1.本发明涉及一种扩孔率高的高强度钢板及其制造方法。
背景技术:
2.近年来,为了车辆的轻量化,正在推进确保具有高强度的钢板制造技术。其中,就兼备高强度和成型性的钢板而言,可以提高生产率,从而在经济性方面突出,并且在最终部件的安全性方面也更加有利。特别地,拉伸强度(ts)高的钢板在发生断裂前的支撑荷重高,因此,对1180mpa级以上的高拉伸强度的钢材的需求正在不断增加。以往多次尝试提高现有钢材的强度,但是,当单纯地提高强度时,发现延展性和扩孔率(her,holeexpansion ratio)下降的缺点。
3.另外,作为克服上述缺点的现有技术,可以列举添加大量si或al的相变诱导塑性(transformation induced plasticity,trip)钢板。然而,即便trip钢板可以在ts 1180mpa级中获得14%以上的延伸率,但是,由于si和al的大量添加,抗液态金属致脆(liquid metal embrittlement,lme)性变差,焊接性变差,因此,在用作车辆结构用材料的实用性上存在局限性。
4.此外,在相同的拉伸强度等级中,会根据用途和目的追求各种屈强比,然而,就屈强比低的钢板而言,难以制造扩孔率高的钢材。这是因为,通常为了降低屈强比,需要导入马氏体相或铁素体相作为第二相,但是这种组织学特性是影响扩孔率的主要因素。
5.在专利文献1中,公开了一种兼备屈强比、强度、扩孔率、耐延迟断裂特性且具有17.5%以上的高延伸率的高强度冷轧钢板。但是,在专利文献1中,由于添加高含量的si而发生lme,因此,存在焊接性差的缺点。
6.(现有技术文献)
7.(专利文献1)专利公开公报第2017-7015003号
技术实现要素:
8.要解决的技术问题
9.本发明用于解决上述现有技术的局限性,其目的在于提供一种具有高强度和低屈强比并且具有适于加工的延伸率、高扩孔率和良好的焊接性的高强度钢板。
10.本发明要解决的技术问题并不局限于上述内容。只要是本发明所属技术领域的技术人员,则可以毫无困难地从本发明说明书的整体内容中理解本发明的附加要解决的技术问题。
11.技术方案
12.本发明的一个方面是一种高强度钢板,以重量%计,所述钢板包含:c:0.12%以上且小于0.17%、si:0.3~0.8%、mn:2.5~3.0%、cr:0.4~1.1%、al:0.01~0.3%、nb:0.01~0.03%、ti:0.01~0.03%、b:0.001~0.003%、p:0.04%以下、s:0.01%以下、n:0.01%以下以及余量的fe和其他不可避免的杂质,其中,所述c、si和al的含量满足以下数学式
(1),并且,以面积分数计,微细组织包含超过1%且4%以下的残余奥氏体、超过10%且20%以下的新生马氏体、5%以下(0%除外)的铁素体、超过50%且70%以下的回火马氏体、余量的贝氏体,其中,所述残余奥氏体的数密度为0.25个/μm2以下,所述残余奥氏体的平均有效直径为0.2~0.4μm,具有小于所述平均有效直径的有效直径的残余奥氏体的比率超过60%。
13.[数学式(1)][c]+([si]+[al])/5≤0.35重量%
[0014]
(其中,[c]、[si]、[al]分别表示c、si、al的重量%。)
[0015]
以面积分数计,作为第二相的渗碳体相可以以1%以上3%以下的面积分数计析出并分布在所述贝氏体板条(lath)之间、或者回火马氏体相的板条或晶界上。
[0016]
以重量%计,所述钢板可以进一步包含:cu:0.1%以下、ni:0.1%以下、mo:0.3%以下和v:0.03%以下中的一种以上。
[0017]
所述钢板可以具有1180mpa以上的拉伸强度、740mpa~980mpa的屈服强度、0.65~0.85的屈强比、25%以上的扩孔率(her)、7~14%的延伸率。
[0018]
所述钢板可以是冷轧钢板。
[0019]
在所述钢板的至少一个表面上可以形成热浸镀锌层。
[0020]
在所述钢板的至少一个表面上可以形成合金化热浸镀锌层。
[0021]
本发明的另一个方面是一种制造高强度钢板的方法,其包括以下步骤:准备板坯,以重量%计,所述板坯包含:c:0.12%以上且小于0.17%、si:0.3~0.8%、mn:2.5~3.0%、cr:0.4~1.1%、al:0.01~0.3%、nb:0.01~0.03%、ti:0.01~0.03%、b:0.001~0.003%、p:0.04%以下、s:0.01%以下、n:0.01%以下以及余量的fe和其他不可避免的杂质,其中,所述c、si和al的含量满足以下数学式(1);对所述板坯进行再加热至1150~1250℃的温度范围;在900~980℃的精轧温度(fdt)范围内对经再加热的所述板坯进行热精轧;在所述热精轧后,以10~100℃/秒的平均冷却速度进行冷却;在500~700℃的温度范围内进行收卷;以30~60%的冷压下率进行冷轧;在(ac3+20℃~ac3+50℃)的温度范围内填充由95%以上的氮气和余量的氢气组成的气体以通过控制炉内的气氛来对经冷轧的钢板进行连续退火;对经连续退火的钢板以10℃/秒以下的平均冷却速度进行一次冷却至560~700℃的一次冷却终止温度,并且,通过使用最大分数达65%的高氢气的气体以10℃/秒以上的平均冷却速度进行二次冷却至280~350℃的二次冷却终止温度;以及以5℃/秒以下的升温速度对经冷却的钢板进行再加热至380~480℃的温度范围。
[0022]
[数学式(1)][c]+([si]+[al])/5≤0.35重量%
[0023]
(其中,[c]、[si]、[al]分别表示c、si、al的重量%。)
[0024]
以重量%计,所述板坯可以进一步包含:cu:0.1%以下、ni:0.1%以下、mo:0.3%以下和v:0.03%以下中的一种以上。
[0025]
可以进一步包括:在所述进行再加热的步骤之后,在480~540℃的温度范围内进行热浸镀锌处理的步骤。
[0026]
在所述热浸镀锌处理的步骤之后,可以进行合金化热处理,然后冷却至常温。
[0027]
在冷却至常温后,可以进行小于1%的平整轧制。
[0028]
有益效果
[0029]
根据本发明,可以提供一种具有1180mpa以上的高拉伸强度、740mpa至980mpa的屈
服强度、0.65至0.85的低屈强比,并且具有25%以上的高扩孔率、7%至14%的延伸率的高强度钢板。
[0030]
此外,利用本发明的高强度钢板制造的镀锌钢板在镀锌后的抗液态金属致脆(liquid metal embrittlement,lme)性突出,因此具有优异的焊接性。
[0031]
本发明的多样且有益的优点和效果并不受限于上述内容,并且,在对本发明的具体实施方式进行说明的过程中可以更容易地被理解。
[0032]
最佳实施方式
[0033]
在此使用的专业术语仅仅用于提及特定的实施例,并不限制本发明。除非文中表示与此明确相反的含义,否则在此使用的单数形式也包括复数形式。
[0034]
在说明书中使用的“包含”的含义使特定特性、区域、整数、步骤、操作、要素和/或成分具体化,并不排除其它的特定特性、区域、整数、步骤、操作、要素、成分和/或组的存在或附加。
[0035]
虽然没有另作定义,但是,包括在此使用的技术术语和科学术语的所有术语具有与本发明所属技术领域的技术人员通常所理解的含义相同的含义。进一步解释为通常使用的词典中定义的术语具有符合相关技术文献和现有公开的内容的含义,并且,除非有定义,否则不能被解释为理想的含义或非常正式的含义。
[0036]
以下,对根据本发明的一个方面的高强度钢板进行详细的说明。应当注意,在本发明中,除非另有规定,否则在表示各元素的含量时是指重量%。此外,除非另有特别的表述,否则结晶或组织的比率是以面积为基准的。
[0037]
首先,对根据本发明的一个方面的高强度钢板的组分体系进行详细的说明。
[0038]
以重量%计,根据本发明的一个方面的高强度钢板包含:c:0.12%以上且小于0.17%、si:0.3~0.8%、mn:2.5~3.0%、cr:0.4~1.1%、al:0.01~0.3%、nb:0.01~0.03%、ti:0.01~0.03%、b:0.001~0.003%、p:0.04%以下、s:0.01%以下、n:0.01%以下以及余量的fe和其他不可避免的杂质,所述c、所述si和所述al的含量可以满足以下数学式(1)。
[0039]
[数学式(1)][c]+([si]+[al])/5≤0.35重量%
[0040]
(其中,[c]、[si]、[al]分别表示c、si、al的重量%。)
[0041]
碳(c):0.12%以上且小于0.17%
[0042]
碳(c)是通过固溶强化和析出强化来支持钢材的强度的基本元素。当c的量小于0.12%时,难以确保50%以上的回火马氏体的分数,并且难以获得对应于1180mpa级的拉伸强度(ts)的强度。但是,当c的量为0.17%以上时,难以具有高抗液态金属致脆(lme)性,因此在点焊性条件苛刻的情况下,由于在焊接过程中熔融的zn渗透而发生裂纹。此外,当碳的含量高时,电弧焊接性和激光焊接性变差,发生因低温脆性而引起的焊接部裂纹的危险性增加,并且难以获得预期的扩孔率的值。因此,本发明中c的含量优选限制在0.12%以上且小于0.17%。优选的c含量的下限可以为0.122%,更优选的c含量的下限可以为0.125%。优选的c含量的上限可以为0.168%,更优选的c含量的上限可以为0.165%。
[0043]
硅(si):0.3~0.8%
[0044]
硅(si)是通过阻碍渗碳体在贝氏体区域中的析出来起到提高残余奥氏体的分数和延伸率的作用的相变诱导塑性(transformation induced plasticity,trip)钢的核心
元素。当si小于0.3%时,残余奥氏体几乎不会剩余,因此延伸率变得过低,但是,当si超过0.8%时,可能无法阻止因lme裂纹的形成而引起的焊接部物理性质变差,并且钢材的表面特性和镀覆性变差。因此,本发明中si的含量优选限制在0.3~0.8%。优选的si含量的下限可以为0.35%,更优选的si含量的下限可以为0.4%。优选的si含量的上限可以为0.78%,更优选的si含量的上限可以为0.75%。
[0045]
锰(mn):2.5~3.0%
[0046]
本发明中锰(mn)的含量可以为2.5~3.0%。当mn的含量小于2.5%时,难以确保强度,但是,当mn的含量超过3.0%时,由于贝氏体相变速度变慢而形成过多的新生马氏体,因此,难以获得高扩孔率。此外,当mn的含量高时,形成马氏体的起始温度变低,并且,在退火水冷步骤中,为了获得初始马氏体相所需的冷却终止温度变得过低。因此,本发明中mn的含量优选限制在2.5~3.0%。优选的mn含量的下限可以为2.55%,更优选的mn含量的下限可以为2.6%。优选的mn含量的上限可以为2.95%,更优选的mn含量的上限可以为2.9%。
[0047]
铬(cr):0.4~1.1%
[0048]
本发明中铬(cr)的含量可以为0.4~1.1%。当cr的量小于0.4%时,难以获得预期的拉伸强度,当超过上限1.1%时,由于贝氏体的相变速度变慢而难以获得高扩孔率。因此,本发明中cr的含量优选限制在0.4~1.1%。优选的cr含量的下限可以为0.5%,更优选的cr含量的下限可以为0.6%。优选的cr含量的上限可以为1.05%,更优选的cr含量的上限可以为1.0%。
[0049]
铝(al):0.01~0.3%
[0050]
本发明中铝(al)的含量可以为0.01~0.3%。当al的量小于0.01%时,不会充分实现钢材的脱氧并影响清洁度。但是,当添加的al超过0.3%时,会影响钢材的可铸性。因此,本发明中al的含量优选限制在0.01~0.3%。优选的al含量的下限可以为0.015%,更优选的al含量的下限可以为0.02%。优选的al含量的上限可以为0.28%,更优选的al含量的上限可以为0.25%。
[0051]
铌(nb):0.01~0.03%
[0052]
本发明中为了通过晶粒的微细化和析出物的形成来提高钢材的强度和扩孔率,可以添加0.01~0.03%的铌(nb)。当nb含量小于0.01%时,组织微细化效果消失,并且析出强化量不足,但是,当含有超过0.03%的nb时,钢材的可铸性变差。因此,本发明中nb的含量优选限制在0.01~0.03%。优选的nb含量的下限可以为0.012%,更优选的nb含量的下限可以为0.014%。优选的nb含量的上限可以为0.025%,更优选的nb含量的上限可以为0.023%。
[0053]
钛(ti):0.01~0.03%,硼(b):0.001~0.003%
[0054]
本发明中为了提高钢材的淬透性,可以添加0.01~0.03%的钛(ti)和0.001~0.003%的硼(b)。当ti含量小于0.01%时,b与n结合,从而b的淬透性强化效果消失,当含有超过0.03%的ti时,钢材的可铸性变差。另外,当b含量小于0.001%时,无法获得有效的淬透性强化效果,当含有超过0.003%的b时,可能会形成硼碳化物,因此反而会影响淬透性。因此,本发明中ti含量优选限制在0.01~0.03%,b含量优选限制在0.001~0.003%。
[0055]
磷(p):0.04%以下
[0056]
磷(p)在钢中以杂质形式存在,虽然将p的含量控制为尽可能低是有利的,但是为了提高钢材的强度,也会有意地添加磷(p)。但是,当添加过多的p时,钢材的韧性变差,因
此,本发明中为了防止钢材的韧性变差,优选将其上限限制在0.04%。
[0057]
硫(s):0.01%以下
[0058]
硫(s)与上述p一样在钢中以杂质形式存在,并且将s的含量控制为尽可能低是有利的。此外,s使钢材的延展性和冲击特性变差,因此,优选将其上限限制在0.01%。
[0059]
氮(n):0.01%以下
[0060]
在本发明中,氮(n)作为杂质被添加到钢中,其上限限制在0.01%以下。
[0061]
在满足上述的c、si和al的含量的情况下,c、si和al可以满足以下数学式(1)。
[0062]
[数学式(1)][c]+([si]+[al])/5≤0.35重量%
[0063]
(其中,[c]、[si]、[al]分别表示c、si、al的重量%。)
[0064]
镀覆钢板的液态金属致脆(lme,liquid metal embrittlement)是在点焊过程中所镀覆的锌成为液态的状态下,在钢板的奥氏体晶界形成拉伸应力,并且液态锌渗透到奥氏体晶界而产生的。这种lme现象特别是在添加si和al的钢板中严重出现,因此,本发明中通过上述数学式(1)控制si和al的添加量。此外,当c含量高时,钢材的a3温度变低,抗lme性差的奥氏体区域扩大,材料的韧性变差,因此,通过上述数学式(1)限制其添加量。
[0065]
当上述数学式(1)的值超过0.35%时,如上所述,在点焊时,抗lme性变差,因此,在点焊后存在lme裂纹,会影响疲劳特性和结构安全性。另外,上述数学式(1)的值越小,越改善点焊性和抗lme性,因此,可以不另外设定其下限,但是,当该值小于0.20%时,虽然点焊性和抗lme性得到改善,但是难以同时获得优异的扩孔率和1180mpa级的高拉伸强度,因此,根据情况可以将数学式(1)的值的下限限制在0.20%。
[0066]
除了上述合金成分之外,根据本发明的一个方面的高强度钢板可以进一步包含:cu:0.1重量%以下、ni:0.1重量%以下、mo:0.3重量%以下和v:0.03重量%以下中的一种以上。
[0067]
铜(cu):0.1%以下、镍(ni):0.1%以下、钼(mo):0.3%以下
[0068]
铜(cu)、镍(ni)和钼(mo)是提高钢材的强度的元素,且以选择成分包含在本发明中,并且,分别将各元素的添加上限限制在0.1%、0.1%、0.3%。这些元素是提高钢材的强度和淬透性的元素,但是当添加过多的量时,可能会超过预期的强度等级,并且由于是高价的元素,因此,在经济性方面,优选将添加上限限制在0.1%或0.3%。另外,所述cu、ni和mo作为固溶强化元素发挥作用,因此,当添加的量小于0.03%时,固溶强化效果可能不足,因此,添加时可以将其下限限制在0.03%。
[0069]
钒(v):0.03%以下
[0070]
钒(v)是通过析出强化来提高钢材的屈服强度的元素,本发明中可以选择性地添加钒以提高屈服强度。但是,当钒的含量过多时,延伸率可能过低并且可能会导致钢材变脆,因此,本发明中将v的上限限制在0.03%以下。另外,由于v会引起析出强化,因此,添加少量的v也具有效果,但是,当添加的量小于0.005%时,其效果可能不足,因此,添加时可以将其下限限制在0.005%以上。
[0071]
在本发明中,除了上述钢组成之外,其余可以包含fe和不可避免的杂质。在通常的钢铁制造工艺中可能会无意地混入不可避免的杂质,因此无法对其进行全面排除,并且只要是通常的钢铁制造领域的技术人员即可以容易地理解其含义。此外,本发明并不全面排除除了前面提及的钢组成之外的其他组成的添加。
[0072]
另外,以面积分数计,满足上述钢组成的本发明的一个方面的高强度钢板的微细组织可以包含超过1%且4%以下的残余奥氏体、超过10%且20%以下的新生马氏体、5%以下(0%除外)的铁素体、超过50%且70%以下的回火马氏体、余量的贝氏体。
[0073]
此外,作为第二相的渗碳体相可以以1%以上3%以下的面积分数析出并分布在所述贝氏体板条(lath)之间、或者回火马氏体相的板条或晶界处。
[0074]
在本发明的一个方面的高强度钢板中,通过根据上述数学式(1)的条件限制抑制渗碳体的生长来使奥氏体稳定的si和al的含量,从而部分渗碳体在微细组织内析出并生长。该渗碳体在再加热通过二次冷却形成的马氏体时在马氏体板条(lath)或晶界上析出,或者在二次冷却后的再加热中发生贝氏体相变时,形成在贝氏体铁素体板条之间的碳富集的部分。
[0075]
根据本发明的高强度钢板中通过用数学式(1)限制si和al的上限,析出面积分数为1%以上水平的渗碳体,但是尽管如此,由于存在一部分的si和al,而残留奥氏体,并且由于碳分布在残留奥氏体的内部,因此,渗碳体的析出量小于3面积%。此外,由于添加一定程度的si和al,因此,存在超过1面积%且4面积%以下的水平的残余奥氏体,但是,正如si和al含量非常高的典型的trip钢中一样,不会分布有高分数的残余奥氏体。
[0076]
在本发明中导入超过10面积%且20面积%以下的水平的新生马氏体(fresh martensite)组织,以获得低屈强比。在完成二次冷却和再加热的状态下,当奥氏体相的分数高时,由于奥氏体内的碳含量低而稳定性不足,并且,在之后的冷却过程中一部分相变为新生马氏体,因此屈强比变低。
[0077]
此外,本发明中,铁素体组织不利于扩孔率,但在制造过程中可以以超过0面积%且5面积%以下的水平存在。此外,本发明的微细组织可以由贝氏体组成。
[0078]
回火马氏体相具有微细的内部结构,因此是有利于确保钢材的扩孔率的钢铁组织。当回火马氏体的分数小于50面积%时,难以获得预期的扩孔率,当回火马氏体的量不足时,最终冷却步骤之前的相变量不足,最终形成过多的新生马氏体,从而影响钢材的延伸率和扩孔率。另外,当回火马氏体超过70面积%时,钢材的屈强比和屈服强度会超过本发明的上限,钢材的成型变得困难,并可能在成型后发生诸如回弹的问题。
[0079]
对于微细组织中的残余奥氏体,残余奥氏体的数密度为0.25个/μm2以下,所述残余奥氏体的平均有效直径为0.2~0.4μm,具有小于所述平均有效直径的有效直径的残余奥氏体的比率可以超过60%。
[0080]
如果残余奥氏体的每单位面积的晶粒的数量和尺寸分布超出上述的条件时,焊接时会帮助zn通过奥氏体晶界渗透,从而容易发生lme裂纹。残余奥氏体的数量越多,并且个别残余奥氏体的尺寸越大,抗lme性越差。其中,数密度可以被定义为单位面积内个别地区分存在的残余奥氏体颗粒的数量,有效直径可以被定义为将残余奥氏体颗粒的截面积换算为相同面积的圆时的直径。此外,当在相同的碳含量的钢中,残余奥氏体的尺寸大且分数高时,残余奥氏体的稳定性下降,并且在小的应力下也容易相变为马氏体,因此,获得的her值低,并且延伸凸缘性变差。
[0081]
通过具有以上的成分组成和微细组织,本发明的高强度钢板在1180mpa以上的拉伸强度、740mpa至980mpa的屈服强度和0.65至0.85的低的屈强比下也可以具有25%以上的高扩孔率。
[0082]
如上所述,本发明的高强度钢板的屈强比低是通过加入新生马氏体实现的,本发明人确认了在本发明的合金成分和组织控制条件下即使存在新生马氏体,也可以获得25%以上的扩孔率。
[0083]
此外,本发明的高强度钢板限制si和al的含量,因此trip效果弱并且显示出7%以上且14%以下的延伸率。
[0084]
本发明的高强度钢板可以是冷轧钢板。
[0085]
在本发明的高强度钢板的至少一个表面上可以通过热浸镀锌法形成热浸镀锌层。本发明中,对于所述热浸镀锌层的构成不作特别限制,并且,只要是在本技术领域中通常应用的热浸镀锌层,则优选地应用在本发明中。
[0086]
此外,所述热浸镀锌层可以是与钢板的一部分合金成分合金化的合金化热浸镀锌层。
[0087]
接着,对本发明的另一个方面的高强度钢板的制造方法进行详细的说明。
[0088]
本发明的一个方面的高强度钢板可以经过准备满足上述的钢成分组成和数学式(1)的钢板坯-板坯的再加热-热轧-收卷-冷轧-连续退火-一次冷却和二次冷却-再加热工艺来制造,详细内容如下。
[0089]
首先,准备具有上述的合金组成且满足数学式(1)的板坯,并对所述板坯进行再加热至1150℃至1250℃的温度。此时,当板坯的温度小于1150℃时,则不可能进行作为下一步骤的热轧,但是,当超过1250℃时,为了提高板坯的温度,额外地需要很多能量。因此,所述加热温度优选限制在1150~1250℃的温度。
[0090]
将经再加热的所述板坯在精轧温度(fdt)为900~980℃的条件下进行热轧至符合预期目标的厚度。当所述精轧温度(fdt)小于900℃时,轧制负荷大,并且形状不良增加,因此,生产率变差。但是,当所述精轧温度超过980℃时,因过度的高温作业引起的氧化物增加,表面质量变差。因此,优选在所述精轧温度为900~980℃的条件下进行热轧。
[0091]
在热轧之后,以10~100℃/秒的平均冷却速度进行冷却至收卷温度,并在500~700℃的温度区域内进行收卷。并且,在收卷后,以30~60%的冷压下率进行冷轧,从而获得冷轧钢板。
[0092]
当所述冷压下率小于30%时,不仅难以确保预期的厚度精确度,而且难以矫正钢板的形状。但是,当冷压下率超过60%时,在钢板边缘(edge)部发生裂纹的可能性变高,并发生冷轧负荷变得过大的问题。因此,优选将冷轧步骤中的冷压下率限制在30~60%。
[0093]
在(ac3+20℃~ac3+50℃)的温度范围(以下,称为“ss”或“连续退火温度”)内填充由95%以上的氮气和余量的氢气组成的气体以通过控制炉内的气氛来对经冷轧的钢板进行连续退火。连续退火步骤的目的在于,加热至奥氏体单相区域,以形成接近100%的奥氏体,从而可以利用于之后的相变。当所述连续退火温度小于ac3+20℃时,由于没有进行充分的奥氏体相变,无法在退火后确保预期的马氏体和贝氏体分数。但是,当所述连续退火温度超过ac3+50℃时,生产率下降,并形成粗大的奥氏体,从而材质可能变差,特别地,最终组织内的残余奥氏体的尺寸也增加。
[0094]
在实际制造时,当存在难以了解制造中的钢板的ac3温度等情况时,可以在810~850℃的温度范围内进行连续退火。此外,所述连续退火可以在连续合金化热浸镀连续炉中进行。
[0095]
对经连续退火的钢板以10℃/秒以下的平均冷却速度进行一次冷却至560~700℃的一次冷却终止温度(以下,称为“scs”),并且,以10℃/秒以上的平均冷却速度进行二次冷却至280~350℃的二次冷却终止温度(以下,称为“rcs”),从而在钢板的微细组织中导入马氏体。其中,所述一次冷却终止温度可以被定义为进一步应用一次冷却中未应用的快速冷却设备来开始快速冷却的起点。在将冷却工艺分为一次冷却和二次冷却来分阶段地进行时,可以在缓慢冷却步骤中使钢板的温度分布均匀,从而可以减小最终的温度和材质偏差,并且有利于获得所需的相组成。
[0096]
一次冷却以10℃/秒以下的平均冷却温度进行缓慢冷却,其冷却终止温度可以为560~700℃的温度范围。当一次冷却终止温度低于560℃时,析出过多的铁素体相,最终扩孔率变差,但是,当超过700℃时,二次冷却中的负荷过大,因此必须减缓连续退火线的通板速度,从而生产率可能会下降。
[0097]
二次冷却可以进一步应用所述一次冷却中未应用的快速冷却设备,并且,作为优选的一个实施例可以使用利用h2气体的氢气快速冷却设备。更具体地,可以使用最大分数达65%的高氢气的气体进行冷却,但并不限制于此。
[0098]
此时,重要的是将二次冷却的冷却终止温度控制在可以获得合适的初始马氏体分数的280~350℃。当低于280℃时,二次冷却中相变的初始马氏体分数变得过高,从而没有获得在后续工艺中所需的各种相变的空间,并且,钢板的形状和加工性变差。但是,当二次冷却终止温度超过350℃时,初始马氏体分数低而可能难以获得高扩孔率,此外,残留的奥氏体的平均尺寸也增加。
[0099]
以5℃/秒以下的升温速度对经冷却的所述钢板再次进行再加热至380~480℃的温度范围(以下,称为”退火再加热温度”或”rhs”),从而对之前步骤中获得的马氏体进行回火,并且诱导贝氏体相变以及在相邻于贝氏体的未相变的奥氏体处富集碳。
[0100]
此时,重要的是将再加热温度控制在380~480℃,当低于380℃或超过480℃时,贝氏体的相变量少,在最终冷却过程中形成过多的新生马氏体,从而大大影响延伸率和扩孔率。
[0101]
根据需要,对经再加热的钢板在480~540℃的温度范围内进行热浸镀锌处理,从而可以在钢板的至少一个表面上形成热浸镀锌层。
[0102]
此外,根据需要,为了获得合金化的热浸镀锌层,在热浸镀锌处理之后,可以进行合金化热处理,然后冷却至常温。
[0103]
此外,为了之后对钢板的形状进行矫正并调整屈服强度,在冷却至常温之后还可以包括进行小于1%的平整轧制。
具体实施方式
[0104]
以下,通过实施例对本发明进行更具体的说明。但是,有必要注意的是,以下实施例仅仅用于对本发明进行例示和具体化,而不限制本发明的权利范围。这是因为,本发明的权利范围是由权利要求书中记载的内容和由此合理得出的内容确定的。
[0105]
(实施例)
[0106]
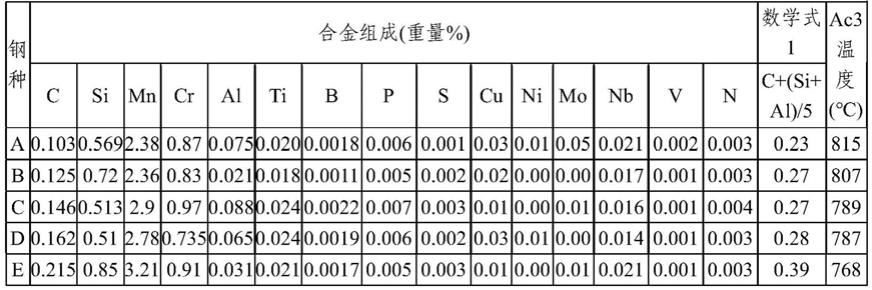
首先,准备满足以下表1中记载的组分体系的a至e的五种钢板。此外,按照各实施例,将根据钢板的厚度、fdt(精轧温度)、ct(热轧收卷温度)工艺条件和作为连续合金化热
浸镀退火条件的ss(连续退火温度)、scs(一次冷却终止温度)、rcs(二次冷却终止温度)、rhs(退火再加热温度)的材质和相分数的测量结果示出于表2和表3。没有在以下表2中另外表示的精轧后的冷却速度、冷压下率以及冷却后再加热时的升温速度均被控制在满足本发明的条件的范围内。此外,各实施例的ac3温度利用热力学常用软件thermocalc进行计算。
[0107]
本发明中应用的材质和相分数测量方法如下。
[0108]
本实施例的拉伸强度(ts)、屈服强度(ys)、以及延伸率(el)通过在轧制的直角方向上的拉伸试验进行测量,并且使用标距长度(gauge length)为50mm且拉伸试片的宽度为25mm的试片规格。
[0109]
扩孔率根据iso 16330标准进行测量,孔使用10mm直径的打孔器进行剪切加工为12%的间距(clearance)。
[0110]
各实施例的相分数由扫描电子显微镜(sem)照片通过点计数(point counting)法进行测量,残余奥氏体的分数通过x射线衍射(xrd)进行测量。此外,残余奥氏体的数密度和有效直径通过在扫描电子显微镜下进行电子背散射衍射(ebsd)进行分析而获得。并且,除了以下表3中记载的相之外,其余为贝氏体。
[0111]
[表1]
[0112][0113]
[表2]
[0114][0115]
[表3]
[0116][0117]
首先,比较例1至比较例2分别为应用钢种a和钢种b的情况。钢种a和钢种b为碳(c)或锰(mn)的含量低于本发明的范围的情况,无法获得拉伸强度(ts)基准的1180mpa级的强度。
[0118]
此外,比较例3和比较例4的情况下,回火马氏体分数不超过50面积%,并且新生马氏体的分数超过20面积%的同时扩孔率(her)值低,屈强比值也小于0.65。此外,比较例3和比较例4的情况下,连续退火温度和rcs温度高,从而残余奥氏体的平均尺寸大,并且数量也更多,有效直径比平均尺寸微细的比率无法达到60%。
[0119]
比较例5的情况下,钢种e的碳(c)含量超过本发明的成分范围,因此即使满足其他条件,由于碳(c)和硅(si)的含量高,残余奥氏体的数密度和尺寸均高,并且,获得扩孔率(her)值低且小于25%,并且抗lme性也低。
[0120]
与上述比较例相比,发明例1至发明例3应用满足本发明的合金组成的钢种c和钢种d,并且满足所有工艺条件,因此可以获得0.65至0.85的低屈强比、25%以上的扩孔率以及7%至14%的适于加工的延伸率。
[0121]
参照以上实施例进行了说明,但是,本领域的技术人员可以理解在不脱离权利要求中记载的本发明的思想和领域的范围内可以对本发明进行各种修改和变更。