1.本实用新型涉及铸造用辅助设备技术领域,具体地说,涉及一种砂芯醇基涂料自动转运烘干装置。
背景技术:
2.砂芯广泛应用于金属铸造中,其中砂芯的浸涂和砂芯涂料的烘干是必不可少的工序。
3.对于砂芯上的醇基涂料,可以直接通过点燃的方式除去。点燃时,直接将砂芯放置于地面,然后人工用打火机等点燃涂料,燃烧完后涂料清理干净。这种方式存在以下问题:
4.(1)直接燃烧,没有保护,存在安全隐患,安全系数低;
5.(2)燃烧产生的烟气直接排放,无法收集,污染环境;
6.(3)一次只能同时点燃的砂芯少,效率低,不利于批量化的生产方式;
7.(4)多个砂芯同时放置于地面上,占地面积大。
技术实现要素:
8.针对上述不足,本实用新型所要解决的技术问题是:提供一种自动化程度高、涂料清理效率高的砂芯醇基涂料自动转运烘干装置。
9.为解决上述技术问题,本实用新型的技术方案是:
10.一种砂芯醇基涂料自动转运烘干装置,包括:机架、链板式输送机和燃烧箱,所述链板式输送机安装于所述机架,所述燃烧箱固定于所述机架上,所述链板式输送机穿过所述燃烧箱,沿所述链板式输送机的运行方向,所述燃烧箱的第一端开口为进料口,所述燃烧箱的第二端开口为出料口,所述进料口处设有点火口,所述燃烧箱的上端设有出烟口。
11.优选地,所述燃烧箱包括相连通的直型燃烧箱和上小下大的锥形燃烧箱,所述锥形燃烧箱位于所述直型燃烧箱的上方,所述进料口、所述出料口和所述点火口分别位于所述直型燃烧箱,所述链板式输送机穿过所述直型燃烧箱,出烟口位于所述锥形燃烧箱上部。
12.优选地,所述出烟口处设有抽风装置。
13.优选地,所述出烟口设有两组,所述抽风装置设有两套,两套所述抽风装置分别与两组所述出烟口一一对应设置。
14.优选地,所述机架上设有光传感器,所述光传感器位于所述链板式输送机的一侧,沿所述链板式输送机的运行方向,所述光传感器位于所述出料口的下游。
15.优选地,所述机架固定设有支腿。
16.优选地,所述支腿的下端安装有脚轮。
17.优选地,所述脚轮为万向脚轮。
18.优选地,所述点火口设有点火器。
19.采用了上述技术方案后,本实用新型的有益效果是:
20.(1)砂芯放置于链板式输送机,由链板输送机将一个个砂芯有序的送入和送出燃
烧箱,砂芯在燃烧箱内引燃除掉醇基涂料,流水化作业,自动化程度高,涂料清理效率高;
21.(2)烟气在燃烧箱中汇集由出烟口排出,便于烟气的收集处理,烟气不会随意排放,对环境友好;
22.(3)能够让砂芯有序摆放,减少了砂芯的存放空间;
23.(4)机架设有万向脚轮,移动方便,布置灵活。
附图说明
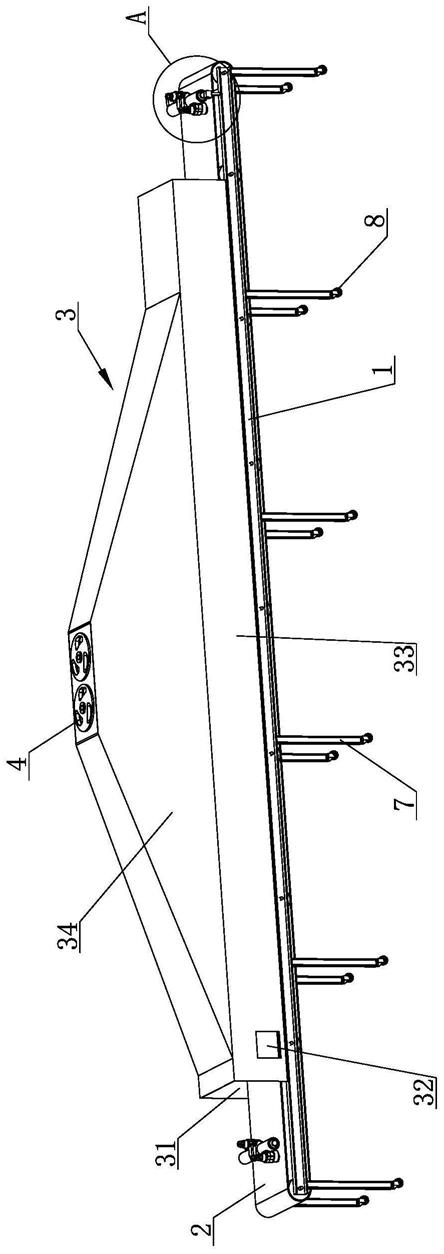
24.图1是本实用新型砂芯醇基涂料自动转运烘干装置的立体结构示意图;
25.图2是图1中a部的放大结构示意图;
26.图中:1、机架;2、链板式输送机;3、燃烧箱;31、进料口;32、点火口;33、直型燃烧箱;34、锥形燃烧箱;4、出烟口;5、光传感器;6、砂芯;7、支腿;8、万向脚轮。
具体实施方式
27.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,且不用于限定本实用新型。
28.如图1所示,一种砂芯醇基涂料自动转运烘干装置,机架1、链板式输送机2和燃烧箱3,链板式输送机2安装于机架1,燃烧箱3固定于机架1上,链板式输送机2穿过燃烧箱3,沿链板式输送机2的运行方向,燃烧箱3的第一端开口为进料口31,燃烧箱3的第二端开口为出料口,进料口31处设有点火口32,燃烧箱3的上端设有出烟口4。
29.燃烧箱3包括相连通的直型燃烧箱33和上小下大的锥形燃烧箱34,锥形燃烧箱34位于直型燃烧箱33的上方,进料口31、出料口和点火口32分别位于直型燃烧箱33,链板式输送机2穿过直型燃烧箱33,出烟口4位于锥形燃烧箱34上部。锥形燃烧箱34呈上小下大的锥形形状,烟气能够向上汇集,方便出烟口4处的抽风装置将烟气排出,实际使用时,出烟口4连通烟气净化装置,对烟气收集处理,避免污染环境。
30.锥形燃烧箱34设有两组出烟口4,每组出烟口4均包括三个出烟口4,相应地,抽风装置设有两套,两套抽风装置分别与两组出烟口4一一对应设置。
31.如图2所示,机架1上设有光传感器5,光传感器5位于链板式输送机2的一侧,沿链板式输送机2的运行方向,光传感器5位于出料口的下游。
32.机架1固定设有多个支腿7,每个支腿7的下端分别安装有万向脚轮8,可由工作人员推动至车间内指定的地点,布置灵活。
33.清理砂芯6的涂料时,砂芯6放置于链板式输送机2,链板式输送机2将砂芯6由进料口31送入燃烧箱3内,当砂芯6搬运送至点火口32处时,作业人员操作打火机手动引燃砂芯6上的醇基涂料,链板式输送机2继续搬运砂芯6,砂芯6在燃烧箱3内燃烧,产生的烟气由抽风装置排出燃烧箱3,当链板式输送机2将砂芯6搬运出燃烧箱3,光传感器5感应到砂芯6时,光传感器发出信号至控制器,在控制器作用下,链板式输送机2停止运动,防止砂芯6掉下摔坏,此时,作业人员将砂芯6搬运至指定位置。
34.链板式输送机2采用伺服变频电机驱动,方便调节链板式输送机2的运行速度,以控制砂芯6在燃烧箱3内的燃烧时间,使涂料彻底燃烧干净后再搬运处燃烧箱3。
35.点火口32可以设置电子点火器、点火棒等能够自动点火的装置,进一步提高自动化水平。
36.本实用新型砂芯醇基涂料自动转运烘干装置具有以下优点:
37.(1)砂芯放置于链板式输送机,由链板输送机一个个的将砂芯有序的送入和送出燃烧箱,实现流水化作业,自动化程度高,涂料清理效率高;
38.(2)烟气在燃烧箱中汇集由出烟口排出,便于烟气的收集处理,烟气不会随意排放,对环境友好;
39.(3)能够让砂芯有序摆放,减少了砂芯的存放空间;
40.(4)机架设有万向脚轮,移动方便,布置灵活。
41.以上所述为本实用新型最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本实用新型的保护范围以权利要求的内容为准,任何基于本实用新型的技术启示而进行的等效变换,也在本实用新型的保护范围之内。
技术特征:
1.砂芯醇基涂料自动转运烘干装置,其特征在于,包括:机架、链板式输送机和燃烧箱,所述链板式输送机安装于所述机架,所述燃烧箱固定于所述机架上,所述链板式输送机穿过所述燃烧箱,沿所述链板式输送机的运行方向,所述燃烧箱的第一端开口为进料口,所述燃烧箱的第二端开口为出料口,所述进料口处设有点火口,所述燃烧箱的上端设有出烟口。2.如权利要求1所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述燃烧箱包括相连通的直型燃烧箱和上小下大的锥形燃烧箱,所述锥形燃烧箱位于所述直型燃烧箱的上方,所述进料口、所述出料口和所述点火口分别位于所述直型燃烧箱,所述链板式输送机穿过所述直型燃烧箱,出烟口位于所述锥形燃烧箱上部。3.如权利要求1所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述出烟口处设有抽风装置。4.如权利要求3所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述出烟口设有两组,所述抽风装置设有两套,两套所述抽风装置分别与两组所述出烟口一一对应设置。5.如权利要求1所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述机架上设有光传感器,所述光传感器位于所述链板式输送机的一侧,沿所述链板式输送机的运行方向,所述光传感器位于所述出料口的下游。6.如权利要求1所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述机架固定设有支腿。7.如权利要求6所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述支腿的下端安装有脚轮。8.如权利要求7所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述脚轮为万向脚轮。9.如权利要求1所述的砂芯醇基涂料自动转运烘干装置,其特征在于,所述点火口设有点火器。
技术总结
本实用新型公开了一种砂芯醇基涂料自动转运烘干装置,包括:机架、链板式输送机和燃烧箱,链板式输送机安装于机架,燃烧箱固定于机架上,链板式输送机穿过燃烧箱,沿链板式输送机的运行方向,燃烧箱的第一端开口为进料口,燃烧箱的第二端开口为出料口,进料口处设有点火口,燃烧箱的上端设有出烟口。砂芯放置于链板式输送机,由链板输送机将一个个砂芯有序的送入和送出燃烧箱,砂芯在燃烧箱内引燃除掉醇基涂料,流水化作业,自动化程度高,涂料清理效率高;烟气在燃烧箱中汇集由出烟口排出,便于烟气的收集处理,烟气不会随意排放,对环境友好。好。好。
技术研发人员:朱成龙 李海荣 周训章
受保护的技术使用者:山东浩信浩德精密机械有限公司
技术研发日:2021.06.07
技术公布日:2022/2/11