1.本实用新型属于砂芯模具技术领域,具体涉及一种双向射砂成型的砂芯模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号,在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形,但是在现有的砂芯模具生产加工中不能最大限度的利用砂芯模具的空间,提高模具的制作成本,并且现有的砂芯模具通常是单向射砂,不能同时实现两个或多个型号砂芯的生产,使得生产效率低。
技术实现要素:
3.针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种双向射砂成型的砂芯模具。
4.为实现上述技术目的,本实用新型采用的技术方案如下:
5.一种双向射砂成型的砂芯模具,包括砂芯模具主体,所述砂芯模具主体包括有上模板和下模板,所述上模板设有第一成型槽和第二成型槽,所述上模板在第一成型槽的一侧设有第一射砂槽,所述第一射砂槽与第一成型槽相连通,所述上模板在第二成型槽的一侧设有第二射砂槽,所述第二射砂槽与第二成型槽相连通,所述上模板顶部两侧连接有第一连接柱,所述第一连接柱的另一侧固定连接有第一固定侧板,两侧所述第一固定侧板连接有第一承板,所述第一承板连接有第一喷火板,所述第一喷火板设有第一燃气流道,所述第一燃气流道的一侧连接有第一燃气进口,所述第一燃气流道的输出端连接有若干第一喷火嘴,所述下模板设有第三成型槽和第四成型槽,所述下模板在第三成型槽一侧设有第三射砂槽,所述第三射砂槽与第三成型槽相连通,所述下模板在第四成型槽一侧设有第四射砂槽,所述第四射砂槽与第四成型槽相连通,所述下模板底部两侧连接有第二连接柱,所述第二连接柱的另一侧固定连接有第二固定侧板,两侧所述第二固定侧板连接有第二承板,所述第二承板连接有第二喷火板,所述第二喷火板设有第二燃气流道,所述第二燃气流道的一侧连接有第二燃气进口,所述第二燃气流道的输出端连接有若干第二喷火嘴。
6.进一步限定,所述第一成型槽与第三成型槽配合形成完整的第一成型腔,所述第二成型槽与第四成型槽配合形成完整的第二成型腔,所述第一成型腔与第二成型腔可以为同类型号的成型砂芯,也可设计为不同型号的成型砂芯。这样的结构设计使得提高生产的效率。
7.进一步限定,所述第一射砂槽与第三射砂槽相匹配形成第一射砂口,所述第二射砂槽与第四射砂槽相匹配形成第二射砂口,所述第一射砂口与第二射砂口可以为相同的结构形状,也可以设计为不同的结构形状。这样的结构设计使得能够进行双向充填。
8.进一步限定,所述第一固定侧板与第二固定侧板的一侧设有缺口槽,所述缺口槽呈山字形结构设置。这样的结构设计使得方便进行安装固定。
9.进一步限定,所述第三成型槽设有镶件槽,所述镶件槽内安装有替换镶件,所述替换镶件包括有第一镶件和第二镶件,所述第一镶件与第二镶件的成型结构不同。这样的结构设计通过更换镶件能够使产品形成不同的结构。
10.本实用新型具的有益效果为:
11.1、本实用新型通过在上模板与下模板设有的两个成型槽,最大限度的利用砂芯模具的空间,在有限空间实现多个砂芯布局,降低模具制作成本;
12.2、本实用新型通过设置两个射砂口,在成型时通过翻转实现双向射砂,同时实现两个或多个型号砂芯的生产。
附图说明
13.本实用新型可以通过附图给出的非限定性实施例进一步说明;
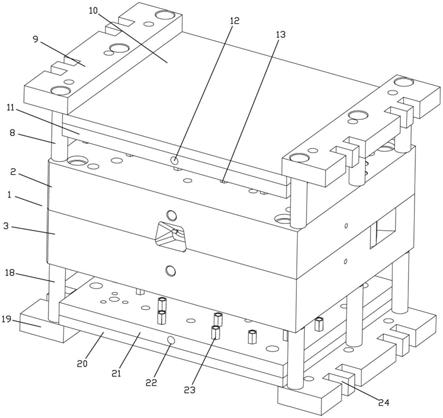
14.图1为本实用新型实施例一种双向射砂成型的砂芯模具的结构示意图;
15.图2为本实用新型实施例一种双向射砂成型的砂芯模具的上模板结构示意图
16.图3为本实用新型实施例一种双向射砂成型的砂芯模具的下模板结构示意图
17.图4为本实用新型实施例一种双向射砂成型的砂芯模具的结构示意图
18.图5为本实用新型实施例一种双向射砂成型的砂芯模具的结构示意图
19.主要元件符号说明如下:
20.砂芯模具主体1、上模板2、下模板3、第一成型槽4、第二成型槽5、第一射砂槽6、第二射砂槽7、第一连接柱8、第一固定侧板9、第一承板10、第一喷火板11、第一燃气进口12、第一喷火嘴13、第三成型槽14、第四成型槽15、第三射砂槽16、第四射砂槽17、第二连接柱18、第二固定侧板19、第二承板20、第二喷火板21、第二燃气进口22、第二喷火嘴23、缺口槽24、镶件槽25、第一镶件26、第二镶件27。
具体实施方式
21.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
22.如图1-5所示,本实用新型的一种双向射砂成型的砂芯模具,砂芯模具主体1包括有上模板2和下模板3,上模板2设有第一成型槽4和第二成型槽5,上模板2在第一成型槽4的一侧设有第一射砂槽6,第一射砂槽6与第一成型槽4相连通,上模板2在第二成型槽5的一侧设有第二射砂槽7,第二射砂槽7与第二成型槽5相连通,上模板2顶部两侧连接有第一连接柱8,第一连接柱8的另一侧固定连接有第一固定侧板9,两侧第一固定侧板9连接有第一承板10,第一承板10连接有第一喷火板11,第一喷火板11设有第一燃气流道,第一燃气流道的一侧连接有第一燃气进口12,第一燃气流道的输出端连接有若干第一喷火嘴13,下模板3设有第三成型槽14和第四成型槽15,下模板3在第三成型槽14一侧设有第三射砂槽16,第三射
砂槽16与第三成型槽14相连通,下模板3在第四成型槽15一侧设有第四射砂槽17,第四射砂槽17与第四成型槽15相连通,下模板3底部两侧连接有第二连接柱18,第二连接柱18的另一侧固定连接有第二固定侧板19,两侧第二固定侧板19连接有第二承板20,第二承板20连接有第二喷火板21,第二喷火板21设有第二燃气流道,第二燃气流道的一侧连接有第二燃气进口22,第二燃气流道的输出端连接有若干第二喷火嘴23。
23.使用时,将砂芯模具主体1装入在垂直分型砂芯机内并进行固定,然后第一射砂槽6与第三射砂槽16组成的第一射砂口实施射砂,使得第一成型槽4与第三成型槽14组合的第一成型腔进行充填成型,在射砂完成后,第一燃气进口12与第二燃气进口22输入燃气,使燃气在第一燃气流道和第二燃气流道内进行流动,并从第一喷火嘴13和第二喷火嘴23喷出,并将从第一喷火嘴13和第二喷火嘴23喷出的燃气点燃,使得对上模板2和下模板3进行加热烧结,在烧结12
±
2s左右后,实施180
°
翻转,翻转后第二射砂槽7与第四射砂槽17组成的第二射砂口实施射砂,使第二成型槽5与第四成型槽15组成的第二成型腔开始充填,并且同时第一喷火嘴13和第二喷火嘴23喷出的火焰进行烧结,在第二成型槽5与第四成型槽15组成的第二成型腔烧结的过程中,第一成型槽4与第三成型槽14组合的第一成型腔实施震动除砂,而第二成型槽5与第四成型槽15组成的第二成型腔完成12
±
2s烧结后,垂直分型砂芯机再实施180
°
翻转,对第二成型槽5与第四成型槽15组成的第二成型腔进行震动除砂,在第二成型槽5与第四成型槽15组成的第二成型腔除砂结束后,第一成型腔与第二成型腔进入10-20s的强化烧结,烧结完成,模具自动打开,取出制作完成的空心砂芯。
24.优选第一成型槽4与第三成型槽14配合形成完整的第一成型腔,第二成型槽5与第四成型槽15配合形成完整的第二成型腔,第一成型腔与第二成型腔可以为同类型号的成型砂芯,也可设计为不同型号的成型砂芯。这样的结构设计使得提高生产的效率。
25.优选第一射砂槽6与第三射砂槽16相匹配形成第一射砂口,第二射砂槽7与第四射砂槽17相匹配形成第二射砂口,第一射砂口与第二射砂口可以为相同的结构形状,也可以设计为不同的结构形状。这样的结构设计使得能够进行双向充填。
26.优选第一固定侧板9与第二固定侧板19的一侧设有缺口槽24,缺口槽24呈山字形结构设置。这样的结构设计使得方便进行安装固定。
27.优选第三成型槽14设有镶件槽25,镶件槽25内安装有替换镶件,替换镶件包括有第一镶件26和第二镶件27,第一镶件26与第二镶件27的成型结构不同。这样的结构设计通过更换镶件能够使产品形成不同的结构。
28.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。