一种屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法
技术领域
1.本发明涉及钢铁材料技术领域,具体而言,涉及一种屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法。
背景技术:
2.随着经济建设的高速发展,对各类工程结构用钢的需求量越来越大,同时对结构用钢板的技术要求越来越严格。由此对钢板性能提出了更高的要求,即不仅要求其具有高强度以满足结构轻量化要求,而且还应具有优良的低温韧性、焊接性和耐蚀性等。对于某些具有特殊用途的工程结构,如桥梁、建筑、管线、海洋平台等,出于安全考虑,对结构用钢的屈强比有严格要求。目前,对于690mpa级的桥梁、建筑等结构用钢,常常要求其屈强比低于0.85。
3.一般来说,在采用各种强化机制提高结构用钢强度的同时,其屈强比将不可避免地上升。结构用钢普遍采用组织细化技术,在提高强度和韧性的同时,屈强比会显著升高,甚至可以达到0.90以上,不能满足大型钢结构抗震规范的要求。钢板屈强比偏高是因为其组织一般以单相(贝氏体/马氏体)为主,而单相组织的钢不利于保持较高的应变硬化能力,即获得低的屈强比。为了获得较低的屈强比,同时保证高强度、高韧性、优良焊接性及良好的耐蚀性,需要合理设计合金成分,采用适宜的工艺获得软硬相相匹配的多相组织。通过调节工艺参数,来控制软硬相的比例、形态、尺寸和分布,以开发屈服强度为690mpa级的高性能结构用钢。
4.针对屈服强度为690mpa级的结构用钢,现有的生产工艺有三种,分别为tmcp工艺、调质工艺和临界处理工艺。
5.对于tmcp工艺,由于特定的控轧控冷工艺,一般可以有效调整钢中软硬相的比例、分布、尺寸等而获得较低的屈强比,但在耐候性、焊接性、冷热加工稳定性等方面存在不足;同时当钢板厚度超过50mm时,由于合金成分的提高,难以获得低的屈强比。因此tmcp工艺生产的690mpa级的钢材未能在对低屈强比有需求的工程上获得推广应用。
6.对于调质工艺,由于采用高温回火,可以让钢获得较高的强度和良好的低温韧性,但由于组织以单相为主,其屈强比一般大于0.90,也无法满足对低屈强比有需求的工程应用。
7.对于临界处理工艺,利用“多相、亚稳、多尺度”的m3组织调控原理,采用临界处理工艺,获得由铁素体、马氏体、残余奥氏体和纳米尺度析出物组成的复相组织,最终获得较低的屈强比,同时保证高强度、高塑性和高韧性的特征。但是,采用临界处理工艺生产690mpa级中厚钢板时,难以保证板厚方向上力学性能的稳定性,特别是冲击韧性波动较大,这主要是板厚方向上组织的不均匀造成的。
8.综上所述,采用tmcp工艺、调质工艺或者临界处理工艺均无法避免中厚结构用钢综合性能不达标的问题。临界处理工艺虽然无法避免板厚方向上组织的不均匀,但合理设
计加热制度可以有效获得细小均匀的逆转组织,解决这一问题。因此,设计一种新的热处理工艺,通过调整加热制度,细化晶粒尺寸和调控软硬相,获得屈服强度690mpa级高强韧性低屈强比中厚钢板。
技术实现要素:
9.本发明旨在提供一种屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法,在化学成分上,从钢板的力学性能、焊接性(焊接裂纹敏感性指数pcm和碳当量cev)以及耐候性(耐大气腐蚀性指数i)要求出发,采用低碳和耐候性元素cu、ni、cr和mo的复合合金化设计,nb+v+ti复合微合金化,控制轧制细化晶粒,b微合金化处理提高淬透性,设计了低碳易焊接且兼具耐候性的合金成分。所设计的合金经冶炼并热轧成板材,然后将钢板加热进行预保温,得到细小弥散的渗碳体,再以一定加热速率加热至(α+γ)两相区某一温度进行退火,使元素充分地配分到逆转奥氏体中,获得临界铁素体(软相)和淬火马氏体(硬相)组织;最后将板材进行中低温回火,获得析出强化的铁素体(软相)和回火马氏体(硬相)组织,最终获得具有良好强韧性匹配并兼具较低屈强比的中厚钢板。
10.本发明提供一种屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法,钢板化学成分的质量百分数为:c:0.06~0.12%,si:0.10~0.30%,mn:1.0~1.5%,p:≤0.010%,s:≤0.005%,cr:0.20~0.80%,ni:0.50~1.20%,cu:0.20~0.50%,mo:0.20~0.80%,nb:0.020~0.050%,v:0.050~0.100%,ti:0.005~0.015%,b:0.0005~0.0020%,余量为fe和不可避免的杂质,并满足碳当量cev≤0.65%,焊接冷裂纹敏感性指数pcm≤0.25%,耐候性指数i≥6.0%。
11.上述屈服强度690mpa级高强韧性低屈强比中厚钢板的屈服强度r
el
≥690mpa,抗拉强度rm≥770mpa,屈强比yr≤0.85,断后伸长率a≥18%,-40℃冲击韧性≥120j。
12.本发明的屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法包括以下步骤:
13.步骤1:根据所设计的化学成分进行冶炼并热轧成板材;
14.步骤2:将步骤1所述的热轧板材加热至300~650℃进行预保温,保温时间不小于60min,使m-a充分分解,获得均匀细小的渗碳体,然后再以不小于1℃/s的加热速率加热至(α+γ)两相区某一温度,保温30~120min后水淬,获得临界铁素体(软相)和淬火马氏体(硬相)组织,通过调整保温温度,控制逆转奥氏体的体积分数,调控两相比例;
15.步骤3:将步骤2所述的板材再加热至200~450℃,进行中低温回火,保温30~120min,获得析出强化的铁素体(软相)和回火马氏体(硬相)组织。
16.本发明的屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法所涉及的工艺控制原理如下:
17.本发明涉及的(α+γ)两相区退火热处理的工艺原理是:将所设计的合金经冶炼并热轧成板材,然后将钢板加热至300~650℃进行预保温,保温时间不小于60min,使m-a充分分解,获得均匀细小的渗碳体,以便在后续(α+γ)两相区退火过程中在界面处形成更多的粒状逆转奥氏体;然后再以一定加热速率(不小于1℃/s)加热至(α+γ)两相区某一温度,保温30~120min后水淬,获得临界铁素体(软相)和淬火马氏体(硬相)组织。以不小于1℃/s的加热速率进行加热是为了保证形核率,细化晶粒。通过调整两相区保温温度,控制逆转奥氏
体的体积分数,可以调控两相比例;经两相区保温,获得的组织中软相占比大约为50~80%,此时以软相为主导协调变形,可以获得富余的低屈强比。两相区保温是为了保温过程中元素能充分地配分到逆转奥氏体中,保证最终淬火马氏体的强度。
18.本发明涉及的中低温回火热处理的工艺原理是:将两相区退火处理后的板材再加热至200~450℃,进行中低温回火,保温30~120min,获得析出强化的铁素体(软相)和回火马氏体(硬相)组织。两相区退火处理后的钢板经回火后,其屈强比会显著升高。钢板经回火后,会在临界铁素体和淬火马氏体中析出纳米碳化物,同时淬火马氏体会发生位错回复。回火铁素体中大量的纳米碳化物的析出会显著提高铁素体的硬度,提高钢板的屈服强度;而位错回复会降低淬火马氏体的硬度,降低钢板的抗拉强度。因此,回火保温温度和保温时间会直接影响两相区退火处理后的钢板中析出物的类型和位错回复程度。通过控制回火参数,可以调节最终钢板中软硬相(析出强化的铁素体和回火马氏体)的硬度差异,来控制屈强比。将钢板加热至200~450℃,保温30~120min进行中低温回火,可以获得析出强化的铁素体(软相)和回火马氏体(硬相)组织,此时位错回复程度不深,软硬相的硬度差异较大,能保证钢板的屈强比不高于0.85;同时,回火也提高了屈服强度和冲击韧性,使钢板具有良好的强韧性匹配和较低的屈强比。
19.本发明实施例的创新点包括:
20.1、本发明合金成分基于钢板的力学性能、焊接性以及耐候性要求,采用低碳和耐候性元素cu、ni、cr和mo的复合合金化设计,nb+v+ti复合微合金化,控制轧制细化晶粒,b微合金化处理提高淬透性,设计了低碳易焊接且兼具耐候性的合金成分。
21.2、本发明采用预保温、(α+γ)两相区退火和中低温回火工艺,通过控制两相区退火和中低温回火工艺参数,使板材获得良好的强塑韧性匹配和较低的屈强比,即屈服强度r
el
≥690mpa,抗拉强度rm≥770mpa,屈强比yr≤0.85,断后伸长率a≥18%,-40℃冲击韧性≥120j。
22.3、通过本发明的合金成分与热处理工艺,可制备出10~50mm厚的钢板,该钢板晶粒细小,组织均匀,且具有析出强化的铁素体(软相)和回火马氏体(硬相)组织。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例。对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
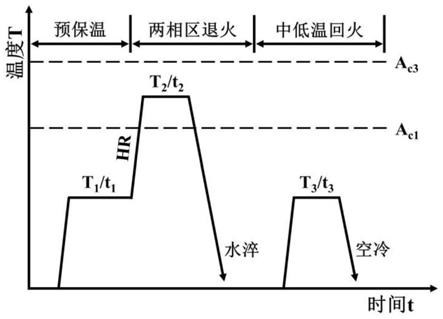
24.图1为本发明实施例所采用的热处理工艺示意图(t1=300~650℃,t1不小于60min;hr为加热速率,不小于1℃/s;t2为能获得逆转奥氏体体积分数为50~80%时的保温温度,t2=30~120min;t3=200~450℃,t3=30~120min;t1、t2和t3为保温时间);
25.图2为本发明实施例1成分的钢在该发明的热处理工艺条件下的扫描电镜组织示意图;
26.图3为本发明实施例1成分的钢在该发明的热处理工艺条件下的电子背散射衍射组织示意图;
27.图4为本发明实施例1成分的钢在该发明的热处理工艺条件下的透射电镜组织示
意图;
28.图5为本发明实施例1成分的钢在该发明的热处理工艺条件下的纳米尺度析出物的示意图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.需要说明的是,本发明实施例及附图中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。例如包含的一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
31.本发明提供了一种屈服强度690mpa级高强韧性低屈强比中厚钢板的制备方法。下面对本发明实施例进行详细说明。
32.本发明钢由真空感应炉冶炼,化学成分如表1所示。锻造开坯(80mm)后在实验室中经两阶段轧制,分别轧制成16mm厚板材,最后水淬至室温。热处理温度及热处理后的冷却方式等主要工艺参数见表2。热处理钢板的横向拉伸强度、-40℃纵向冲击功在表3中列出,均达到屈服强度r
el
≥690mpa,抗拉强度rm≥770mpa,屈强比yr≤0.85,断后伸长率a≥18%,-40℃冲击韧性≥120j。
33.表1 屈服强度690mpa级高强韧性低屈强比中厚钢板的化学成分(wt.%)
34.csimnpscunicrmonbvtib0.100.201.300.0090.0100.301.010.500.720.0500.0800.0100.0010
35.表2 屈服强度690mpa级高强韧性低屈强比中厚钢板的热处理工艺
[0036][0037]
表3 屈服强度690mpa级高强韧性低屈强比中厚钢板的力学性能
[0038][0039]
上述系统、装置实施例与系统实施例相对应,与该方法实施例具有同样的技术效果,具体说明参见方法实施例。装置实施例是基于方法实施例得到的,具体的说明可以参见方法实施例部分,此处不再赘述。本领域普通技术人员可以理解:附图只是一个实施例的示意图,附图中的模块或流程并不一定是实施本发明所必须的。
[0040]
本领域普通技术人员可以理解:实施例中的装置中的模块可以按照实施例描述分布于实施例的装置中,也可以进行相应变化位于不同于本实施例的一个或多个装置中。上述实施例的模块可以合并为一个模块,也可以进一步拆分成多个子模块。
[0041]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。