超级13cr不锈钢锻材的加工方法
技术领域
1.本发明属于不锈钢锻造及退火技术领域,具体涉及一种超级13cr不锈钢锻材的加工方法。
背景技术:
2.超级13cr有棒料和管料,主要用于管道,壳体等。其化学成份范围如表1所示:
3.表1.超级13cr化学成分范围(质量分数)
[0004][0005]
超级13cr不锈钢的成分特点是在传统马氏体不锈钢的基础上,降低c含量至小于0.03%,增加ni含量为4%-6%,mo含量为0.5%-2.5%。其成分特点就决定了它是一种具有高强度、高韧性以及良好的耐蚀等性能的不锈钢材料。但是超级13cr钢中添加的铁素体化合金元素较多,使得该钢材在凝固过程中奥氏体化温度区间变宽,奥氏体单相区减小,铁素体转变温度降低,导致在其铸锭中δ-铁素体大量残留。这也使得由铸锭加工而来的较大超级13cr锻件产品中δ-铁素体含量过高。而通常认为δ-铁素体是降低合金强韧性的主要原因。因此在该不锈钢铸造和后续锻造过程中,应尽量避免δ-铁素体的生成以降低成品中δ-铁素体含量。
[0006]
传统的超级13cr锻材生产工艺为:铸锭经高温固溶后(约1100℃,8hr)经快锻机快锻(“一镦一拔”制度,即镦粗铸锭1/2高度后拔长至原铸锭高度)和精锻,然后退火空冷。经此种传统超级13cr锻材生产工艺的超级13cr不锈钢δ-铁素体含量在5%左右(评价方法为中华人民共和国黑色冶金行业标准yb/t 4402-2014)。
技术实现要素:
[0007]
本发明所要解决的技术问题是:提供一种超级13cr不锈钢锻材的加工方法,以降低超级13cr不锈钢中的δ-铁素体含量。
[0008]
本发明为解决上述技术问题采用的技术方案是:超级13cr不锈钢锻材的加工方法,包括如下步骤:
[0009]
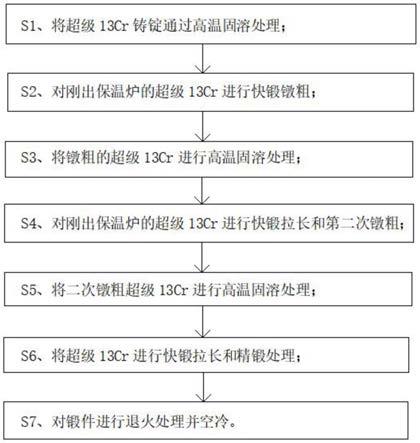
s1、将超级13cr铸锭通过高温固溶处理;
[0010]
s2、对刚出保温炉的超级13cr进行快锻镦粗;
[0011]
s3、将镦粗的超级13cr进行高温固溶处理;
[0012]
s4、对刚出保温炉的超级13cr进行快锻拉长和第二次镦粗;
[0013]
s5、将二次镦粗超级13cr进行高温固溶处理;
[0014]
s6、将超级13cr进行快锻拉长和精锻处理;
[0015]
s7、对锻件进行退火处理并空冷。
[0016]
各工艺步骤的优选工艺参数如下:
[0017]
步骤s1中,高温固溶处理开始由室温升温,升温速率在40℃/hr-80℃/hr,高温固溶处理温度范围为1100℃-1200℃,保温时间为3hr-4hr。
[0018]
步骤s2中,镦粗操作为减少原铸锭高度的一半,镦粗过程温度范围为950℃-1200℃。
[0019]
步骤s3中,高温固溶处理时保温炉为热炉,温度范围为1100℃-1200℃,保温时间为2hr-3hr。
[0020]
步骤s4中,拉长操作为拉长s2中镦粗的铸锭至原铸锭高度,镦粗操作为镦粗至原铸锭高度的一半,变形过程温度范围为950℃-1200℃。
[0021]
步骤s5中,高温固溶处理时保温炉为热炉,温度范围为1100℃-1200℃,保温时间为2hr-3hr。
[0022]
步骤s6中,拉长操作为拉长s4中镦粗的铸锭至原铸锭高度,然后用精锻机将铸锭锻至成品直径,变形过程温度范围为950℃-1200℃。
[0023]
步骤s7中,退火处理升温速率在40℃/hr-80℃/hr,温度范围为500℃-600℃,保温时间为7hr-8hr。
[0024]
其中的“高温固溶处理”即是指“将合金加热到高温单相区恒温保持”,通常也叫做“恒温保温处理”,该技术术语对于本领域技术人员来说是清楚的。
[0025]
本发明的有益效果是:超级13r不锈钢锻材通常是以该钢材铸锭为原料,利用快锻机及精锻机锻造成棒材或者方坯成品交货。传统及本发明所提出的超级13cr加工工艺所涉及的温度范围皆在γ相-δ-铁素体相转变温度之下,所以锻材残留的δ-铁素体几乎全部为由凝固过程中合金成分偏析而未转化为γ相的残余铁素体。传统的高温固溶+锻造方法制作的棒材或者方坯成品因锻造后直接退火,若固溶不充分,成品内δ-铁素体残留可能性大幅增加。δ-铁素体转变速率随其含量的减少而减少,因此若要进一步减少铁素体残留(如从5%降至3%,评价方法为中华人民共和国黑色冶金行业标准yb/t 4402-2014),必须要大幅增加高温固溶时间。本发明中的超级13cr锻材加工工艺通过在锻造过程中插入2次“镦拔+固溶”操作,不仅可以利用变形产生的应力在高温下促进合金元素扩散,达到降低超级13cr成品内δ-铁素体含量的目的,而且相较于传统工艺高温固溶+锻造时间(约8-9hr),本发明的工艺只增加了约半小时的镦拔快锻过程。本发明可使超级13cr成品内δ-铁素体含量≦3%。
附图说明
[0026]
图1为本发明工艺流程示意图;
[0027]
图2为本发明高温固溶处理过程中温度控制示意图;
[0028]
图3为本发明锻造过程中温度控制示意图;
[0029]
图4为本发明退火过程温度随时间的变化图。
具体实施方式
[0030]
下面将通过具体的实施例对本发明的具体实施方式作进一步地阐述。
[0031]
本发明生产工艺流程为:高温固溶处理
→
镦粗
→
高温固溶处理
→
拉长后再二次镦
粗
→
高温固溶处理
→
快锻拉长和精锻处理
→
退火处理并空冷。
[0032]
各实施例的具体实施过程如下:
[0033]
实施例1:采用本发明方法将超级13cr不锈钢加工为棒材
[0034]
实施例1采用5ni2mo超级13cr不锈钢柱状铸锭,铸锭外径为900mm,锻成成品为直径300mm的棒材。
[0035]
对上述钢进行热加工,具体操作步骤如下:
[0036]
s1、将φ00mm的5ni2mo超级13cr不锈钢铸锭装入加热炉内,升温速率为50℃/hr,升至1150℃,并保温4hr。
[0037]
s2、对保温后的铸锭沿高度的轴线方向进行镦粗操作,减少至原铸锭高度的一半。镦粗过程温度1100℃。镦粗过程中铸锭最低温度不能低于950℃。
[0038]
s3、将镦粗的钢锭装入温度1100℃的保温炉内进行保温,保温时间为3hr。
[0039]
s4、将镦粗的钢锭从保温炉内取出,沿垂直于钢锭高度方向用快锻机进行拉长,拉长至原铸锭高度,而后将铸锭再次镦粗至原铸锭高度的一半,变形过程温度范围为950-1200℃。
[0040]
s5、将镦粗的铸锭装入1100℃加热炉,保温3hr。
[0041]
s6、将镦粗的钢锭从保温炉内取出,沿垂直于钢锭高度方向用快锻机进行拉长,拉长至原铸锭高度,然后用精锻机将铸锭锻至直径300mm。变形过程温度范围不低于950℃。
[0042]
s7、将精锻好的坯料装入退火炉中。退火炉温为500℃,该温度下保温8hr。
[0043]
实施例1的直径300mm棒材中铁素体含量为1.5%。
[0044]
实施例2:采用本发明方法将超级13cr不锈钢加工为棒材
[0045]
实施例2采用5ni2mo超级13cr不锈钢柱状铸锭,铸锭外径为900mm,锻成成品为直径300mm的棒材。
[0046]
对上述钢进行热加工,具体操作步骤如下:
[0047]
s1、将φ900mm的5ni2mo超级13cr不锈钢铸锭装入加热炉内,升温速率为50℃/hr,升至1150℃,并保温4hr。
[0048]
s2、对保温后的铸锭沿高度的轴线方向进行镦粗操作,减少至原铸锭高度的一半。镦粗过程温度1100℃。镦粗过程中铸锭最低温度不能低于950℃。
[0049]
s3、将镦粗的钢锭装入温度1100℃的保温炉内进行保温,保温时间为2hr。
[0050]
s4、将镦粗的钢锭从保温炉内取出,沿垂直于钢锭高度方向用快锻机进行拉长,拉长至原铸锭高度,而后将铸锭再次镦粗至原铸锭高度的一半,变形过程温度范围为950-1200℃。
[0051]
s5、将镦粗的铸锭装入1100℃加热炉,保温2hr。
[0052]
s6、将镦粗的钢锭从保温炉内取出,沿垂直于钢锭高度方向用快锻机进行拉长,拉长至原铸锭高度,然后用精锻机将铸锭锻至直径300mm。变形过程温度范围不低于950℃。
[0053]
s7、将精锻好的坯料装入退火炉中。退火炉温为500℃,该温度下保温8hr。
[0054]
实施例2的直径300mm棒材中铁素体含量为2.4%。
[0055]
实施例3:采用本发明方法将超级13cr不锈钢加工为棒材
[0056]
实施例3采用4ni1mo超级13cr不锈钢柱状铸锭,铸锭外径为900mm,锻成成品为直径300mm的棒材。
[0057]
对上述钢进行热加工,具体操作步骤如下:
[0058]
s1、将φ900mm的4ni1mo超级13cr不锈钢铸锭装入加热炉内,升温速率为50℃/hr,升至1150℃,并保温4hr。
[0059]
s2、对保温后的铸锭沿高度的轴线方向进行镦粗操作,减少至原铸锭高度的一半。镦粗过程温度1100℃。镦粗过程中铸锭最低温度不能低于950℃。
[0060]
s3、将镦粗的钢锭装入温度1100℃的保温炉内进行保温,保温时间为3hr。
[0061]
s4、将镦粗的钢锭从保温炉内取出,沿垂直于钢锭高度方向用快锻机进行拉长,拉长至原铸锭高度,而后将铸锭再次镦粗至原铸锭高度的一半,变形过程温度范围为950-1200℃。
[0062]
s5、将镦粗的铸锭装入1100℃加热炉,保温3hr。
[0063]
s6、将镦粗的钢锭从保温炉内取出,沿垂直于钢锭高度方向用快锻机进行拉长,拉长至原铸锭高度,然后用精锻机将铸锭锻至直径300mm。变形过程温度范围不低于950℃。
[0064]
s7、将精锻好的坯料装入退火炉中。退火炉温为500℃,该温度下保温8hr。
[0065]
实施例3的直径300mm棒材中铁素体含量为2.3%。