动架9外侧的夹持气缸8连接,夹持杆5上还安装有限位块16,所述限位块16位于移动架9的u形限位槽内,所述移动架9的下端设有齿条块13,所述齿条块13的下方设有与其啮合的齿条14,所述齿条14通过齿轮与伺服电机传动连接,所述移动架9的上端设有导向滚轮15,所述安装架3上设有与导向滚轮15配合的导向槽,通过伺服电机转动带动齿轮转动,齿轮转动带动齿条14移动,齿条14移动带动移动架9移动,夹持块4通过夹持气缸2对铸型串1夹紧,进而带动铸型串1移动,控制伺服电机正反转,即可控制夹持装置往复运动。
15.进一步的,所述夹持块4的夹持端设有柔性材料制成的夹持垫6,优选的,夹持垫6的选用耐高温橡胶材料制成,所述夹持块4内部埋设有电加热丝7,且电加热丝7与夹持块4之间绝缘设置,通过电加热丝7加热夹持块4,减少夹持块4与铸型串1之间的温差。
16.如图2所示,进一步的,所述安装横板31上靠近铸型串1的一侧设有气接头11和气喷头12,所述气喷头12通过气接头11与压缩机连接,所述气喷头12的数量为多个,多个气喷头12沿自动输送机2的输送方向均匀分布,通过气喷头12结构,可将粘附在夹持块4上的及时清理掉,减少后续型纱错型的情况发生。
17.进一步的,每个所述移动架9上端的导向滚轮15的数量为两个,采用两个导向滚轮15,可增加移动架9移动过程的平稳性。
18.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
技术特征:
1.一种垂直造型线铸型线串夹持输送防粘砂装置,包括铸型串(1)、自动输送机(2)和夹持装置,所述铸型串(1)放置在自动输送机(2)上输送,其特征在于:所述夹持装置包括设置在自动输送机(2)两侧的安装架(3),所述安装架(3)包括横向设置的安装横板(31)和竖直设置的安装竖板(32),所述安装竖板(32)上设有沿自动输送机(2)的输送方向的滑槽(10),所述滑槽(10)内穿插有夹持杆(5),所述夹持杆(5)靠近铸型串(1)的一端设有夹持块(4),所述夹持杆(5)的中间段穿插在移动架(9)的安装孔内,所述夹持杆(5)的另一端与安装在移动架(9)外侧的夹持气缸(8)连接,夹持杆(5)上还安装有限位块(16),所述限位块(16)位于移动架(9)的u形限位槽内,所述移动架(9)的下端设有齿条块(13),所述齿条块(13)的下方设有与其啮合的齿条(14),所述齿条(14)通过齿轮与伺服电机传动连接,所述移动架(9)的上端设有导向滚轮(15),所述安装架(3)上设有与导向滚轮(15)配合的导向槽。2.根据权利要求1所述的一种垂直造型线铸型线串夹持输送防粘砂装置,其特征在于:所述夹持块(4)的夹持端设有柔性材料制成的夹持垫(6),所述夹持块(4)内部埋设有电加热丝(7)。3.根据权利要求2所述的一种垂直造型线铸型线串夹持输送防粘砂装置,其特征在于:所述安装横板(31)上靠近铸型串(1)的一侧设有气接头(11)和气喷头(12),所述气喷头(12)通过气接头(11)与压缩机连接,所述气喷头(12)的数量为多个,多个气喷头(12)沿自动输送机(2)的输送方向均匀分布。4.根据权利要求3所述的一种垂直造型线铸型线串夹持输送防粘砂装置,其特征在于:每个所述移动架(9)上端的导向滚轮(15)的数量为两个。
技术总结
本实用公开了一种垂直造型线铸型线串夹持输送防粘砂装置,包括铸型串、自动输送机和夹持装置,所述铸型串放置在自动输送机上输送,所述夹持装置包括设置在自动输送机两侧的安装架,所述安装架包括横向设置的安装横板和竖直设置的安装竖板,安装竖板上设有沿自动输送机的输送方向的滑槽,所述滑槽内穿插有夹持杆,夹持杆靠近铸型串的一端设有夹持块,夹持杆的中间段穿插在移动架的安装孔内,所述夹持杆的另一端与安装在移动架外侧的夹持气缸连接,所述移动架的下端设有齿条块,齿条块的下方设有与其啮合的齿条;通过将夹持块设置夹持垫和加热电丝结构,可减少夹持过程中粘砂的情况发生,通过设置气喷头结构,可快速将粘附的砂粒清理掉。砂粒清理掉。砂粒清理掉。
技术研发人员:李三毛 邓柳柳 熊志斌
受保护的技术使用者:永祺科技检测股份有限公司
技术研发日:2021.09.13
技术公布日:2022/1/18