1.本技术涉及一种玻璃夹持调节设备,主要适用于玻璃等平板材料的夹持调节工作。
背景技术:
2.现有技术在玻璃加工时通常只靠传送辊道夹持固定玻璃,这种结构有一个严重的弊端,就是玻璃只有正反两面受力,玻璃四边如果受外力容易使玻璃倾斜。并且玻璃一次运行只能加工玻璃相对两边,不能一次加工玻璃四边。
技术实现要素:
3.本技术解决的技术问题是克服现有技术中存在的上述不足,而提供一种结构简洁,使用方便,适用面广的玻璃夹持调节设备。
4.本技术解决上述技术问题所采用的技术方案是:一种玻璃夹持调节设备,包括主轴装置、机架,主轴装置安装在机架上,控制器与主轴装置连接,其特征是还设置有玻璃夹持装置,玻璃夹持装置安装在机架上,所述玻璃夹持装置包括玻璃定位电机、同步带轮机构、玻璃定位转盘、行星减速机、玻璃限位机构锁定安装盘、玻璃限位机构锁定气缸、玻璃限位机构锁定公头、玻璃限位机构锁定母头、夹持机构,控制器与玻璃定位电机、玻璃限位机构锁定气缸均连接,所述同步带轮机构包括第一同步带轮、第二同步带轮、同步带,第一同步带轮、第二同步带轮上套装同步带,玻璃定位电机与行星减速机连接,行星减速机与第一同步带轮连接,第二同步带轮安装在玻璃定位转盘上,玻璃定位转盘与磨头主轴套筒连接,磨头主轴套筒与玻璃限位机构锁定安装盘连接,玻璃限位机构锁定安装盘上安装玻璃定位旋转套、夹持机构,玻璃限位机构锁定气缸与玻璃限位机构锁定公头相连,多个玻璃限位机构锁定母头安装在玻璃定位转盘上,玻璃限位机构锁定公头与玻璃限位机构锁定母头配合。
5.所述夹持机构包括玻璃定位轮旋转臂固定座、玻璃定位轮旋转臂轴承座、玻璃定位轮旋转臂、玻璃定位轮安装座、玻璃定位轮、玻璃定位轮旋转臂驱动气缸安装座、玻璃定位轮旋转臂驱动气缸,控制器与玻璃定位轮旋转臂驱动气缸连接,玻璃限位机构锁定安装盘上安装玻璃定位轮旋转臂固定座、玻璃定位轮旋转臂驱动气缸安装座,玻璃定位轮旋转臂驱动气缸安装座上安装玻璃定位轮旋转臂驱动气缸,玻璃定位轮旋转臂固定座上安装玻璃定位轮旋转臂轴承座,玻璃定位轮旋转臂转动安装在玻璃定位轮旋转臂轴承座上,玻璃定位轮旋转臂一端与玻璃定位轮旋转臂驱动气缸连接,玻璃定位轮旋转臂另一端设置有玻璃定位轮安装座,玻璃定位轮安装座上设置一对夹持玻璃用的玻璃定位轮。
6.本技术还设置有检测装置,所述检测装置包括玻璃定位接近开关感应块、接近开关,玻璃定位接近开关感应块安装在玻璃定位轮旋转臂上,接近开关安装在玻璃限位机构锁定安装盘上并与玻璃定位接近开关感应块配合,接近开关与控制器连接。
7.本技术还设置有控制器,所述控制器与主轴装置、玻璃定位电机、玻璃限位机构锁
定气缸、玻璃定位轮旋转臂驱动气缸均连接并控制它们的操作。
8.所述玻璃定位轮安装座上设置有调节安装孔,玻璃定位轮安装座一端通过玻璃定位轮调节螺栓与玻璃定位轮调节座连接,玻璃定位轮调节座安装在玻璃定位轮旋转臂上,玻璃定位轮安装座通过调节安装孔中设置的安装螺栓、玻璃定位轮调节螺栓固定在玻璃定位轮旋转臂上,使得玻璃定位轮安装座相对位置可以调节,适用于更多的应用场合。
9.所述玻璃限位机构锁定母头起码具有四个,玻璃限位机构锁定母头均匀分布在玻璃定位转盘上。
10.所述主轴装置包括磨头主轴套筒、主轴电机、联轴器、磨头主轴,磨头主轴套筒通过磨头固定法兰套装在机架上,主轴电机安装在机架上并通过联轴器与磨头主轴连接,磨头主轴转动套装在磨头主轴套筒内,磨头主轴上安装磨轮,控制器与主轴电机连接。
11.本技术与现有技术相比,具有以下优点和效果:结构简洁,使用方便,适用面广,可在磨头加工的主要加工段夹持玻璃加工边,增加固定点,完善了被夹持物体的受力合理性并提高加工精度。
附图说明
12.图1是本技术实施例的俯视示意图。
13.图2是图1的a-a剖视图。
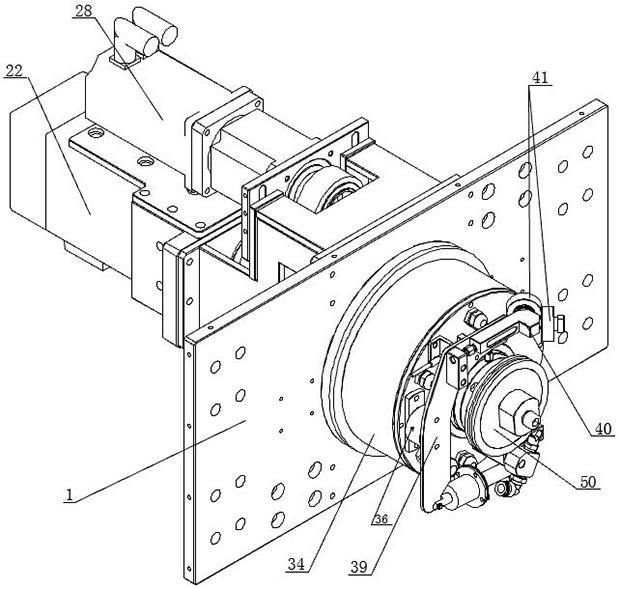
14.图3是本技术实施例的立体示意图。
15.图4是本技术实施例的正面示意图。
16.图中:
17.1磨头主轴安装板、
18.2磨头固定法兰、
19.3角接触球轴承、
20.4深沟球轴承、
21.5磨头主轴套筒轴承压盖、
22.6磨头主轴套筒、
23.7磨头主轴套筒轴承隔套、
24.8磨头主轴套筒锁紧隔套、
25.9止动垫圈、
26.10圆螺母、
27.11骨架密封圈、
28.12磨头主轴轴承压盖、
29.13磨头主轴、
30.14主轴隔套、
31.15波形弹性垫圈、
32.16主轴锁紧隔套、
33.17玻璃定位转盘、
34.181第一同步带轮、182第二同步带轮
35.19玻璃限位机构锁定母头、
36.20联轴器、
37.21主轴电机安装座、
38.22主轴电机(电主轴)、
39.23主轴电机固定座、
40.24主轴电机上固定板、
41.25胀紧套、
42.26玻璃限位机构旋转驱动减速机安装板、
43.27行星减速机、
44.28玻璃定位电机、
45.29玻璃限位机构公头滑座、
46.30玻璃限位机构锁定气缸、
47.31六角螺母、
48.32玻璃限位机构锁定公头、
49.33玻璃限位机构锁定安装盘、
50.34玻璃限位机构旋转套、
51.35橡胶密封圈、
52.36玻璃定位轮旋转臂固定座、
53.37轴用弹性挡圈、
54.38玻璃定位轮旋转臂轴承座、
55.39玻璃定位轮旋转臂、
56.40玻璃定位轮安装座、
57.41玻璃定位轮、
58.42玻璃定位轮调节螺栓、
59.43玻璃定位轮调节座、
60.44玻璃定位轮旋转臂驱动气缸安装座、
61.47磨轮供水块、
62.48进水口、
63.49不锈钢扇形喷嘴、
64.50磨轮、
65.51磨轮闷盖、
66.53同步带、
67.54孔用弹性挡圈、
68.55锁母式l型气管接头、
69.56磨头供水气管压板、
70.57玻璃定位接近开关座、
71.58玻璃定位接近开关感应块、
72.59接近开关、
73.60玻璃定位轮旋转臂驱动气缸、
74.61玻璃定位轮旋转臂驱动气缸防水罩、
75.62玻璃定位轮旋转臂驱动气缸防水罩安装板。
具体实施方式
76.下面结合附图并通过实施例对本技术作进一步的详细说明,以下实施例是对本技术的解释而本技术并不局限于以下实施例。
77.参见图1~图4,本实施例玻璃夹持调节设备主要包括主轴装置、玻璃夹持装置、检测装置、控制器和机架,控制器、检测装置(各种检测开关,包括玻璃定位接近开关感应块58、接近开关59)、机架(用来安装主轴装置、玻璃夹持装置、检测装置的固定成一体的安装结构,包括磨头主轴安装板1、主轴电机固定座23、主轴电机上固定板24、玻璃限位机构旋转驱动减速机安装板26、玻璃限位机构公头滑座29)均为现有技术,本实施例安装在可上下移动的驱动机构上,由控制器根据检测装置检测得到的检测信号和控制程序进行控制。所述主轴装置包括磨头主轴套筒6、主轴电机22、联轴器20、磨头主轴13,磨头主轴套筒6通过磨头固定法兰2转动套装在机架上,主轴电机22安装在主轴电机固定座23上并通过联轴器20与磨头主轴13连接,磨头主轴13转动套装在磨头主轴套筒6内,磨头主轴13上安装磨轮50,通过主轴电机22驱动磨轮50转动来加工玻璃。
78.所述玻璃夹持装置包括同步带轮机构、玻璃定位转盘17、行星减速机27、玻璃定位电机28、玻璃限位机构锁定安装盘33、玻璃限位机构锁定气缸30、玻璃限位机构锁定公头32、玻璃限位机构锁定母头19、玻璃定位轮旋转臂固定座36、玻璃定位轮旋转臂轴承座38、玻璃定位轮旋转臂39、玻璃定位轮安装座40、玻璃定位轮41、玻璃定位轮调节螺栓42、玻璃定位轮调节座43、玻璃定位轮旋转臂驱动气缸安装座44、玻璃定位轮旋转臂驱动气缸60,所述同步带轮机构包括第一同步带轮181、第二同步带轮182、同步带53,第一同步带轮181、第二同步带轮182上套装同步带53,行星减速机27安装在主轴电机上固定板24上并与玻璃定位电机28连接,行星减速机27通过胀紧套25与第一同步带轮181连接,第二同步带轮182安装在玻璃定位转盘17上,玻璃定位转盘17与磨头主轴套筒6连接,磨头主轴套筒6与玻璃限位机构锁定安装盘33连接,玻璃限位机构锁定安装盘33上安装玻璃限位机构旋转套34、玻璃定位轮旋转臂固定座36、玻璃定位轮旋转臂驱动气缸安装座44,玻璃定位轮旋转臂驱动气缸安装座44上安装玻璃定位轮旋转臂驱动气缸60,玻璃定位轮旋转臂固定座36上安装玻璃定位轮旋转臂轴承座38,玻璃定位轮旋转臂39转动安装在玻璃定位轮旋转臂轴承座38上,玻璃定位轮旋转臂39的一端与玻璃定位轮旋转臂驱动气缸60连接,玻璃定位轮旋转臂39另一端设置有玻璃定位轮安装座40,玻璃定位轮安装座40上设置一对夹持玻璃用的玻璃定位轮41,通过玻璃定位电机28、同步带轮机构传动带动安装在玻璃限位机构锁定安装盘33上的夹持机构(包括玻璃定位轮旋转臂固定座36、玻璃定位轮旋转臂轴承座38、玻璃定位轮旋转臂39、玻璃定位轮安装座40、玻璃定位轮41、玻璃定位轮调节螺栓42、玻璃定位轮调节座43、玻璃定位轮旋转臂驱动气缸安装座44、玻璃定位轮旋转臂驱动气缸60)旋转。玻璃限位机构锁定气缸30与玻璃限位机构锁定公头32相连,多个(通常起码4个以上)玻璃限位机构锁定母头19均匀(指径向角度均匀配置)安装在玻璃定位转盘17上,通过玻璃限位机构锁定气缸30伸缩使玻璃限位机构锁定公头32与某个角度位置的玻璃限位机构锁定母头19配合来实现玻璃定位转盘17固定,从而使得夹持机构整体固定。
79.所述玻璃定位轮安装座40上设置有调节安装孔(腰型孔,安装螺栓可在孔内移动
至最恰当位置)401,玻璃定位轮安装座40一端通过玻璃定位轮调节螺栓42与玻璃定位轮调节座43连接,玻璃定位轮调节座43安装在玻璃定位轮旋转臂39上,玻璃定位轮安装座40通过调节安装孔401中设置的安装螺栓、玻璃定位轮调节螺栓42固定在玻璃定位轮旋转臂39上,使得玻璃定位轮安装座40相对位置可以调节,适用于更多的应用场合。
80.本技术实施例所述检测装置包括玻璃定位接近开关感应块58、接近开关59,玻璃定位接近开关感应块58安装在玻璃定位轮旋转臂39上,接近开关59安装在玻璃限位机构锁定安装盘33上并与玻璃定位接近开关感应块58配合(指可检测到玻璃压迫玻璃定位轮41向后移动的信号),接近开关59与控制器连接。
81.本技术实施例一种特例的主要工作流程:
82.1、加工玻璃时,本技术实施例首先通过控制器驱动玻璃定位电机28、同步带轮机构将夹持机构调整好角度(玻璃定位轮41朝向被加工玻璃移动过来的方向),并通过玻璃限位机构锁定气缸30固定夹持机构整体方位,驱动玻璃定位轮旋转臂驱动气缸60使得一对玻璃定位轮41前移。当玻璃在玻璃驱动机构控制下沿图4右侧运动到本实施例处,玻璃加工边移动至一对玻璃定位轮41中间,将玻璃定位轮41向后压(向图4左侧),使接近开关59检测到玻璃定位接近开关感应块58接近信号并传送给控制器,说明玻璃已经处于加工位,控制器停止玻璃移动,控制器驱动主轴电机22使得磨轮50转动,开始加工玻璃,一对玻璃定位轮41在磨轮50主要加工段夹持在玻璃加工边,防止玻璃加工边晃动影响加工质量,且可以根据需要通过玻璃定位电机28、同步带轮机构调整夹持机构角度方位。
83.2、当玻璃左边加工好,控制器关闭主轴电机22,控制玻璃定位轮旋转臂驱动气缸60复位,接近开关59检测不到玻璃定位接近开关感应块58,确保玻璃左边加工完成后,本实施例在驱动机构控制下向上移动,本实施例控制器驱动玻璃限位机构锁定气缸30复位,再控制同步带轮机构将夹持机构调整好角度(此时夹持机构相对于初次加工顺时针转动了90度),然后通过玻璃限位机构锁定气缸30再一次固定夹持机构新加工方位,通过玻璃定位轮旋转臂驱动气缸60使得一对玻璃定位轮41下移(此时玻璃定位轮41朝下)对着玻璃上边,然后通过本实施例的驱动机构控制下向下移动,使得一对玻璃定位轮41压住玻璃上边位置,并按照上述流程继续加工玻璃上边。
84.3、重复上述类似流程加工玻璃所有需要加工边加工完成,本技术实施例回到原点。
85.本技术所述夹持机构是一个以玻璃定位轮旋转臂驱动气缸60为动力的杠杆机构,夹持机构的两个尼龙材质的玻璃定位轮41呈90
°
安装,在玻璃定位轮旋转臂驱动气缸60推动作用下,一对玻璃定位轮41保持突出磨轮50边的状态,确保玻璃先接触到玻璃定位轮41,再和磨轮50接触。当玻璃接触玻璃定位轮41时,将其推动(玻璃定位轮旋转臂驱动气缸60力小于被加工玻璃驱动力和本实施例的驱动机构力),使其和磨轮50边齐平,此时接近开关59检测到信号,可以开始加工玻璃。当玻璃某边加工好后,玻璃定位轮旋转臂驱动气缸60复位,玻璃定位轮41脱离加工好的玻璃边。
86.本技术所述夹持机构安装在玻璃限位机构锁定安装盘33上,以磨轮50为圆心旋转,通过玻璃定位电机28、同步带轮机构控制夹持机构的旋转角度,以玻璃限位机构锁定气缸30的伸缩使公头、母头配合来定位径向方位,来达到可夹持任意玻璃边的功能。
87.凡是本技术技术特征和技术方案的简单变形或者组合,应认为落入本技术的保护
范围。