1.本发明涉及钢铁冶金技术领域,更具体的说是涉及一种高强度低屈强比高耐蚀海工用高氮钢及其制备方法。
背景技术:
2.具有优良的机械性能的低合金钢及碳钢是常用的结构材料,但在海洋环境中会生锈,需要频繁的进行防腐蚀处理,而耐腐蚀性能好的不锈钢一般为高合金钢并含有大量的战略性元素镍,价格高昂,高强度低屈强比高耐蚀海工用高氮钢是绿色环保、资源节约型产品。
3.加压冶金是一种制备高氮钢的有效方法,且国外已有国家采用加压冶金的方法商业化生产这种高氮钢。由于加压设备复杂,生产成本高,并存在一定的安全隐患,受生产设备的制约,国内还无法实现工业化生产。但在常压下,氮在钢液凝固过程中容易导致氮偏析、氮气逸出及形成气孔等问题,严重制约了高氮钢品种开发和应用。
4.国内高校及科研院所关注的多为高氮钢的冶炼工艺,但高氮钢的冶炼、热轧及轧后热处理整个工艺流程的一体化性能调控研究相对薄弱。我国海工钢按强度一般分为235-305mpa的一般强度钢、315-400mpa的高强度钢、410-685mpa的超高强度钢等,并规定高强度钢的屈强比低于0.85为低屈强比,低屈强比钢材的均匀延伸率较高,当钢材受到外界的猛烈冲击时,会发生较大程度的塑性变形,从而吸收和储存能量,使其不至于因局部超载变形而发生忽然断裂,极大地提高了钢材使用的安全性。但在现有技术中,钢材的屈强比会随着强度的升高而不断上升。
5.因此,如何在钢材制备过程中降低所需压力,同时在增大钢材强度时,降低屈强比是本领域技术人员亟需解决的问题。
技术实现要素:
6.有鉴于此,本发明提供了一种无需加压设备的高强度低屈强比高耐蚀海工用高氮钢及其制备方法。
7.为了实现上述目的,本发明采用如下技术方案:
8.一种高强度低屈强比高耐蚀海工用高氮钢,其中的化学成分的重量百分比为:c≤0.01%,si≤0.1%,cr 17-19%,mn 14-16%,mo 1-1.5%,ti≤0.05%,n 0.45-0.6%,p≤0.01%,s≤0.01%,o≤0.02%,其余为铁及微量杂质。
9.优选的,其中的化学成分的重量百分比为:c 0.005-0.01%,si 0.05-0.1%,cr 17-19%,mn 14-16%,mo 1-1.5%,ti 0.005-0.05%,n 0.45-0.6%,p 0.005-0.01%,s 0.005-0.01%,o 0.01-0.02%,其余为铁。
10.有益效果:本发明以氮代镍,降低成本,氮在钢中可以有效提高材料强度和耐腐蚀性能,而不降低材料塑性,同时氮与钼在耐腐蚀方面有协同作用;钛可以增加材料中氮的溶解度,与氮形成细小的氮化钛析出相,使材料晶粒细小,组织更均匀。
11.一种高强度低屈强比高耐蚀海工用高氮钢的制备方法,包括以下步骤:
12.(1)原料称量:计算并称量原料工业纯铁、低碳铬铁、电解锰、钼铁、氮化铬、氮化锰、铝和钛的重量,备用;
13.(2)铸锭制备及重熔冶炼:将上述原料熔融、浇铸并冷却制成铸锭,再将所述铸锭在氮气保护下进行电渣重熔冶炼,得到电渣锭;
14.(3)固溶及锻造处理:将所述电渣锭在1000℃~1050℃下固溶处理20h~24h后水冷,然后进行锻造处理,且锻造过程中开锻温度不低于1050℃,终锻温度不低于900℃,锻造结束后空气冷却至常温,得到方坯;
15.(4)热轧及轧后处理:将所述方坯放到加热炉中,在1050℃下保温2h后,在0.5h内升温至1100℃,并在1000-1050℃下开始热轧,终轧温度为890-930℃,轧后空冷或水冷至常温,得到所述海工用高氮钢。
16.有益效果:按照本发明生产的海工用高氮钢拉伸强度达到500mpa以上,属于海工钢中的超高强度钢,屈强比小于0.85并且热处理后屈强比达到了0.56,耐腐蚀性能优于价格更高的316l钢。
17.优选的,步骤(1)中所述计算包括利用公式
①
确定配料的氮含量,所述公式
①
为:
18.[%n]1=[%n]-(0.2-0.4);
[0019]
其中,
[0020]
所述[%n]1表示铸锭的目标氮质量百分数;
[0021]
所述[%n]表示高氮钢计算氮质量百分数。
[0022]
有益效果:本发明提供的高氮钢在由液相凝固为固相过程中会经过一个溶氮量特别低的铁素体相区,在钢液凝固时会有氮逸出,加入过量的氮化合金,并配合快速冷却浇铸,可以使钢液快速通过铁素体相区,使氮在钢中处于过饱和状态,增加铸锭中的氮含量。
[0023]
优选的,步骤(2)中所述铸锭包括以下步骤:
[0024]
将工业纯铁、低碳铬铁、1/2-2/3重量的电解锰和钼铁放入真空度为17pa的感应炉坩埚内全部熔化后,充入氮气置换空气,并利用氮气将钢液搅拌均匀,然后向炉内分批2-3次加入剩余电解锰,加热保温至全部熔化,再依次分批3-6次加入氮化铬、氮化锰和铝,然后进行脱氧,最后加入钛,继续加热保温直至全部熔化,取样并进行快速浇铸、冷却,得到铸锭。
[0025]
有益效果:钢液中的氧为表面活性元素,能抑制钢液中氮的溶解,氧含量过高,钢中氧化物夹杂增多,会降低材料性能。本发明感应炉抽真空至17pa以及炉内充氮气置换空气,均为减少反应炉内氧气,为钢液脱氧做准备。冶炼后期分批加入的电解锰,起到轻脱氧的目的。冶炼后期加入铝,对钢液进一步脱氧。钢液中加入的钛,一部分进入到钢液中与氮结合,另一部分与氧结合,对钢液进行了深脱氧。采用此脱氧条件可以将氧对材料的负面影响降到最低。
[0026]
优选的,所述感应炉坩埚内熔化温度为1550-1560℃。
[0027]
优选的,所述充入氮气后感应炉坩埚内压力为80000pa。
[0028]
优选的,步骤(2)中所述浇铸温度为1530-1560℃。
[0029]
有益效果:钢的常规浇铸温度为1580-1630℃,而原料均熔化完后,铁水中含有铬、锰、氮等元素,可以降低钢液的凝固点,虽然工业纯铁的熔点为1535℃,钢液的凝固点要低
于该温度值,因此,本发明调整浇筑温度为1530-1560℃。本发明中降低常规操作中的浇铸温度有利于钢液的快速凝固,凝固时间短,钢液中的氮来不及逸出就被凝固在铸锭中,有利于提高铸锭中的氮含量。
[0030]
优选的,步骤(3)中所述电渣重熔冶炼具体包括以下步骤:
[0031]
31)将铸锭按照电渣重熔炉的要求锻造成自耗电极,焊接到假电极上并将假电极装到电极夹持器上;
[0032]
32)闭合保护罩,通入氮气进行炉底吹扫,排除重熔炉内的空气后开始在高纯氮气气氛保护下进行电渣重熔冶炼,得到电渣锭。
[0033]
优选的,步骤(32)中所述电渣重熔的平均电压为25v,平均电流为2500a。
[0034]
有益效果:另外,直接浇铸得到的铸锭中氮处于过饱和状态,铸锭中氮气孔明显,电渣重熔的主要目的是均匀铸锭成分尤其是氮的均匀分布,在重熔过程中根据熔化速率进行动态微调整,在微正压的高纯氮气气氛保护下进行,能够均匀钢液成分,防止钢中氮的逸出,重熔锭质量好、氮含量高。
[0035]
优选的,步骤(4)中所述锻造前0.5h升温至1100℃,锻造过程中开锻温度1050℃,终锻温度900℃。
[0036]
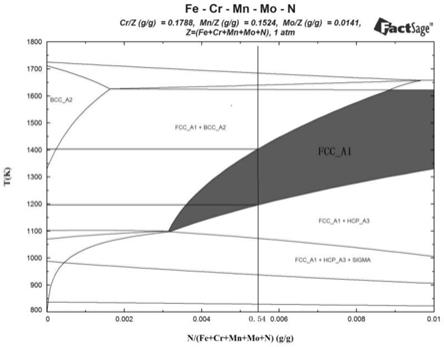
有益效果:本发明根据factsage相图,本钢在此温度范围内为纯奥氏体组织,在此温度区间锻造,可以保证本发明钢的屈强比较小及耐腐蚀性能较好。
[0037]
经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种高强度低屈强比高耐蚀海工用高氮钢及其制备方法,本发明提供的产品拉伸强度达到500mpa以上,属于海工钢中的超高强度钢,屈强比小于0.85并且热处理后屈强比达到了0.56。经本发明提供的固溶处理工艺后,本发明钢比316、316l、06cr18ni9钢的耐腐蚀性能要好。同时,本发明提供的海工用高氮钢制备成本低,生产工艺简单,不需要加压设备,对生产设备要求低,国内大多钢厂都可以直接生产应用。
附图说明
[0038]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0039]
图1为本发明实施例1提供的钢材的factsage相图;
[0040]
图2为不同固溶处理工艺下本发明实施例1提供的钢材和316、316l、06cr18ni9不锈钢的动电位极化曲线;
[0041]
其中,
[0042]
(a)部分为固溶处理温度为室温,800、900、1000、1100、1200℃下保温1小时下本发明实施例1提供的钢材和316、316l、06cr18ni9不锈钢的动电位极化曲线;
[0043]
(b)部分为固溶处理温度为室温,800、900、1000、1100、1200℃下保温3小时下本发明实施例1提供的钢材和316、316l、06cr18ni9不锈钢的动电位极化曲线;
[0044]
(c)部分为固溶处理温度为室温,800、900、1000、1100、1200℃下保温5小时下本发明实施例1提供的钢材和316、316l、06cr18ni9不锈钢的动电位极化曲线;
[0045]
图3为本发明实施例1提供的钢材显微组织图片。
具体实施方式
[0046]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0047]
实施例1
[0048]
一种高强度低屈强比高耐蚀海工用高氮钢,具体化学成分质量百分比为:c 0.009%,cr 17.88%,mn 15.24%,mo 1.41%,ti 0.0069%,n 0.53%,p 0.009%,s 0.002%,o 0.012%,其余为铁和残余的微量杂质。根据钢种成分计算出的factsage相图为图1,根据相图热处理温度范围为900-1130℃。
[0049]
一种高强度低屈强比高耐蚀海工用高氮钢的制备方法,具体包括以下步骤:
[0050]
(1)根据高氮钢的目标氮含量,利用公式
①
确定配料的氮含量,所述公式
①
为:
[0051]
[%n]1=[%n]-(0.2-0.4)
[0052]
式中,[%n]1表示铸锭的目标氮质量百分数,[%n]表示高氮钢计算氮质量百分数。
[0053]
结合目标钢种成分、冶炼原料成分和冶炼铸锭重量,计算各原料的重量并配制冶炼原料。
[0054]
(2)铸锭制备:将上述工业纯铁和低碳铬铁、1/2重量的电解锰、钼铁放入感应炉内的坩埚内,将剩余的电解锰放到加料仓内。对感应炉抽真空至17pa,通电升温直至炉内原料全部熔化。炉内原料全部熔化后,向炉内充氮气至80000pa并打开底吹氮气阀门搅拌钢液,均匀钢液成分,向炉内分批3次加入电解锰,加锰熔化后再分批3次加入氮化铬和氮化锰合金,加入铝进行脱氧后最后加入钛。控制炉内温度在1550-1560℃,全部物料熔化后取样并进行快速浇铸,浇铸温度为1540℃,浇铸结束后冷却至常温,脱出铸锭。
[0055]
(3)重熔冶炼:将铸锭在1100℃条件下锻造成的电极棒后,焊接到假电极上并将假电极装到电极夹持器上。
[0056]
闭合保护罩,通入氮气进行炉底吹扫,排除重熔炉内的空气后设置电渣重熔的平均电压为25v,平均电流为2500a,开始在高纯氮气气氛保护下进行电渣重熔冶炼,得到电渣锭。
[0057]
对冶炼时取出的样品进行成分检测,将铸锭成分输入factsage软件中计算该高氮钢的相图,并根据相图找出奥氏体区温度范围,本发明钢种的温度区间为900-1130℃。
[0058]
(4)固溶及锻造处理:将得到的电渣锭放到加热炉中固溶处理,加热温度为:1050℃,铸坯在炉时间为:20h,使电渣锭中的氮化物溶解、组织高温再结晶并充分奥氏体化,固溶处理后水冷。然后对固溶处理后的电渣锭进行锻造处理,即在加热炉中1050℃保温2h后,锻造前0.5h升温至1100℃,锻造过程中开锻温度不低于1050℃,终锻温度不低于900℃,多次锻造得到宽100mm,厚85mm的方坯后空冷至常温。
[0059]
(5)热轧及轧后处理:将锻造后的方坯放到加热炉中,在1050℃下保温2h后,在0.5h内升温至1100℃,并在1050℃下开始热轧,终轧温度为900℃,轧后空冷或水冷至常温,
得到所述海工用高氮钢。
[0060]
实施例2
[0061]
一种高强度低屈强比高耐蚀海工用高氮钢,具体化学成分质量百分比为:c 0.005%,si 0.05%,cr 17%,mn 14%,mo 1%,ti 0.005%,n 0.45%,p 0.005%,s 0.005-0.01%,o 0.01%,其余为铁和残余的微量杂质。
[0062]
一种高强度低屈强比高耐蚀海工用高氮钢的制备方法,具体包括以下步骤:
[0063]
(1)根据高氮钢的目标氮含量,利用公式
①
确定配料的氮含量,所述公式
①
为:
[0064]
[%n]1=[%n]-(0.2-0.4)
[0065]
式中,[%n]1表示铸锭的目标氮质量百分数,[%n]表示高氮钢计算氮质量百分数。
[0066]
结合目标钢种成分、冶炼原料成分和冶炼铸锭重量,计算各原料的重量并配制冶炼原料。
[0067]
(2)铸锭制备:将工业纯铁和低碳铬铁、2/3重量的电解锰、钼铁放入感应炉内的坩埚内,将剩余的电解锰放到加料仓内。对感应炉抽真空至17pa,通电升温直至炉内原料全部熔化。炉内原料全部熔化后,向炉内充氮气至80000pa并打开底吹氮气阀门搅拌钢液,均匀钢液成分,向炉内分批2次加入电解锰,加锰熔化后再分批5次加入氮化铬和氮化锰合金,加入铝进行脱氧后最后加入钛。控制炉内温度在1550-1560℃,全部物料熔化后取样并进行快速浇铸,浇铸温度为1530℃,浇铸结束后冷却至常温,脱出铸锭。
[0068]
(3)电渣锭制备:将铸锭在1100℃条件下锻造成的电极棒后,焊接到假电极上并将假电极装到电极夹持器上。
[0069]
闭合保护罩,通入氮气进行炉底吹扫,排除重熔炉内的空气后设置电渣重熔的平均电压为25v,平均电流为2500a,开始在高纯氮气气氛保护下进行电渣重熔冶炼,得到电渣锭。
[0070]
对冶炼时取出的样品进行成分检测,将铸锭成分输入factsage软件中计算该高氮钢的相图,并根据相图找出奥氏体区温度范围,本发明钢种的温度区间为900-1130℃。
[0071]
(4)方坯制备:将得到的电渣锭放到加热炉中固溶处理,加热温度为:1050℃,铸坯在炉时间为:20h,使电渣锭中的氮化物溶解、组织高温再结晶并充分奥氏体化,固溶处理后水冷。然后对固溶处理后的电渣锭进行锻造处理,即在加热炉中1050℃保温2h后,锻造前0.5h升温至1100℃,锻造过程中开锻温度不低于1050℃,终锻温度不低于900℃,多次锻造得到宽100mm,厚85mm的方坯后空冷至常温。
[0072]
(5)海工用高氮钢制备:将锻造后的方坯放到加热炉中,在1050℃下保温2h后,在0.5h内升温至1100℃,并在1000℃下开始热轧,终轧温度为890℃,轧后空冷或水冷至常温,得到所述海工用高氮钢。
[0073]
实施例3
[0074]
一种高强度低屈强比高耐蚀海工用高氮钢,具体化学成分质量百分比为:化学成分的重量百分比为:c 0.01%,si 0.1%,cr 19%,mn 16%,mo 1.5%,ti 0.05%,n 0.6%,p 0.01%,s 0.01%,o 0.02%,其余为铁和残余的微量杂质。
[0075]
一种高强度低屈强比高耐蚀海工用高氮钢的制备方法,具体包括以下步骤:
[0076]
(1)根据高氮钢的目标氮含量,利用公式
①
确定配料的氮含量,所述公式
①
为:
[0077]
[%n]1=[%n]-(0.2-0.4)
[0078]
式中,[%n]1表示铸锭的目标氮质量百分数,[%n]表示高氮钢计算氮质量百分数。
[0079]
结合目标钢种成分、冶炼原料成分和冶炼铸锭重量,计算各原料的重量并配制冶炼原料。
[0080]
(2)铸锭制备:将工业纯铁和低碳铬铁、1/2重量的电解锰、钼铁放入感应炉内的坩埚内,将剩余的电解锰放到加料仓内。对感应炉抽真空至17pa,通电升温直至炉内原料全部熔化。炉内原料全部熔化后,向炉内充氮气至80000pa并打开底吹氮气阀门搅拌钢液,均匀钢液成分,向炉内分批3次加入电解锰,加锰熔化后再分批6次加入氮化铬和氮化锰合金,加入铝进行脱氧后最后加入钛。控制炉内温度在1550-1560℃,全部物料熔化后取样并进行快速浇铸,浇铸温度为1560℃,浇铸结束后冷却至常温,脱出铸锭。
[0081]
(3)电渣锭制备:将铸锭在1100℃条件下锻造成的电极棒后,焊接到假电极上并将假电极装到电极夹持器上。
[0082]
闭合保护罩,通入氮气进行炉底吹扫,排除重熔炉内的空气后设置电渣重熔的平均电压为25v,平均电流为2500a开始在高纯氮气气氛保护下进行电渣重熔冶炼,得到电渣锭。
[0083]
对冶炼时取出的样品进行成分检测,将铸锭成分输入factsage软件中计算该高氮钢的相图,并根据相图找出奥氏体区温度范围,本发明钢种的温度区间为900-1130℃。
[0084]
(4)方坯制备:将得到的电渣锭放到加热炉中固溶处理,加热温度为:1050℃,铸坯在炉时间为:20h,使电渣锭中的氮化物溶解、组织高温再结晶并充分奥氏体化,固溶处理后水冷。然后对固溶处理后的电渣锭进行锻造处理,即在加热炉中1050℃保温2h后,锻造前0.5h升温至1100℃,锻造过程中开锻温度不低于1050℃,终锻温度不低于900℃,多次锻造得到宽100mm,厚85mm的方坯后空冷至常温。
[0085]
(5)海工用高氮钢制备:将锻造后的方坯放到加热炉中,在1050℃下保温2h后,在0.5h内升温至1100℃,并在1100℃下开始热轧,终轧温度为930℃,轧后空冷或水冷至常温,得到所述海工用高氮钢。
[0086]
对比例1
[0087]
一种高强度低屈强比高耐蚀海工用高氮钢的制备方法,与实施例1不同的是:
[0088]
步骤(5)中中热轧后的板坯固溶处理温度为1000℃,铸坯在炉时间为2h。
[0089]
技术效果:
[0090]
对本发明实施例1及对比例1所得的产品分别进行两次拉伸性能实验,执行标准:《gb/t228.1-2010》,强度均在500mpa以上,具体性能结果见表1。
[0091]
表1 本发明钢热轧态及固溶处理后的力学性能
[0092][0093]
对本发明制造的产品分别在800、900、1000、1100、1200℃下保温1、3、5h,取样和316、316l、06cr18ni9不锈钢做动电位极化曲线,得到不同固溶处理工艺下本发明钢和316l不锈钢的化学浸泡腐蚀试验结果(表2)及图2。
[0094]
表2
[0095][0096][0097]
表2为本发明钢和316l不锈钢在6%fecl3溶液中浸泡腐蚀8天中的试样表面积、重量、总失重率和平均腐蚀速率。从表中可以看出,在1000、1100℃下固溶处理的本发明钢耐蚀性比316l要好,其中1100℃固溶处理1h耐蚀性最好,8天的总失重率和腐蚀速率仅有0.42%。
[0098]
同时可以看出,1000、1100℃下固溶处理的本发明钢耐蚀性要比价格更高的316l
好,而800℃下固溶处理的高氮钢耐蚀性稍差是由于钢种从奥氏体基体中析出部分的cr2n,使得其耐蚀性较差。
[0099]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0100]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。