一种用于制备3d打印合金粉末的丝材
技术领域
1.本实用新型涉及粉末冶金技术领域,更具体地,涉及一种粉芯丝材等离子雾化制备3d打印钛合金粉末的方法。
背景技术:
2.目前,商用3d打印钛合金粉末制备方法主要包括等离子旋转电极雾化法 (prep)、电极感应气雾化法(eiga)、机械合金化法(ma)、以及等离子雾化法(pa)。
3.prep工艺将钛合金加工成棒料并利用等离子体加热熔化棒料端面,同时棒料进行高速旋转,熔化液滴在离心力作用下被甩出,随后在惰性气体环境中冷却并在表面张力作用下发生球化,最终形成球形粉末。由于粉末粒径即液滴尺寸的大小受限于棒料的转速,导致雾化粉末粒径较大,难以满足激光选区熔化工艺要求。
4.eiga雾化工艺采用了无坩埚且无导流管设计,避免了钛合金液在熔炼和导流过程中陶瓷材料的污染问题,但细粒径粉末(小于53μm)收得率偏低,雾化粉末含卫星球和空心粉缺陷。
5.ma法是将元素粉末或合金粉末在高能球磨机中通过粉末颗粒与磨料之间长时间的冲击、碰撞,使粉末颗粒反复产生冷焊、断裂,并最终通过原子扩散实现合金化,但粉末形貌不规则,流动性差,且不可避免的含有磨球剥落杂质。
6.最近发展起来的丝材等离子雾化技术(pa)采用汇流等离子炬加热熔化丝材,同时熔融钛合金液在超音速等离子射流撞击条件下发生雾化破碎,随后破碎小液滴在飞出等离子射流后冷却凝固,形成球形粉末,粉末粒径适合选区激光熔化工艺的要求。但pa技术为加拿大ap&c和pyrogenesis公司所拥有(us5707419, cn108025364,cn 108025365),对中国实施严格的技术封锁。
7.pa技术制备的钛合金粉末因具有优异的性能,受到科研院所和企业的广泛关注。成都优材科技有限公司专利(cn106378460b)将钛合金丝材送入汇聚等离子射流,提出将雾化液滴通过300~500℃氩气进行层流冷却,进而得到高球形度粉末。湖南久泰冶金科技有限公司专利(cn205414417u)同样将丝材送入汇聚等离子射流中心实现雾化,提出了一种避免超细粉末粘接雾化炉壁的装置。北京金物科技发展有限公司专利(cn108161019a)公开了一种感应加热与射频等离子熔炼及气体雾化相结合的技术,属于气体雾化方法,与eiga类似。杭州卓工新材料科技有限公司专利(cn210387591u)公开了一种感应加热气体雾化钛合金粉末的装置,属于气体雾化方法,也与eiga类似。
8.但是,受限于加拿大公司针对pa技术的垄断,国内3d打印钛合金粉末仍然采用prep和eiga工艺进行制备。到目前为止,未见可商业化的国产pa设备及pa钛合金粉末。
技术实现要素:
9.本实用新型的首要目的在于解决现有技术中合金粉末制备不能很好的满足小批量生产、成分设计需求的问题,采用专利(cn110039061a)研发的超音速等离子炬以及汇聚
等离子射流结构,将粉芯丝材送入等离子射流的汇聚中心,在高焓等离子射流加热条件下熔化并实现合金化,熔融合金液随后被超音速等离子射流雾化破碎的技术方案,避免了常规制备钛合金丝材过程中的熔炼以及轧制和多次拉拔工序,缩短了雾化钛合金粉末工艺流程,并且粉芯丝材易于调整材料成分,降低材料开发成本,提供一种用于制备3d打印钛合金粉末的丝材。
10.本实用新型的另一个目的在于,解决现有技术中低熔点金属单质在合金化过程中容易烧损的问题,提供一种防烧损的粉芯丝材。
11.本实用新型的再一个目的在于,提供一种通过等离子雾化制备3d打印钛合金粉末的所用粉芯丝材的制备方法。
12.为了实现上述目的,本实用新型采用的具体技术方案为:
13.本实用新型所述的用于制备3d打印合金粉末的丝材,包括丝材本体,所述丝材本体包括容纳腔、以及位于容纳腔内可等离子雾化合金化形成3d打印用合金粉末的金属单质体。
14.本实用新型所述的防烧损的粉芯丝材,包括所述容纳腔的任一横断面由若干从中心沿径向分布的组分单元组成,任一组分单元包括至少两种熔点不同的金属单质体。
15.优选的,所述组分单元包括沿径向向外分布的低熔点层和至少一层高熔点层,所述低熔点层由低熔点的金属单质体组成,所述高熔点层由高熔点的金属单质体。
16.优选的,所述金属单质体包括金属单质粉体。
17.优选的,所述金属单质粉体包括锆粉体、铌粉体、锡粉体、和氢化钛粉体。
18.优选的,所述金属单质粉体还包括钽粉体。
19.优选的,所述金属单质体的质量填充率为30~40%。
20.优选的,所述金属单质粉体,包括锆粉体、铌粉体、钽粉末、锡粉体、和氢化钛粉体。
21.优选的,还包括包裹容纳腔的包裹皮,所述包裹皮由可等离子雾化合金化形成3d打印用合金粉末的至少一种金属单质形成。
22.优选的,所述包裹皮包括纯钛皮。
23.本实用新型所述的合金粉末的制备方法,包括将所述的丝材送入汇聚等离子射流中心,所述丝材在等离子射流中熔化并合金化,随后被等离子射流雾化,雾化小液滴在飞出等离子射流后发生冷却凝固,形成3d打印合金粉末。
24.具体地,包括以下具体步骤:
25.步骤一:调整等离子喷射装置与丝材夹角为15-45
°
;
26.步骤二:保持雾化室真空度低于2pa;回填保护气氛,使雾化室压力维持在 1000-100000pa;
27.步骤三:检测雾化室含氧量,保证气氛氧含量小于10ppm;
28.步骤四:在保护气氛下,点火等离子枪,并逐渐增加电流到设定值500a;
29.步骤五:将丝材送入雾化室进行雾化。
30.优选地,在送丝前还包括矫丝步骤,包括调整矫丝机构,使其能够平稳均匀将丝材通过导丝管送入三束等离子射流汇聚位置。
31.本实用新型与现有技术相比,具有以下有益效果:
32.本实用新型的丝材设有容纳腔,其结构不同于现有的实心合金丝材。由于容纳腔
中的金属单质体可按需加入,易于进行成分设计;由于不需要常规合金丝材制备过程中熔炼和轧制和多次拉拔工序,降低生产成本,且有利于小批量、合金成分设计的科研。
33.本实用新型制备合金粉末的方法与prep和eiga工艺比较,制备的3d打印钛合金粉末粒径小,有利于提高细粒径粉末的收得率。因此,本实用新型通过粉芯丝材等离子雾化3d打印钛合金粉末可以实现成分的低成本设计,并降低3d 打印合金粉末的成本。
34.下面结合附图对本实用新型作进一步的说明。
附图说明
35.图1为本实用新型优选实施方式中粉芯丝材结构示意图。
36.图2a为本实用新型优选实施方式中粉芯丝材横断面结构示意图。该图为方便理解本实用新型的设计构思而绘制的示意图。
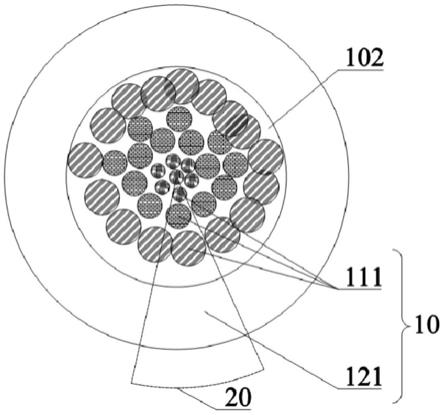
37.图2b为本实用新型优选实施方式中实际粉芯丝材横断面结构示意图。
38.图3为本实用新型优选实施方式中等离子雾化ti2448粉末形貌(-100目)。
39.图4为本实用新型优选实施方式中等离子雾化ti2448粉末截断面组织。
40.图5为本实用新型优选实施方式中等离子雾化ti2448粉末单个颗粒截断面组织及元素分布图。
41.图6为本实用新型优选实施方式中等离子雾化ti2448粉末单个颗粒ti元素分布图。
42.图7为本实用新型优选实施方式中等离子雾化ti2448粉末单个颗粒nb元素分布图。
43.图8为本实用新型优选实施方式中等离子雾化ti2448粉末单个颗粒zr元素分布图。
44.图9为本实用新型优选实施方式中等离子雾化ti2448粉末单个颗粒sn元素分布图。
45.图10为本实用新型优选实施方式中ti2448粉末xrd结果。
46.图11为本实用新型优选实施方式中等离子雾化tntz粉末形貌(-270目)。
47.附图标记说明:
48.100丝材本体、101横断面、102容纳腔、
49.10金属单质体、111金属单质粉体、121包裹皮、
50.20组分单元。
具体实施方式
51.下面通过具体实施方式对本实用新型做进一步的解释及说明,应当理解下面的实施方式的目的是为了使本实用新型的技术方案更加清楚、易于理解,并不限制权利要求的保护范围。
52.本实用新型所述的用于制备3d打印合金粉末的丝材,包括丝材本体100,所述丝材本体100包括容纳腔102、以及位于容纳腔102内可等离子合金化雾化形成3d打印用合金粉末的金属单质体10。
53.本实用新型所述的防烧损的粉芯丝材,包括所述容纳腔102的任一横断面 101由
若干从中心沿径向分布的组分单元20组成,任一组分单元20包括至少两种熔点不同的金属单质体10
54.在优选的实施方式中,所述金属单质体10包括金属单质粉体111。具体地,所述金属单质粉体111,包括锆粉体、铌粉体、钽粉体、锡粉体、和氢化钛粉体。这些粉体在容纳腔中的质量填充率在30~40%范围内。
55.在优选的实施方式中,还包括包裹容纳腔102的包裹皮121,所述包裹皮由可等离子合金化雾化形成3d打印用合金粉末的至少一种金属单质形成。具体地,所述包裹皮121包括纯钛皮。
56.本实用新型所述的合金粉末的制备方法,包括将所述的丝材送入汇聚等离子射流中心,所述丝材在等离子射流中熔化并合金化,随后被等离子射流雾化,雾化小液滴在飞出等离子射流后发生冷却凝固,形成3d打印合金粉末。
57.具体地,包括以下具体步骤:
58.步骤一:调整等离子喷射装置与丝材夹角为15-45
°
;
59.步骤二:保持雾化室真空度低于2pa;回填保护气氛,使雾化室压力维持在 1000-100000pa;
60.步骤三:检测雾化室含氧量,保证气氛氧含量小于10ppm;
61.步骤四:在保护气氛下,点火等离子枪,并逐渐增加电流到设定值500a;
62.步骤五:将丝材送入雾化室进行雾化。
63.在优选的实施方式中,在送丝前还包括矫丝步骤,包括调整矫丝机构,使其能够平稳均匀将丝材通过导丝管送入三束等离子射流汇聚位置。
64.下面通过具体实施方式以方便更好的理解本实用新型。
65.实施例1
66.本实施例1涉及的ti2448合金采用厚度为0.4~1.0mm的纯钛带 (99.9wt.%),zr粉末(99.99wt.%,d50=16μm),tih2粉末(99.99%,d50=20μm), nb粉末(99.99wt.%,d50=6μm)和近球形sn粉末(99.9wt.%,d50=12μm)作为原材料制备粉芯丝材,所采用的原材料金属单质粉末均要求低氧含量,通过粉芯丝材等离子雾化技术制备3d打印ti2448合金粉末。
67.本实用新型ti2448合金丝材的制备是通过纯金属钛带包裹粉末材料后轧制而成。将铌锆锡粉末按照nb:zr:sn=24:4:8的重量比配制,首先将铌粉和锡粉进行预混合,然后预混粉末再与锆粉和氢化钛粉在v型混料机中进行机械搅拌混合,混料过程在高纯氩气保护下进行;其次将厚度为0.4~1.0mm金属箔带裁剪成宽度10-14mm规格,经过几道轧辊后轧制出u型槽;然后将预混合的粉末均匀送入u型槽中(填充率依据钛合金目标成分确定),再次经过后续几道轧辊的轧制,u型槽逐渐闭合,最后完全将预混合粉末包裹到钛金属箔带内部,形成 ti2448粉芯丝材,轧制的ti2448粉芯丝材直径为2.0
–
3.0mm。
68.本实用新型采用粉芯丝材低压等离子雾化的方法制备3d打印ti2448合金粉末(装置为专利cn110039061a中装置)。首先,将ti2448粉芯丝材通过矫直机构矫直后送入多束等离子射流的汇聚中心,丝材迅速熔化,各元素之间发生原位合金化,同时在超音速等离子射流的撞击下,熔融液滴发生雾化破碎,破碎小液滴在飞出等离子射流后冷却凝固,形成3d打印ti2448合金粉末。由于雾化液滴在等离子射流飞行过程中有足够的时间在表面张力作用
下发生球化,使得等离子雾化ti2448合金粉末有优异的球形度(图3),并且无空心粉缺陷(图4)。丝材在等离子射流中发生原位合金化,元素分布均匀(图5-9),这将有利于得到成分均匀的3d打印组织。粉芯丝材等离子雾化粉末xrd结果显示粉末为β相,并未发现其它单质金属元素峰(图10),显示了粉芯丝材在等离子射流中发生合金化。
69.本实施例1通过汇聚的等离子射流加热熔化粉芯丝材并实现原位合金化,随后液滴雾化破碎得到3d打印合金粉末。3d打印ti2448合金粉末雾化制备工艺步骤如下:
70.步骤一:调整等离子枪与丝材夹角为15-45
°
;
71.步骤二:调整矫丝机构,使其能够平稳均匀将丝材通过导丝管送入三束等离子射流汇聚位置;
72.步骤三:打开机械泵、罗茨泵抽雾化室真空度低于2pa;回填氩气,使得雾化室压力维持在1000-100000pa;并同时打开雾化室冷却水循环系统;
73.步骤四:氧传感器检测雾化室含氧量,保证气氛氧含量小于10ppm;
74.步骤五:打开氩气开关,点火等离子枪,并逐渐增加电流到设定值500a;
75.步骤六:打开送丝机,调整送丝速度,开始雾化;
76.步骤七:雾化完成后依次关闭送丝机、等离子电源;
77.步骤八:粉末钝化处理,随后经过气氛保护筛分合批后真空包装储存。
78.本实施例1通过粉芯丝材等离子雾化的方法实现3d打印粉末的制备,不但提高了细粒径粉末(小于53μm)的收得率(高于30%),而且改善了粉末球形度、降低空心粉缺陷,同时也为部分难以拉丝合金材料,如铸造高温合金、高熵合金,提供了一定的参考。
79.实施例2
80.tntz(ti
–
29nb
–
13ta
–
4.6zr)合金粉芯丝材的制备是通过钛箔带包裹粉末材料后轧制而成。填充粉末为zr粉末(99.99wt.%,d50=16μm)、nb粉 (99.99wt.%,d50=6μm)、ta粉末(99.99wt.%,d50=0.6μm)和tih2粉末(99.99%, d50=20μm);钛带材宽度10-14mm,厚度0.4-1.0mm。首先将粉末按照设定的成分比例置于v型混料机中进行机械搅拌混合,并通入氩气保护,同时在搅拌过程中加入粉末表面活化剂,提高粉末的流动性;其次将钛带经过轧辊轧制出u 型槽,然后将预混合粉末通过超声振动均匀送入u型槽中,再次经过后续几道轧辊的轧制后,u型槽逐渐闭合成圆形,完全将预混合粉末包裹到钛箔带内部,形成tntz粉芯丝材。
81.本实施例2采用粉芯丝材等离子雾化的方法制备3d打印tntz合金粉末。同实施例1装置,热源采用三束汇聚的等离子射流,等离子炬轴线和丝材夹角为 15-45
°
。首先将制备的tntz粉芯丝材通过矫直机构进行矫直,然后将矫直丝材通过导丝管送入三束等离子射流的汇聚中心,随后丝材被等离子射流加热熔化,钛合金发生原位合金化,同时在超音速等离子射流的撞击下,熔融大液滴发生雾化破碎,形成的小液滴继续在等离子射流中进一步合金化,并在表面张力作用下发生球化,在飞出等离子射流后发生冷却凝固,形成tntz合金粉末,分级后粉末形貌如图11所示,最后在气氛保护条件下筛分出适合3d打印粒径要求的粉末。
82.针对目前prep和eiga工艺难以高效率的制备3d打印钛合金粉末,本实用新型采用高纯原材料(钛箔带和微米、亚微米粉末)制备3d打印ti2448、tntz 粉芯丝材,然后通过等离子原位合金化方法实现粉末的雾化制备。高焓等离子有利于加热熔化钛合金粉芯丝材并
实现原位合金化,弥补了现有工艺的不足,为低成本开发3d打印细粒径钛合金粉末提供了新的选择,粉末呈球形,无卫星球及陶瓷夹杂,为3d打印制备高品质钛合金部件奠定基础。
83.本实用新型是通过实施例来描述的,但并不对本实用新型构成限制,参照本实用新型的描述,所公开的实施例的其他变化,如对于本领域的专业人士是容易想到的,这样的变化应该属于本实用新型权利要求限定的范围之内。